一种汽车发动机喷油嘴用钢及其制造方法与流程
本发明涉及特种钢冶炼、轧制与热处理的,具体涉及一种汽车发动机喷油嘴用钢及其制造方法。
背景技术:
1、汽车发动机用喷油嘴的工作原理:当电磁线圈通电时产生电磁吸力,针阀被吸起,打开喷孔,燃油经针阀头部的轴针与喷孔之间的环形间隙高速喷出,形成雾状,利于燃烧充分。发动机喷油嘴工作过程内部压力最高可达200mpa左右,因此对钢材的耐高压性能有着极高的要求,对应的钢材必须具备高纯净度、高均匀性的组织。
技术实现思路
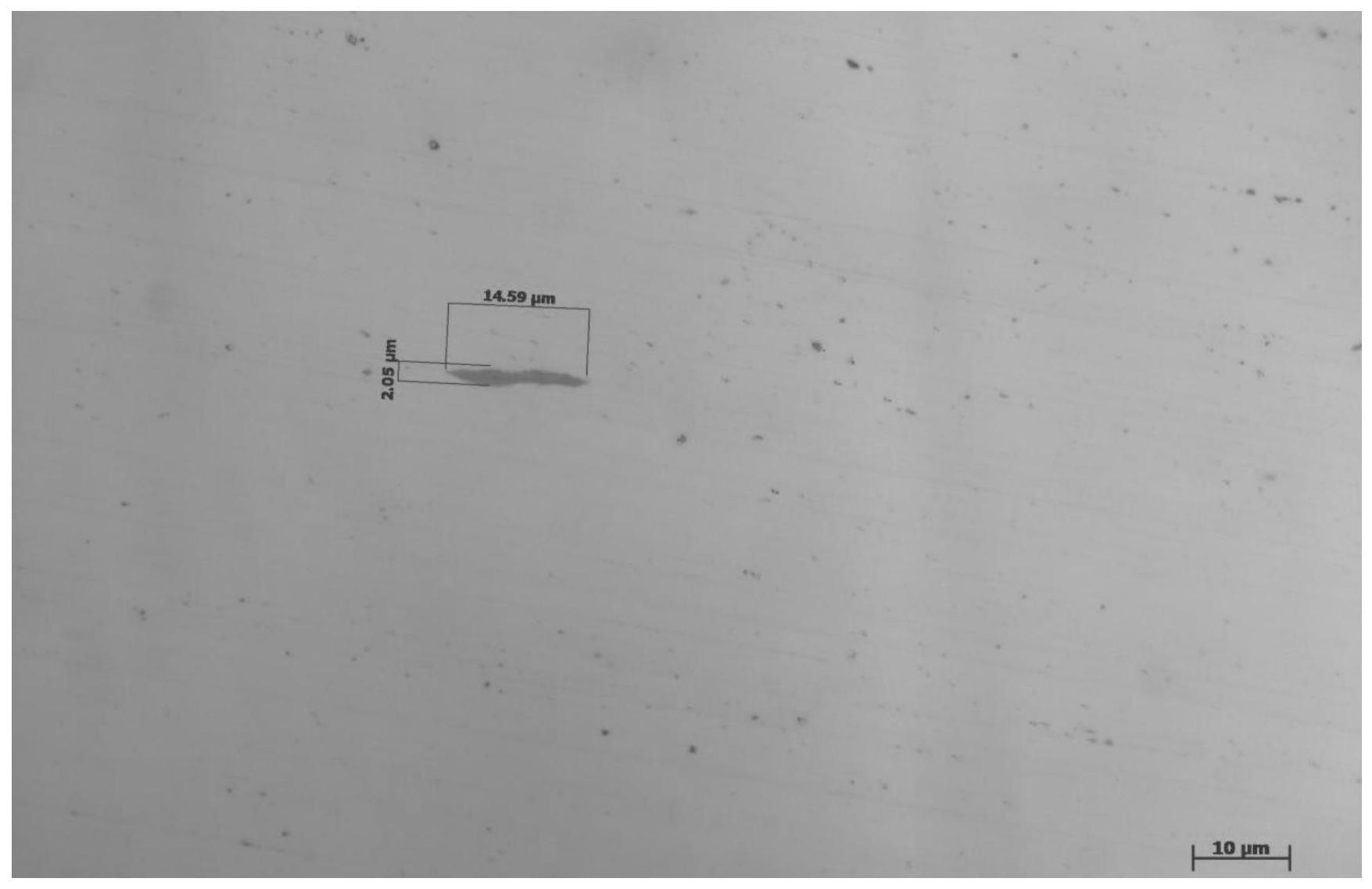
1、为了满足汽车发动机喷油嘴的使用要求,发明了一种汽车发动机喷油嘴用钢及其制造方法。钢材非金属夹杂物:a细≤20um,a细长/宽≤8;a粗≤25um,a粗长/宽≤5,钢材中tin夹杂物任意两点之间的最大长度≤5um。钢材硬度为200-240hbw,同一批钢材硬度散差≤15hbw。
2、本发明解决上述问题所采用的技术方案为:一种汽车发动机喷油嘴用钢,金相组织为珠光体和铁素体,任意珠光体组织体积大小为300-450um3,珠光体组织均匀地分布于铁素体组织之间;所述钢的化学成分重量百分比为c:0.47~0.54%,si:0.10~0.37%,mn:0.55~0.85%,cr:1.00~1.30%,p:≤0.020%,s:0.009~0.015%,ni:≤0.10%,mo:0.16~0.26%,al:0.012~0.038%,n:0.0025~0.0065%,ti:≤0.0020%,余量为fe及不可避免的杂质。
3、本发明钢中各化学元素对应的主要作用及设计依据是:
4、c:碳是提升钢材强度与耐高压性能的最主要的元素,为保证本发明钢材拥有足够的强度与耐高压性能,本发明采用了中碳设计,c含量选择范围为0.47~0.54%。
5、si:硅是冶炼镇静钢常用脱氧剂,起到一定的脱氧的作用。本发明中si含量选择范围为0.10~0.37%。
6、mn:锰在钢中起到提升钢材强度的作用,锰还能与硫结合形成长条状的硫化锰,长条状的硫化锰经过轧钢加热炉高温加热,再经过多道次、大压下轧制,长条状的硫化锰不断发生断裂、变形拉长、再次断裂,最终形成了短小、扁平的硫化锰。
7、cr:在中碳钢中与碳元素生成大量颗粒状的cr3c金属化合物,钢材经过高温加热、多道次、大压下轧制以后,颗粒状的cr3c金属化合物弥散分布于钢材的基体中,从而大幅度提升了钢材的强度与耐高压性能,本发明中的cr含量选择范围为1.00~1.30%。
8、p:磷能使钢的低温韧性显著降低,本发明磷含量的选择范围为p≤0.020%。
9、s:硫以硫化锰(mns)的形态存在于本发明钢中,本发明只需要在钢中加入少量的硫,配合合理的轧钢加热与轧制工艺,最终形成弥散分布的短小、扁平的硫化锰可以显著改善钢材的切削性能。本发明s含量的选择范围为s:0.009~0.015%。
10、ni:镍属于贵金属,在本发明钢中以残余元素的形式存在。本发明ni含量的选择范围为ni:≤0.10%。
