一种卡车发动机飞轮壳的压铸模具的制作方法
本发明涉及压铸模具的,具体地是一种卡车发动机飞轮壳的压铸模具。
背景技术:
1、飞轮壳是重型卡车零件中较为重要的一种零件,随着车辆技术的不断发展尤其是电动汽车的发展,如何在飞轮壳生产过程中在保证产品结构强度的前提下提高生产效率及降低飞轮壳的生产成本是现阶段所要考虑的问题。
2、商用车柴油机飞轮、飞轮壳主要以铸造为主,原来的工艺落后、铸造污染严重、耗费人力物力多,多采用覆膜砂工艺,部分产品甚至使用手工造型,生产效率很低,产品材质和尺寸不易控制,加工废品率高,这些都极大的增加了生产成本。例如采用国内先进的粘土砂水平静压线生产柴油机飞轮壳,虽然具有产品材质稳定、尺寸精准偏差小、生产效率高、废品率低的特点,但是这种生产方式只适用于产品小批量的产品,当产品需求量较大且结构较为复杂时,在生产过程中无法达到产品的产能要求,同时会造成严重的环境污染。
技术实现思路
1、本发明旨在至少在一定程度上解决相关技术中的技术问题之一:提供一种卡车发动机飞轮壳的压铸模具,其可以通过压铸方式加工飞轮壳,使得生产效率提高,并且产品局部强度好。
2、为此,本发明的一个目的在于提出一种卡车发动机飞轮壳的压铸模具,它包括定模,设于定模上方的动模,所述定模和动模之间设有多个由滑动机构带动的侧模,所述滑动机构安装于定模上,所述滑动机构带动所对应的侧模与定模滑动配合,所述定模、动模和各侧模合模形成产品型腔,其特征在于:所述动模上位于产品型腔几何中心的上方设有注料口,所述注料口贯穿动模直至与产品型腔的中心位置连通,所述产品型腔上设有局部增压区,所述定模或侧模上设有用于增大所述局部增压区内压强的增压机构。由于飞轮壳的中心位置留有空挡并且围绕中心位置的壁厚均匀,因此将浇道的进料位置设置在产品型腔的中心位置可以使得进料效率高。另外通过增压机构对于部分产品上的重点受力位置可以进行增压处理,以使得在产品局部增压后能够使得局部位置强度高。
3、根据本发明的一个示例,所述增压机构包括挤压头、连杆和驱动器,所述侧模内具有与局部增压区连通的活塞孔,所述挤压头的外侧壁与活塞孔的孔内壁紧贴并且与活塞孔沿轴向滑动配合,以使得挤压头的前端伸入局部增压区内或复位至活塞孔内,所述连杆的一端与挤压头相连,另一端延伸至侧模外并与驱动器相连,所述驱动器设置为带动连杆沿轴向往复运动。驱动器通过连杆带动挤压头朝产品型腔内的局部增压区伸入,由此在产品型腔内灌满熔融状态的金属液时通过挤压头的挤入达到增压的目的,由此使得产品在该局部增压区的强度更高。
