一种替代42CrMoA的非调质钢及其制备方法与流程
本发明属于炼钢,尤其涉及一种替代42crmoa的非调质钢及其制备方法。
背景技术:
1、非调质钢是“非调质钢中(低)碳微合金结构钢”的简称,是在中、低碳钢或中、低碳锰钢中添加微合金元素,控制轧制(锻造)和控制冷却等强韧化方法,充分发挥沉淀强化、细晶强化及相变强化等作用,使钢材在热轧(锻)后无需调质处理,其强度和硬度可达到调质钢水平,同时具有一定塑、韧性的高效节能钢。
2、非调质钢是一种同时满足高性能和低成本要求的环境友好型钢材。高品质中碳非调质钢其关键技术特性值包括极窄的碳当量范围、极窄的碳偏析范围、锰当量、非金属夹杂物、高表面质量要求、低脱碳层要求、细晶粒度、高的组织均匀性、高的易切削性等。
3、cn102899575a公开了一种焊接电镀液压杆用非调质钢及其生产方法,该钢按质量百分比由以下元素组成,c:0.28~0.35%;si:0.30~0.80%;mn:1.00~1.60%;cr:0.10~0.30%;v:0.06~0.20%;ti:0.015~0.10%;p≤0.020%;s:0.010~0.035%;alt:0.020~0.060%;cu≤0.20%;ni≤0.20%;mo≤0.10%;o≤15×10-4%;余量为fe和不可避免的杂质,所述非调质钢屈服强度为550~600mpa;抗拉强度为810~900mpa。但该非调质钢得的强度较低,有待进一步改善。
4、因此,开发一种强度高,成本低及轻量化的非调质钢,使其性能达到调质状态42crmoa的性能是本领域技术人员亟需解决的技术问题。
技术实现思路
1、为解决上述技术问题,本发明提供了一种替代42crmoa的非调质钢及其制备方法,通过合理的化学成分设计及配合相应的工艺,生产出能够替代42crmoa的高性能非调质钢。
2、为达到上述技术效果,本发明采用以下技术方案:
3、第一方面,本发明提供了一种替代42crmoa的非调质钢,以质量百分含量计,所述非调质钢包括:c 0.43-0.47wt%,si 0.60-0.70wt%,mn 1.20-1.30wt%,a1 0.010-0.025wt%,cr 0.20-0.30wt%,ti 0.015-0.025wt%,nb 0.015-0.030wt%,v 0.08-0.15wt%,ni 0.10-0.20wt%,n 0.012-0.016wt%,余量为fe以及不可避免的杂质。
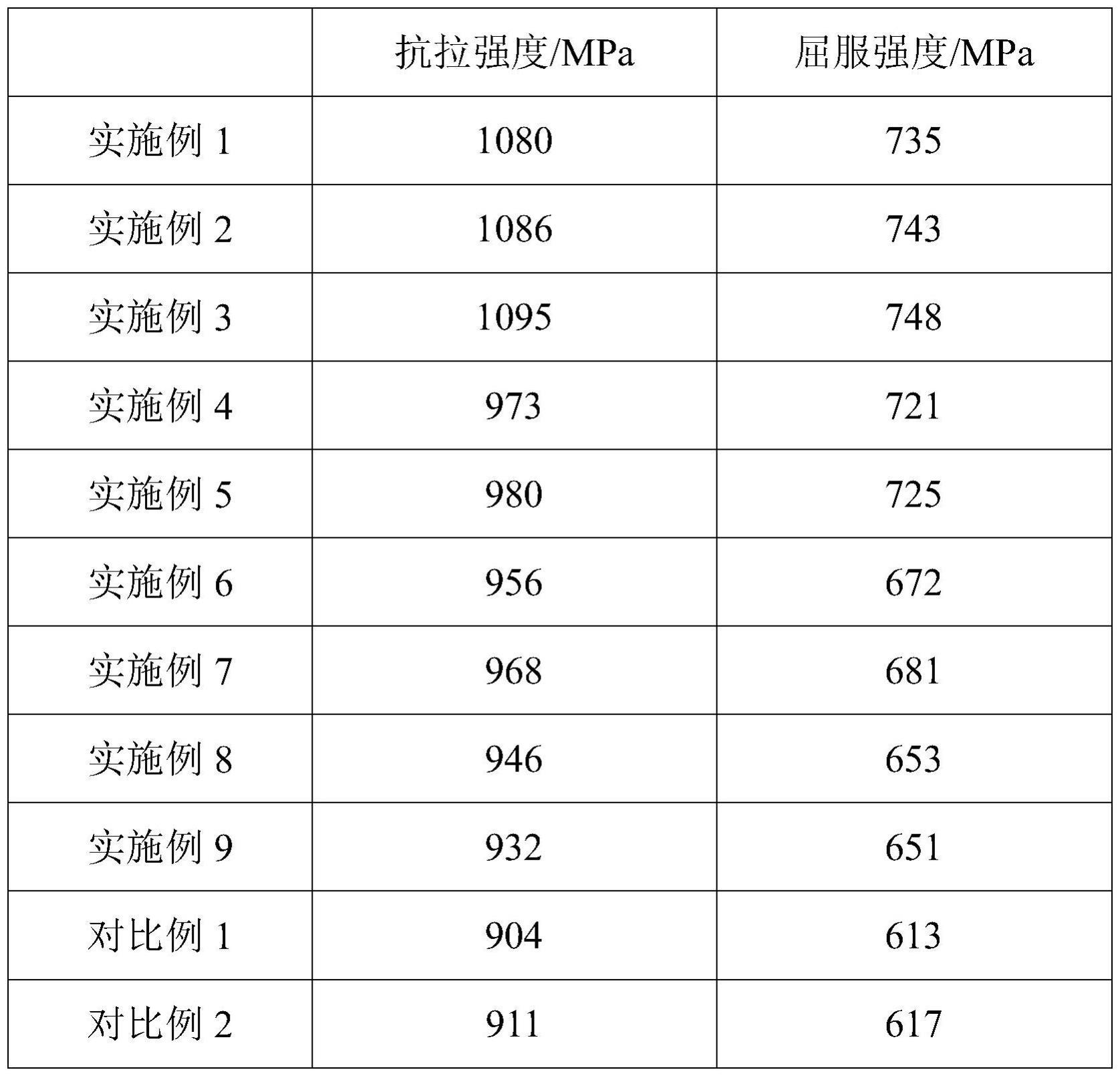
4、本发明提供的非调质钢,通过添加钒、铌、钛等微合金化元素进行复合强化,结合多元素含量搭配协同作用,使得非调质钢的抗拉强度950-1100mpa、屈服强度650-750mpa,完全能够满足gb/t 3077标准42crmoa调质状态性能;同时能免去淬火回火工艺及去应力工艺,达到降低生产成本及轻量化的目的。
5、本发明中,所述非调质钢中c的质量百分含量为0.43-0.47wt%,例如可以是0.435wt%、0.44wt%、0.445wt%、0.45wt%、0.455wt%、0.46wt%或0.465wt%等,所述非调质钢中si的质量百分含量为0.60-0.70wt%,例如可以是0.61wt%、0.62wt%、0.63wt%、0.64wt%、0.65wt%、0.66wt%、0.67wt%、0.68wt%或0.69wt%等,所述非调质钢中mn的质量百分含量为1.20-1.30wt%,例如可以是1.21wt%、1.22wt%、1.23wt%、1.24wt%、1.25wt%、1.26wt%、1.27wt%、1.28wt%或1.29wt%等,所述非调质钢中al的质量百分含量为0.010-0.025wt%,例如可以是0.012wt%、0.014wt%、0.015wt%、0.016wt%、0.018wt%、0.020wt%、0.022wt%或0.024wt%等,所述非调质钢中cr的质量百分含量为0.20-0.30wt%,例如可以是0.21wt%、0.22wt%、0.23wt%、0.24wt%、0.25wt%、0.26wt