11、mo:钼可以提升钢材退火组织的稳定性,减少退火后钢材硬度的散差。本发明mo含量的选择范围为0.16~0.26%。
12、al:铝是强脱氧剂,在钢中起到非常好的脱氧作用。脱氧剩余的氧与钢中的氮结合,形成aln质点起到钉扎晶界,细化钢材晶粒的作用。
13、n:本发明钢种后续用户加工采用中频感应淬火+回火工艺,因此只需要加入少量的aln就能起到钉扎钢材晶界的作用。若钢中存在大量的aln质点,会降低连铸坯的表面质量。因此,本发明钢n含量的选择范围为0.0025~0.0065%。
14、ti:本发明钢种对钢材纯净度有严格的要求,ti与n结合力很强,会形成带棱角的四边形tin,从而降低喷油嘴用钢的疲劳寿命,本发明采用合理的炼钢与连铸工艺降低了钢中的钛含量,并且控制了tin的尺寸。本发明钢中钛含量≤0.0020%,tin的尺寸≤5um。
15、上述汽车发动机喷油嘴用钢的制造方法,包括如下步骤:
16、钢水冶炼
17、在所述钢水冶炼阶段,包括转炉吹氧脱碳、精练和真空脱气。
18、连铸
19、在所述连铸阶段,高温铸坯出结晶器后直接入水槽淬火处理,入水槽时连铸坯表面固相坯壳的厚度为15-20mm,铸坯内部液相钢水的温度>1455℃,钢坯出水槽的温度≤200℃,钢中固相奥氏体全部转变为马氏体组织;钢液在液相线温度1455℃以上不会析出tin夹杂物,当温度钢材温度≤1455℃时,固相奥氏体钢中的ti、n元素在凝固前沿开始析出并逐渐富集长大,在钢中生成大尺寸的tin夹杂。当钢坯温度≤200℃时,钢中的固相奥氏体全部转变为马氏体组织,钢中ti、n元素无法再继续析出,连铸坯出结晶器后直接淬火,有效地缩短了钢材固相奥氏体组织存在的时间,减少了钢中ti、n元素的析出时间,降低了ti、n元素的析出量,从而降低了tin的尺寸,tin的尺寸≤5um。
20、加热轧制
21、轧制前对连铸坯加热,将连铸坯全截面的温度加热至1200℃以上,加热后的连铸坯进行大压下、多道次轧制,每道次压下率≥15%,轧制道次数≥10,每道次坯料轧制温度≥1050℃。本技术不仅观测了a类的长度,而且还对a类的长度与宽度的比值进行了评定与限定
22、轧后冷却
23、轧后的高温钢材进入水箱穿水处理,迅速将钢材温度降至650℃,穿水后的钢材入保温炉保温1小时,炉内温度设定为650℃,轧后高温钢材为奥氏体组织,穿水后钢材部分奥氏体组织迅速转变为硬度较低的铁素体组织,当钢材冷却至650℃时,钢材剩余的奥氏体组织开始在温度恒定(650℃)的保温炉内转变为硬度较高的珠光体组织,为确保转变后得到体积大小较为一致珠光体组织,同时保证珠光体组织分布的均匀性,钢材穿水至650℃后需入温度恒定(650℃)的保温炉内保温1小时,保温后的钢材随炉冷却至室温。保温与冷却过程均需要确保炉内温度的均匀性,炉内温度最大极差≤5℃,炉内的温度波动较小有利于钢材剩余的奥氏体组织转变为体积大小较为一致珠光体组织,同时有利于减少钢材硬度的波动范围,生产的钢材硬度可以稳定控制在200-240hbw,并且同一批钢材硬度散差≤15hbw。