4、根据本发明的一个示例,所述增压机构包括挤压头、螺杆和电机,所述侧模内具有与局部增压区连通的活塞孔,所述挤压头的外侧壁与活塞孔的孔内壁紧贴并且与活塞孔沿轴向滑动配合,以使得挤压头的前端伸入局部增压区内或复位至活塞孔内,所述螺杆的一端与挤压头内的螺纹孔螺纹传动,另一端延伸至侧模外并与电机的输出轴传动连接。通过电机带动螺杆转动,从而通过螺杆的正反转使得挤压头沿轴向伸入局部增压区内或者复位缩回,由此使得局部增压区内的灌满熔融状态的金属液后能够通过挤压头实现增压。
5、根据本发明的一个示例,还包括用于启闭增压机构的控制器,所述控制器与增压机构电连接,所述控制器内集成有计时模块,所述控制器接收计时模块的时间信号控制增压机构启停。通过计时模块可以根据工艺需求使得熔融状态的金属液灌满产品型腔后处于最佳的半凝固状态时通过控制器自动的实现增压机构对于局部增压区的增压,最终使得局部增压效果好。
6、根据本发明的一个示例,所述挤压头和连杆之间设有用于检测挤压头反作用于连杆上的作用力的压力传感器。通过压力传感器可以检测挤压头在伸入局部增压区内时该挤压头受到的反作用力,由此能够实时的反馈该局部增压区内的压力情况,从而根据压力反馈数据调节增压机构中挤压头的行程,最终使得增压效果达到最佳。
7、根据本发明的一个示例,所述定模和动模合模形成与产品型腔连通的溢流道。溢流道的设置使得注入熔融状态的金属液的过程中先进入的部分能够被溢流至溢流道内,由此避免了先进入的金属液在冷却后留置于产品型腔内时导致的产品缺陷,另外先进入的金属液能够将产品型腔中留有的杂质颗粒一并带入到溢流道内,起到自清洁的效果,最终使得产品压铸成型的质量好。
8、根据本发明的一个示例,所述溢流道包括依序连通的前段流道、中段流道和后段流道,所述前段流道与产品型腔连通,所述中段流道与后段流道相连通的后端口沿竖直方向高于所述中段流道与前段流道相连通的前端口。让溢流道存在一段朝上升高的中段流道,使得金属液中带有的气泡在中段流道内能够快速的上升进入到后段流道内,由此避免了溢流道中的气泡在金属液静置后反向回到产品型腔内。另外,通过中段流道的高度差使得在后段流道与外部大气压直接连通的情况下前段流道也能够保持一定的压力值,从而使得产品型腔内的金属液可以在高于外部大气压的增压状态下静置固化,提高产品强度。
9、根据本发明的一个示例,所述溢流道的后段流道与排气通道连通,所述排气通道由两个子模块对合形成,所述两个子模块分别与定模和动模相连。
10、根据本发明的一个示例,所述排气通道包括波浪段和排气尾端,所述后段流道、波浪段和排气尾端依序连通,所述波浪段设置为沿水平方向朝外并沿竖直方向往复运动形成波浪形结构。通过在排气通道内设置一端水平方向延伸的波浪段可以在熔融状态的金属液快速溢流到排气通道内减少金属液的惯性,从而使得固化后的金属液在排气通道和溢流道内是连续的,另外,波浪段可以使得金属液在排气通道内薄且长,有利于该波浪段内金属液的快速冷却,由于波浪段内金属液的快速冷却固化并且配合波浪段的波浪结构因此能够形成较好的密封效果,此时增压机构在对产品型腔内的局部增压区进行增压的过程中该波浪段内的金属液已然固化并且密封波浪段,从而使得增压机构的增压效果好。