%、0.27wt%、0.28wt%或0.29wt%等,所述非调质钢中ti的质量百分含量为0.015-0.025wt%,例如可以是0.016wt%、0.017wt%、0.018wt%、0.019wt%、0.020wt%、0.021wt%、0.022wt%、0.023wt%或0.024wt%等,所述非调质钢中nb的质量百分含量为0.015-0.030wt%,例如可以是0.017wt%、0.020wt%、0.022wt%、0.024wt%、0.025wt%、0.026wt%或0.028wt%等,所述非调质钢中v的质量百分含量为0.08-0.15wt%,例如可以是0.09wt%、0.10wt%、0.11wt%、0.12wt%、0.13wt%或0.14wt%等,所述非调质钢中ni的质量百分含量为0.10-0.20wt%,例如可以是0.11wt%、0.12wt%、0.13wt%、0.14wt%、0.16wt%、0.17wt%、0.18wt%或0.19wt%等,所述非调质钢中n的质量百分含量为0.012-0.016wt%,例如可以是0.0125wt%、0.013wt%、0.0135wt%、0.014wt%、0.0145wt%、0.015wt%或0.0155wt%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
6、作为本发明优选的技术方案,所述非调质钢中mn+cr的总质量百分含量为1.50-1.56wt%,例如可以是1.505wt%、1.51wt%、1.515wt%、1.52wt%、1.53wt%、1.54wt%或1.55wt%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
7、优选地,所述非调质钢中ti+nb+v的总质量百分含量为0.11-0.15wt%,例如可以是0.115wt%、0.12wt%、0.125wt%、0.13wt%、0.135wt%、0.14wt%或0.145wt%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
8、本发明中,通过对钒、铌、钛成分的合理搭配使用,通过窄成分控制,能够提升非调质钢的强度,满足gb/t 3077标准42crmoa调质状态性能。
9、作为本发明优选的技术方案,以质量百分含量计,所述不可避免的杂质中:p≤0.015wt%,s≤0.010wt%。
10、本发明中,所述不可避免的杂质中p的质量百分含量为≤0.015wt%,例如可以是0.014wt%、0.013wt%、0.012wt%、0.011wt%、0.010wt%、0.009wt%或0.005wt%等,所述不可避免的杂质中s的质量百分含量为≤0.010wt%,例如可以是0.009wt%、0.008wt%、0.007wt%、0.006wt%、0.005wt%或0.002wt%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
11、作为本发明优选的技术方案,所述非调质钢的抗拉强度为950-1100mpa,例如可以是960mpa、980mpa、1000mpa、1020mpa、1040mpa、1050mpa、1060mpa或1080mpa等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
12、优选地,所述非调质钢的屈服强度为650-750mpa,例如可以是660mpa、670mpa、680mpa、690mpa、700mpa、710mpa、720mpa、730mpa或740mpa等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
13、第二方面,本发明提供了一种如第一方面所述的非调质钢的制备方法,所述制备方法包括:将配方量铁水依次经转炉冶炼、钢包精炼、真空脱气、连铸、连铸坯加热、轧制和入箱缓冷;