24、优选地,在所述钢水冶炼阶段,转炉吹氧确保钢液的氧化性,控制终点碳0.02~0.05%;精炼过程尽早加入硅锰、铬铁、钼铁、氮锰线,使合金中的残余钛与钢水中的氧充分反应,形成二氧化钛上浮至钢液表面被钢渣所吸附,降低钢中钛含量≤0.0020%;钢液脱钛结束后,喂入铝线并加入铝粒深度脱氧;钢液真空脱气结束后静置,静置过程采用底吹氩气,底吹氩时间≥25min,以去除钢中脱氧产物三氧化二铝。
25、优选地,在所述加热轧制阶段,钢中硫化物在高温状态下在多道次、大压下轧制下不断发生断裂、变形拉长、再次断裂,最终组织中非金属夹杂物a细≤20um,a细长/宽≤8;a粗≤25um,a粗长/宽≤5。
26、优选地,在所述轧后冷却阶段,保温和随炉冷却过程中炉内温度最大极差≤5℃。
27、优选地,在所述加热轧制阶段,连铸坯轧前加热至1220-1260℃。
28、与现有技术相比,本发明的优点在于:
29、(1)成分上采用了中碳设计,添加适量的铝以及少量的硫元素与氮元素,并且严格控制钛元素含量。配合合理的冶炼工艺以控制钢中钛含量以及氮化钛的尺寸,配合合理的轧制工艺以控制钢中硫化物的尺寸与形貌。
30、(2)炼钢过程采用转炉-精炼-rh炉真空脱气,转炉吹氧深度脱碳,转炉控制较低终点碳0.02~0.05%,以保证钢液具有较强的氧化性;精炼过程尽早加入硅锰、铬铁、钼铁、氮锰线,使合金中的残余钛与钢水中的氧充分反应,形成二氧化钛上浮至钢液表面,被钢渣所吸附,从而降低钢中钛含量≤0.0020%;钢液脱钛结束后,喂入铝线并加入铝粒深度脱氧;rh炉真空脱气结束后,钢液静置过程采用底吹氩气,底吹氩时间≥25min,以去除钢中大尺寸脱氧产物三氧化二铝;连铸过程采用全流程保护浇铸,高温铸坯出结晶器后直接入水槽淬火处理,以降低tin的尺寸,tin的尺寸≤5um。
31、(3)轧钢采用高温加热,确保连铸坯全截面的温度加热至1220-1260℃,加热后的连铸坯进行大压下、多道次轧制,每道次压下率≥15%,轧制道次数≥10,每道次坯料轧制温度≥1050℃。钢中硫化物在高温状态下经过多道次、大压下轧制下不断发生断裂、变形拉长、再次断裂,钢材非金属夹杂物a细≤20um,a细长/宽≤8;a粗≤25um,a粗长/宽≤5。
32、(4)轧后的高温钢材进入水箱穿水处理,迅速将钢材温度降至650℃,穿水后的钢材入保温炉保温1小时,炉内温度设定为650℃,保温后的钢材随炉冷却至室温。保温与冷却过程均需要确保炉内温度的均匀性,炉内温度最大极差≤5℃。
33、(5)按照本方法发明生产的汽车发动机喷油嘴用钢,具备钢材非金属夹杂物a细≤20um,a细长/宽≤8;a粗≤25um,a粗长/宽≤5,钢材tin尺寸≤5um。钢材硬度为200-240hbw,同一批钢材硬度散差≤15hbw。钢材任意珠光体组织体积大小为300-450um3,珠光体组织均匀的分布于铁素体组织之间。
- 还没有人留言评论。精彩留言会获得点赞!