11、根据本发明的一个示例,所述溢流道的前段流道与中段流道的连接处具有沿竖直方向朝下凹陷的深坑槽。
12、上述技术方案具有如下优点或有益效果:首先,采用压铸的方式加工飞轮壳相较于现有技术的铸造工艺而言其生产效率高,适合大批量生产,同时该压铸模具的注料口位于动模上对应产品型腔的中心位置,这一设计能够让金属液充满产品型腔的效率更高,产品压铸成型后的质量好,其次,在模具上设置增压机构,使得产品型腔内的局部增压区可以通过增压机构进行局部增压,因此熔融状态的金属液在充满整个产品型腔后其在半凝固状态时能够被增压机构进行局部增压,由此使得最终产品的局部强度更好,最后,通过溢流道和排气通道的设计使得产品缺陷更少,成品率高。
13、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
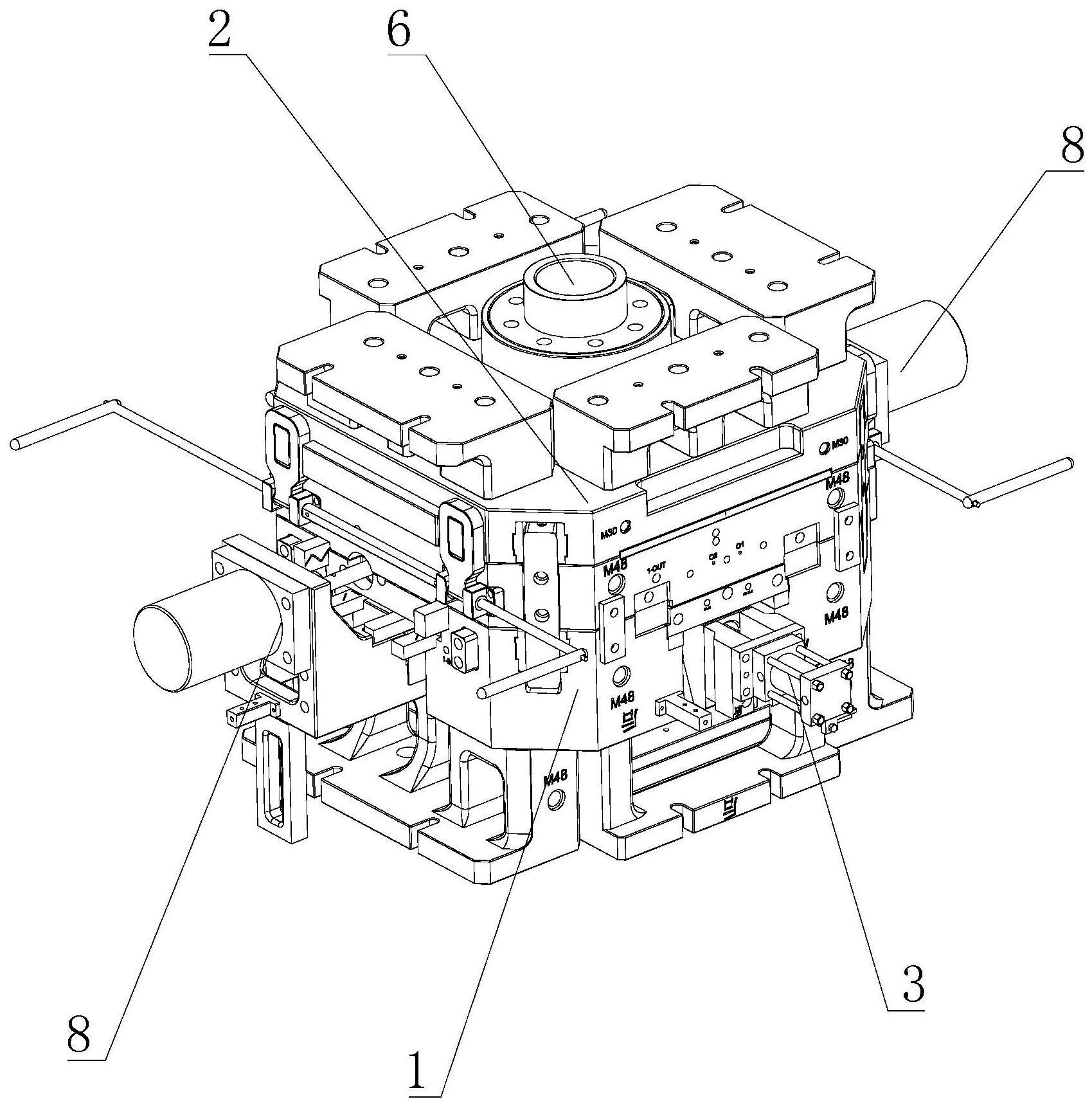
1.一种卡车发动机飞轮壳的压铸模具,它包括定模(1),设于定模(1)上方的动模(2),所述定模(1)和动模(2)之间设有多个由滑动机构(3)带动的侧模(4),所述滑动机构(3)安装于定模(1)上,所述滑动机构(3)带动所对应的侧模(4)与定模(1)滑动配合,所述定模(1)、动模(2)和各侧模(4)合模形成产品型腔(5),其特征在于:所述动模(2)上位于产品型腔(5)几何中心的上方设有注料口(6),所述注料口(6)贯穿动模(2)直至与产品型腔(5)的中心位置连通,所述产品型腔(5)上设有局部增压区(7),所述定模(1)或侧模(4)上设有用于增大所述局部增压区(7)内压强的增压机构(8)。
2.根据权利要求1所述的卡车发动机飞轮壳的压铸模具,其特征在于:所述增压机构(8)包括挤压头(9)、连杆和驱动器,所述侧模(4)内具有与局部增压区(7)连通的活塞孔(12),所述挤压头(9)的外侧壁与活塞孔(12)的孔内壁紧贴并且与活塞孔(12)沿轴向滑动配合,以使得挤压头(9)的前端伸入局部增压区(7)内或复位至活塞孔(12)内,所述连杆的一端与挤压头(9)相连,另一端延伸至侧模(4)外并与驱动器相连,所述驱动器设置为带动连杆沿轴向往复运动。
3.根据权利要求1所述的卡车发动机飞轮壳的压铸模具,其特征在于:所述增压机构(8)包括挤压头(9)、螺杆(10)和电机(11),所述侧模(4)内具有与局部增压区(7)连通的活塞孔(12),所述挤压头(9)的外侧壁与活塞孔(12)的孔内壁紧贴并且与活塞孔(12)沿轴向滑动配合,以使得挤压头(9)的前端伸入局部增压区(7)内或复位至活塞孔(12)内,所述螺杆(10)的一端与挤压头(9)内的螺纹孔螺纹传动,另一端延伸至侧模(4)外并与电机(11)的输出轴传动连接。
