溅射靶、将靶材与背板接合的方法及溅射靶的制造方法与流程
本发明涉及溅射靶、将靶材与背板接合的方法及溅射靶的制造方法。
背景技术:
1、作为以往的溅射靶的接合方法,可举出日本特开平6-114549号公报(专利文献1)中记载的接合方法。在该溅射靶的接合方法中,在靶材和背板分别形成熔融钎料被覆,使靶材和背板一边相互摩擦一边相对地移动来重叠,由此,将在被覆表面产生的氧化物挤出,在不掺入氧化物、气泡的状态下使钎料被覆合体,然后,使钎料冷却、凝固来进行钎焊。
2、现有技术文献
3、专利文献
4、专利文献1:日本特开平6-114549号公报
技术实现思路
1、发明所要解决的课题
2、然而,已知在上述现有的溅射靶的接合方法中,存在靶材与背板的接合不充分,在溅射中产生靶材的剥离的担心。本技术的发明人进行了深入研究,结果着眼于在现有方法中,相对于要将靶材与背板接合的区域(接合区域)的面积而言,实际接合的面积(接合面积)的比例(接合率)小,而且位于靶材与背板之间的不存在接合材料的部位(未接合部位)之中,面积成为最大的部位的面积(最大缺陷面积)大,从而发现了接合率及最大缺陷面积与靶材的剥离之间存在关系。
3、因此,本发明的课题在于,提供能够实现在溅射中靶材不易剥离的溅射靶的溅射靶、将靶材与背板接合的方法及溅射靶的制造方法。
4、用于解决课题的手段
5、为了解决上述课题,溅射靶的一个实施方式具备:
6、背板;和
7、靶材,其借助接合材料而接合于所述背板的接合区域(背板中的要接合靶材的区域),
8、其中,所述靶材与所述背板之间的接合部位(已接合的部位)的接合面积相对于所述接合区域的面积而言为97%以上,
9、所述靶材与所述背板之间的未接合部位的最大缺陷面积相对于所述接合区域的面积而言为0.6%以下。
10、根据前述实施方式,能够制造能提高接合率、且能减小最大缺陷面积、靶材不易剥离的溅射靶。
11、另外,在溅射靶的一个实施方式中,所述靶材的长度为1000mm以上、4000mm以下。
12、根据前述实施方式,能够制造在长条形的溅射靶中靶材也不易剥离的溅射靶。
13、另外,将靶材与背板接合的方法的一个实施方式是利用接合材料将靶材与背板接合的方法,其具备:
14、将接合材料涂布于所述背板的主面中的要接合所述靶材的区域(接合区域)的工序;
15、以所述靶材的端缘(第一端缘)从所述背板的所述接合区域的第1端缘侧移动至超过所述背板的所述接合区域中的在第1方向上与所述第1端缘相对的第2端缘的位置为止的方式,使所述靶材沿着所述背板的所述主面在所述第1方向上滑行移动的工序;和
16、使所述靶材沿着所述背板的所述主面在与所述第1方向呈相反方向的第2方向上滑行移动,从而使所述靶材与所述背板的所述接合区域一致的工序。
17、以下,亦将使靶材在第1方向上滑行移动称为“滑动”,亦将使靶材在第2方向上滑行移动称为“反向滑动”。
18、根据前述实施方式,通过使靶材相对于背板在第1方向上滑动后在第2方向上反向滑动,从而使靶材与背板的接合区域一致。由此,在靶材与背板的接合中,能够提高接合率,并且能够减小在未接合部位之中面积成为最大的最大缺陷面积的尺寸。因此,能够制造靶材不易剥离的溅射靶。
19、另外,在将靶材与背板接合的方法的一个实施方式中,
20、所述靶材及所述背板形成为长条形,
21、所述靶材的所述端缘沿着所述靶材的长边方向形成,
