一种钢铁件的发蓝工艺及钢铁件
本发明涉及金属表面处理技术,尤其涉及一种钢铁件的发蓝工艺及钢铁件。
背景技术:
1、发蓝处理是钢铁件常用的表面装饰和防腐蚀措施,目前常用的发蓝处理有常温酸性发蓝和高温碱性发蓝两种方法。
2、常温酸性发蓝是新型的发蓝处理方式,发蓝溶液的种类较多,其本质是通过化学沉积的方式在基体表面形成一层黑色膜层,此种方式的优点是成膜速度快、环保和能耗低。但是,常温发蓝溶液的稳定性差,在放置过程中溶液会失效。此外,常温发蓝溶液一般是酸性溶液,对工件的洁净度要求很高,工件局部表面稍有油污就可能引起局部无膜层。
3、高温碱性发蓝是传统的发蓝处理方式,在实际应用中有不可替代的优势。高温碱性发蓝的溶液是氢氧化钠和硝酸钠(或亚硝酸钠)混合水溶液,发蓝溶液的稳定性好,且溶液本身具备除油能力,工件表面的轻微油污不影响发蓝处理。高温碱性发蓝膜层是蓝黑色的fe3o4膜层,膜层外观光亮且附着力和耐蚀性相对较好。但是,高温碱性发蓝溶液温度通常在130℃以上,溶液中水分的挥发性快速,且在发蓝过程中不便于补充水分,这会时常造成溶液的浓度偏高,由此所形成的磁性氧化铁相对过饱和度低,晶核形成速度慢,所形成的fe3o4晶粒粗大、疏松而发红。这会导致膜层致密性和耐蚀性下降,引起膜层的表面形成红色浮灰层。
4、现在提出一种钢铁件的发蓝处理,来避免高温碱性发蓝过程中的溶液的浓度偏高导致的膜层质量问题,提升发蓝膜层的致密性和耐蚀性,避免膜层表面疏松的红色浮灰层。
技术实现思路
1、本发明的目的在于,针对传统高温碱性发蓝过程中的一些不利因素导致膜层结晶粗大、疏松的问题,提出一种钢铁件的发蓝工艺,该工艺能提升发蓝膜层的致密性和耐蚀性,采用该工艺制备的钢铁件可以增强其使用过程中的耐磨性和耐蚀性。
2、为实现上述目的,本发明采用的技术方案是:一种钢铁件的发蓝工艺,包括以下步骤:
3、步骤(1)钢铁件除油;
4、步骤(2)钢铁件除锈;
5、步骤(3)一次氧化处理:将工件浸泡在naoh水溶液中,使工件作为阳极进行电解处理,电流密度为1~5a/dm2,阳极处理时间1~5min;
6、二次氧化:工件经一次氧化后,将其浸泡在naoh和nano3的混合水溶液中,处理时间20~40min。
7、在发蓝处理的一次氧化过程中,工件表面会有氧气析出,初生状态的氧有很强的氧化性,会在钢铁件的表面形成一层很薄的致密氧化膜,这层氧化膜会减缓二次氧化过程中氧化膜的快速堆积,使形成的发蓝氧化膜层更加致密,同时避免发蓝膜层快速沉积导致的膜层表面红色浮灰,提升发蓝膜层的致密性和耐蚀性。