4.根据权利要求1-3中任意一项所述的卡车发动机飞轮壳的压铸模具,其特征在于:还包括用于启闭增压机构(8)的控制器,所述控制器与增压机构(8)电连接,所述控制器内集成有计时模块,所述控制器接收计时模块的时间信号控制增压机构(8)启停。
5.根据权利要求2所述的卡车发动机飞轮壳的压铸模具,其特征在于:所述挤压头(9)和连杆之间设有用于检测挤压头(9)反作用于连杆上的作用力的压力传感器。
6.根据权利要求1所述的卡车发动机飞轮壳的压铸模具,其特征在于:所述定模(1)和动模(2)合模形成与产品型腔(5)连通的溢流道(13)。
7.根据权利要求6所述的卡车发动机飞轮壳的压铸模具,其特征在于:所述溢流道(13)包括依序连通的前段流道(13.1)、中段流道(13.2)和后段流道(13.3),所述前段流道(13.1)与产品型腔(5)连通,所述中段流道(13.2)与后段流道(13.3)相连通的后端口沿竖直方向高于所述中段流道(13.2)与前段流道(13.1)相连通的前端口。
8.根据权利要求7所述的卡车发动机飞轮壳的压铸模具,其特征在于:所述溢流道(13)的后段流道(13.3)与排气通道(14)连通,所述排气通道(14)由两个子模块对合形成,所述两个子模块分别与定模(1)和动模(2)相连。
9.根据权利要求8所述的卡车发动机飞轮壳的压铸模具,其特征在于:所述排气通道(14)包括波浪段(14.1)和排气尾端(14.2),所述后段流道(13.3)、波浪段(14.1)和排气尾端(14.2)依序连通,所述波浪段(14.1)设置为沿水平方向朝外并沿竖直方向往复运动形成波浪形结构。
10.根据权利要求7所述的卡车发动机飞轮壳的压铸模具,其特征在于:所述溢流道(13)的前段流道(13.1)与中段流道(13.2)的连接处具有沿竖直方向朝下凹陷的深坑槽(13.4)。
技术总结
本发明公开了一种卡车发动机飞轮壳的压铸模具,它包括定模,设于定模上方的动模,所述定模和动模之间设有多个由滑动机构带动的侧模,所述滑动机构安装于定模上,所述滑动机构带动所对应的侧模与定模滑动配合,所述定模、动模和各侧模合模形成产品型腔,其特征在于:所述动模上位于产品型腔几何中心的上方设有注料口,所述注料口贯穿动模直至与产品型腔的中心位置连通,所述产品型腔上设有局部增压区,所述定模或侧模上设有用于增大所述局部增压区内压强的增压机构。本发明提供一种卡车发动机飞轮壳的压铸模具,其可以通过压铸方式加工飞轮壳,使得生产效率提高,并且产品局部强度好。
技术研发人员:任赛良,李进步,李斌,邓彦超,冯平,李呈,周科君
受保护的技术使用者:宁波赛维达技术股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!