14、所述连铸的比水量为0.50-0.70l/kg,例如可以是0.52l/kg、0.54l/kg、0.56l/kg、0.58l/kg、0.60l/kg、0.62l/kg、0.64l/kg、0.66l/kg或0.68l/kg等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
15、所述连铸的拉速为0.95-1.05m/min,例如可以是0.97m/min、0.99m/min、1.00m/min、1.01m/min、1.03m/min或1.04m/min等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
16、本发明提供的制备方法,通过严格控制连铸的各项参数,搭配精炼、连铸、控轧控冷工艺,无需调质处理,达到调质钢力学性能。
17、作为本发明优选的技术方案,所述转炉冶炼采用高拉补吹的操作。
18、优选地,所述转炉治炼的终点c含量为0.05-0.08wt%,例如可以是0.055wt%、0.060wt%、0.065wt%、0.070wt%、0.075wt%或0.079wt%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
19、优选地,所述转炉冶炼的终点p含量≤0.015wt%,例如可以是0.014wt%、0.013wt%、0.012wt%、0.010wt%、0.008wt%或0.005wt%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
20、作为本发明优选的技术方案,所述钢包精炼采用高铝渣进行精炼。
21、优选地,所述钢包精炼的造白渣时间≥15min,例如可以是15min、20min、25min、30min、35min、40min、45min或50min等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
22、优选地,所述钢包精炼的终点al含量为0.010-0.025wt%,例如可以是0.012wt%、0.014wt%、0.015wt%、0.016wt%、0.018wt%、0.020wt%、0.022wt%或0.024wt%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
23、作为本发明优选的技术方案,所述真空脱气的真空时间≥15min,例如可以是16min、17min、18min、19min、20min、25min、30min或35min等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
24、优选地,所述真空脱气的软吹时间≥20min,例如可以是22min、24min、25min、26min、28min、30min、35min或40min等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
25、优选地,所述真空脱气的终点n含量为0.012-0.016wt%,例如可以是0.0125wt%、0.013wt%、0.0135wt%、0.014wt%、0.0145wt%、0.015wt%或0.0155wt%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
26、优选地,所述真空脱气的终点ti含量为0.015-0.025wt%,例如可以是0.016wt%、0.017wt%、0.018wt%、0.019wt%、0.020wt%、0.021wt%、0.022wt%、0.023wt%或0.024wt%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
27、优选地,所述真空脱气的终点nb含量为0.015-0.030wt%,例如可以是0.017wt%、0.020wt%、0.022wt%、0.024wt%、0.025wt%、0.026wt%或0.028wt%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