8、进一步地,步骤(1)除油:将除油溶液加热到70~90℃,把工件置于除油溶液中,将工件先后作为阴极和阳极进行电解除油处理,阴阳极分别通电处理5~10min和1~2min,保持工件电流密度为2~7a/dm2。
9、进一步地,步骤(1)所述除油溶液为含有30~40g/l naoh、30~40g/lna2co3和3~5g/l na2sio3的水溶液。
10、进一步地,步骤(2)除锈:将工件置于质量分数为10%~15%的盐酸溶液中,20~30℃条件下浸泡0.5~2min。
11、进一步地,步骤(3)发蓝处理:
12、一次氧化:将工件浸泡在20~30℃的naoh水溶液中,使工件作为阳极进行电解处理,电流密度为1~5a/dm2,阳极处理时间1~5min;
13、二次氧化:工件经一次氧化后,将工件浸泡在130~140℃的naoh和nano3的混合水溶液中,处理时间20~40min。
14、进一步地,步骤(3)一次氧化所述naoh水溶液浓度为30~50g/l。
15、进一步地,步骤(3)二次氧化所述naoh和nano3的混合水溶液中,naoh浓度为200~250g/l;所述nano3浓度为500~600g/l。
16、进一步地,步骤(3)工件二次氧化后,还要对工件进行防锈处理。
17、进一步地,所述防锈处理:将工件烘干之后,在工件表面涂抹脱水防锈油。
18、进一步地,所述脱水防锈油为锭子油。
19、本发明的另一个目的还公开了一种钢铁件,采用上述发蓝工艺制备而成。
20、本发明钢铁件的发蓝工艺,涉及钢铁件的高温碱性发蓝处理工艺,与现有技术相比较具有以下优点:
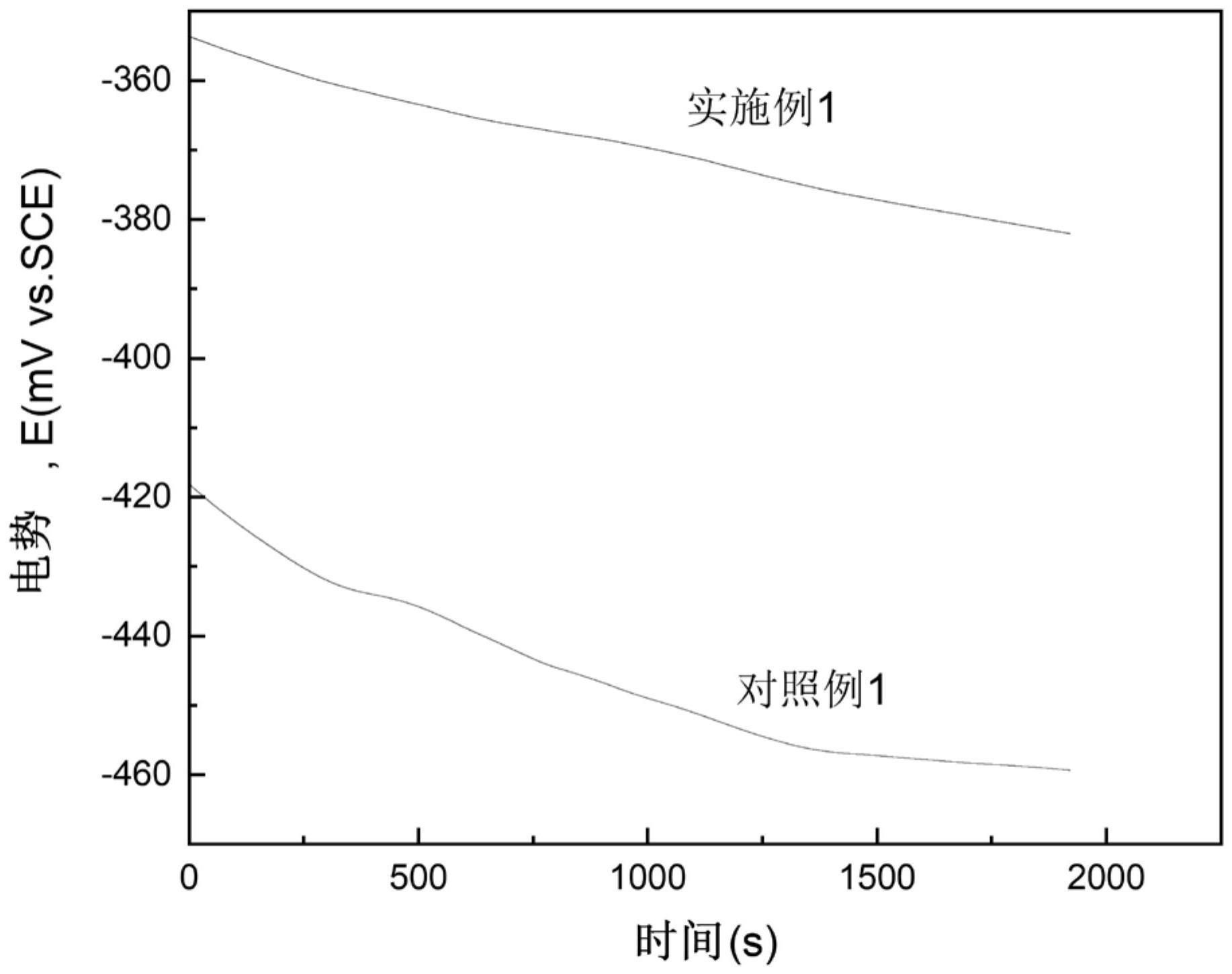
21、1)本发明钢铁件的发蓝工艺在传统的发蓝工艺基础上,添加一步电化学氧化处理,把工件作为阳极进行电解氧化处理,再进行后续发蓝处理。此工艺解决了发蓝溶液的浓度过大、温度过高和含铁量增加等因素导致的膜层快速堆积,这会有效提升膜层的致密性、结合力和耐蚀性等性能,也避免了发蓝膜层表面常见的浮灰问题。
22、2)本发明的钢铁件发蓝工艺处理,首先进行一步电解氧化处理,钢铁工件作为阳极,在电解氧化处理过程中钢铁件表面会产生氧化能力很强的初生状态的氧原子,氧原子会使基体表面迅速生成一层致密氧化层。再进一步进行后续碱性高温发蓝处理,可以有效控制钢铁件基体的快速溶解及氧化物的快速堆积,发蓝膜层快速堆积会带来膜层结构疏松、易脱落问题。因此,通过本发蓝工艺制备氧化膜层结构致密性和耐腐蚀性得到有效提升。