22、所述背板的所述接合区域的所述第1端缘及所述第2端缘沿着所述背板的长边方向形成,且在所述背板的短边方向上相对,
23、使所述靶材相对于所述背板在所述背板的短边方向上滑行移动。
24、根据前述实施方式,在长条形的靶材及背板中,能够减小靶材相对于背板的移动距离,能够缩短操作时间。
25、另外,在将靶材与背板接合的方法的一个实施方式中,
26、具备:在所述接合材料的涂布工序之前,将多根线配置于所述背板的所述主面上的工序,
27、在所述靶材的所述第1方向及所述第2方向的移动中,使所述靶材在所述线上滑行移动。
28、根据前述实施方式,使靶材在线上滑行,因此能够在将靶材的要接合的面(接合面)与背板的要接合的面(接合面)保持为大致平行的状态下容易地移动靶材,因此能够提高接合率。另外,线作为间隔件发挥功能,因此能够使由接合材料形成的靶材与背板间的接合层的厚度成为固定值。
29、另外,在将靶材与背板接合的方法的一个实施方式中,所述线的直径为0.05mm以上、0.5mm以下。
30、根据前述实施方式,能够防止断线,能够防止由接合材料形成的接合层的厚度的不均匀化。
31、另外,在将靶材与背板接合的方法的一个实施方式中,具备:在所述靶材的所述第1方向的移动工序与所述靶材的所述第2方向的移动工序之间,在所述背板的所述接合区域的所述第1端缘侧补充接合材料的工序。
32、根据前述实施方式,在背板的接合区域的第1端缘侧补充接合材料,因此能够在接合材料容易变得不足的接合区域的第1端缘侧补充接合材料,能够进一步提高接合率,并且能够进一步减小最大缺陷面积。
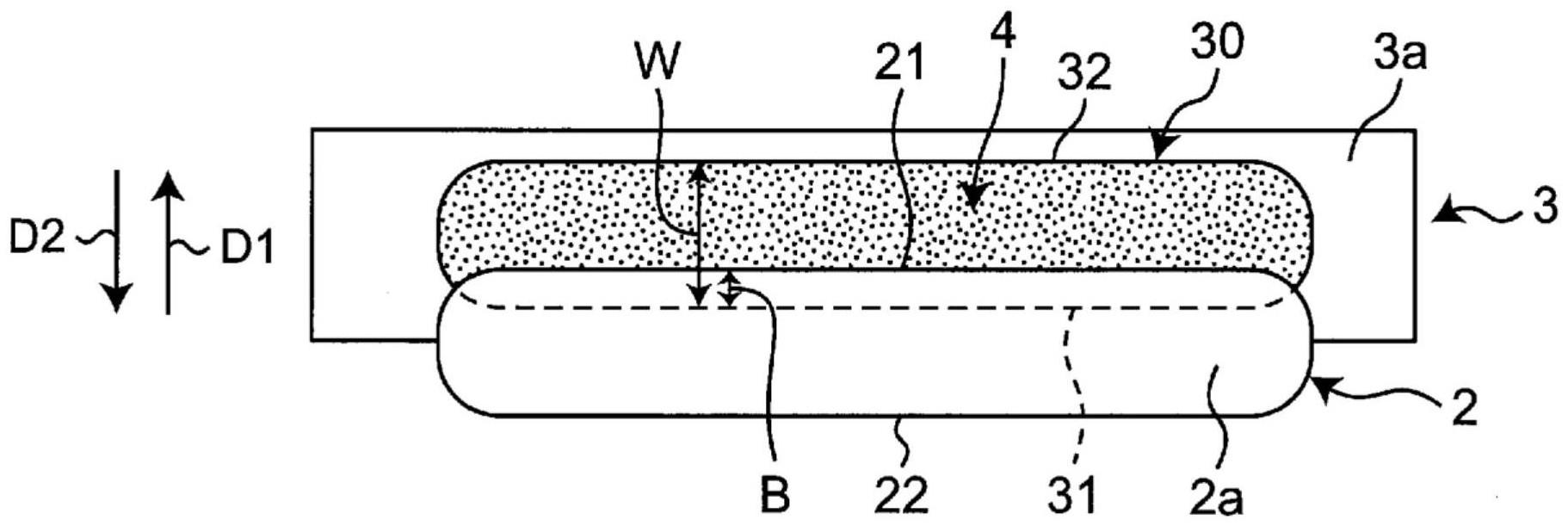
33、另外,在将靶材与背板接合的方法的一个实施方式中,在所述靶材的所述第1方向的移动工序中,在将所述靶材的所述端缘(第一端缘)移动至超过所述背板的所述接合区域的所述第2端缘的位置时,若将从所述背板的所述接合区域的所述第2端缘至所述靶材的所述端缘(第一端缘)为止的所述第1方向的距离设为a,将所述接合区域的所述第1方向的宽度设为w,则0.03≤a/w<1.0。
34、根据前述实施方式,能够减小靶材相对于背板的移动距离,并且能够提高接合率,且能够减小最大缺陷面积。
35、另外,在将靶材与背板接合的方法的一个实施方式中,在所述靶材的所述第1方向的移动工序中,在将所述靶材的所述端缘(第一端缘)配置于所述背板的所述接合区域的所述第1端缘侧时,若将从所述背板的所述接合区域的所述第1端缘至所述靶材的所述端缘(第一端缘)为止的所述第1方向的距离设为b,将所述接合区域的所述第1方向的宽度设为w,则0≤b/w<2.0。
36、根据前述实施方式,能够减小靶材相对于背板的移动距离,能够在将靶材置于背板上后使其滑动,因此能够提高接合率,并且能够减小最大缺陷面积的尺寸。
37、另外,在溅射靶的制造方法的一个实施方式中,使用所述接合方法将所述靶材与所述背板接合而制造溅射靶。
38、根据前述实施方式,在靶材与背板的接合中,能够提高接合率,并且能够减小未接合部位之中面积成为最大的最大缺陷面积的尺寸。因此,能够制造靶材不易剥离的溅射靶。
39、发明的效果
40、根据本发明的溅射靶、将靶材与背板接合的方法及溅射靶的制造方法,能够制造靶材不易剥离的溅射靶。
- 还没有人留言评论。精彩留言会获得点赞!