28、优选地,所述真空脱气的终点v含量为0.08-0.15wt%,例如可以是0.09wt%、0.10wt%、0.11wt%、0.12wt%、0.13wt%或0.14wt%等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
29、本发明中,铝、钛等元素与氮元素形成氮化铝、氮化钛等,能够细化晶粒,促进钢中各元素的均质化。
30、作为本发明优选的技术方案,所述连铸采用弱冷低拉速的操作。
31、优选地,所述连铸的中包过热度为15-25℃,例如可以是17℃、19℃、20℃、21℃、22℃、23℃或24℃等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
32、优选地,所述连铸坯加热的温度为1200-1250℃,例如可以是1205℃、1210℃、1215℃、1220℃、1225℃、1230℃、1235℃、1240℃或1245℃等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
33、优选地,所述连铸坯加热的时间为150-260min,例如可以是170min、190min、200min、210min、220min、230min、240min或250min等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
34、本发明中,通过控制加热时间及温度,采用高温扩散工艺,促进钢中各个元素的均质化。
35、优选地,所述轧制采用控冷控轧的操作。
36、优选地,所述轧制的开轧温度为1050-1100℃,例如可以是1055℃、1060℃、1065℃、1070℃、1075℃、1080℃、1085℃、1090℃或1095℃等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
37、优选地,所述轧制的终轧温度为820-880℃,例如可以是825℃、830℃、835℃、840℃、845℃、850℃、855℃、860℃、865℃、870℃或875℃等,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
38、作为本发明优选的技术方案,所述制备方法包括:将配方量铁水依次经转炉冶炼、钢包精炼、真空脱气、连铸、连铸坯加热、轧制和入箱缓冷;
39、所述转炉冶炼采用高拉补吹的操作,所述转炉治炼的终点c含量为0.05-0.08wt%,所述转炉冶炼的终点p含量≤0.015wt%;
40、所述钢包精炼采用高铝渣进行精炼,所述钢包精炼的造白渣时间≥15min,所述钢包精炼的终点al含量为0.010-0.025wt%;
41、所述真空脱气的真空时间≥15min、软吹时间≥20min;所述真空脱气的终点n含量为0.012-0.016wt%、终点ti含量为0.015-0.025wt%、终点nb含量为0.015-0.030wt%、终点v含量为0.08-0.15wt%;
42、所述连铸采用弱冷低拉速的操作,所述连铸的中包过热度为15-25℃;
43、所述连铸坯加热的温度为1200-1250℃、时间为150-260min;
44、所述轧制采用控冷控轧的操作,所述轧制的开轧温度为1050-1100℃、终轧温度为820-880℃。
45、本发明所述的数值范围不仅包括上述列举的点值,还包括没有列举出的上述数值范围之间的任意的点值,限于篇幅及出于简明的考虑,本发明不再穷尽列举所述范围包括的具体点值。
46、与现有技术相比,本发明具有以下有益效果:
47、本发明提供的非调质钢,通过添加钒、铌、钛等微合金化元素进行复合强化,结合多元素含量搭配协同作用及配合精炼、连铸、控轧控冷的工艺,使得非调质钢的抗拉强度950-1100mpa、屈服强度650-750mpa,完全能够满足gb/t3077标准42crmoa调质状态性能;同时能免去淬火回火工艺及去应力工艺,达到降低生产成本及轻量化的目的。
- 还没有人留言评论。精彩留言会获得点赞!