技术特征:
1.一种钢铁件的发蓝工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述钢铁件的发蓝工艺,其特征在于,步骤(1)除油:将除油溶液加热到70~90℃,把工件置于除油溶液中,将工件先后作为阴极和阳极进行电解除油处理,阴阳极分别通电处理5~10min和1~2min,保持工件电流密度为2~7a/dm2。
3.根据权利要求2所述钢铁件的发蓝工艺,其特征在于,步骤(1)所述除油溶液为含有30~40g/l naoh、30~40g/l na2co3和3~5g/l na2sio3的水溶液。
4.根据权利要求1所述钢铁件的发蓝工艺,其特征在于,步骤(2)除锈:将工件置于质量分数为10%~15%的盐酸溶液中,20~30℃条件下浸泡0.5~2min。
5.根据权利要求1所述钢铁件的发蓝工艺,其特征在于,步骤(3)发蓝处理:
6.根据权利要求5所述钢铁件的发蓝工艺,其特征在于,步骤(3)一次氧化所述naoh水溶液浓度为30~50g/l。
7.根据权利要求5所述钢铁件的发蓝工艺,其特征在于,步骤(3)二次氧化所述naoh和nano3的混合水溶液中,naoh浓度为200~250g/l;所述nano3浓度为500~600g/l。
8.根据权利要求1所述钢铁件的发蓝工艺,其特征在于,步骤(3)工件二次氧化后,还要对工件进行防锈处理。
9.根据权利要求8所述钢铁件的发蓝工艺,其特征在于,所述防锈处理:将工件烘干之后,在工件表面涂抹脱水防锈油。
10.一种钢铁件,其特征在于,采用权利要求1-9任意一项所述发蓝工艺制备而成。
技术总结
本发明提供一种钢铁件的发蓝工艺及钢铁件,所述钢铁件的发蓝工艺包括以下步骤:步骤(1)钢铁件除油;步骤(2)钢铁件除锈;步骤(3)一次氧化处理:将工件浸泡在NaOH水溶液中,使工件作为阳极进行电解处理,电流密度为1~5A/dm2,阳极处理时间1~5min;二次氧化:工件经一次氧化后,将其浸泡在NaOH和NaNO3的混合水溶液中,处理时间20~40min。本发明钢铁件的发蓝工艺解决了对照例1中发蓝溶液的浓度过大、温度过高和含铁量增加等因素导致的膜层快速堆积,本发明钢铁件的发蓝工艺能有效提升膜层的致密性、结合力和耐蚀性等性能,也避免了发蓝膜层表面常见的浮灰问题。
技术研发人员:鞠辉,刘树信,陈宁,何登良,田科,郭潇阳
受保护的技术使用者:绵阳师范学院
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!