一种新能源汽车铝合金发动机端盖加工装置及其方法与流程
本发明涉及发动机端盖加工,具体而言,涉及一种新能源汽车铝合金发动机端盖加工装置及其方法。
背景技术:
1、新能源汽车是指采用非常规的车用燃料作为动力来源,综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进、具有新技术、新结构的汽车,广义新能源汽车,又称代用燃料汽车,包括纯电动汽车、燃料电池电动汽车这类全部使用非石油燃料的汽车,也包括混合动力电动车、乙醇汽油汽车等部分使用非石油燃料的汽车。新能源汽车发动机是重要的动力设备,因其内部部件复杂,加工起来比较困难,而机械加工是指通过一种机械设备对工件的外形尺寸或性能进行改变的过程,特别是端盖如果加工过程中有尺寸的偏移等现象,在使用的过程中会引起漏油等问题。
2、目前在发动机端盖加工过程中,需要对发动机端盖的各个端面进行车削、钻孔、抛光等加工,而大多数加工工艺中均需要对发动机端盖二次装夹加工,二次装夹不仅定位误差大、加工步骤繁琐、加工效率低,而且零件加工精度、一致性都受限于生产工人的经验和水平,同时的在二次装夹前,为了保证零件装夹的精度,通常都需要人工对端盖的侧壁进行清理一遍,以保证夹持时的精度,清理较为繁琐,一定程度上影响了工人的工作效率。因此,如何发明一种新能源汽车铝合金发动机端盖加工装置及其方法来改善这些问题,成为了本领域技术人员亟待解决的问题。
技术实现思路
1、为了弥补以上不足,本发明提供了一种新能源汽车铝合金发动机端盖加工装置及其方法,旨在改善上述背景中提出的问题。
2、本发明是这样实现的:
3、本发明提供一种新能源汽车铝合金发动机端盖加工装置。
4、优选的,所述螺旋杆与底座贯穿连接,所述螺旋杆的侧壁上缠绕安装有弹簧座,所述弹簧座的两端分别抵在中心盘的上端面与承重板的下端面,所述螺旋杆的螺纹升角大于中心盘内侧壁的当量摩擦角。
5、通过采用上述技术方案,能够使螺旋杆向下移动时带动中心盘发生转动。
6、优选的,所述夹持机构包括通过销轴转动安装在中心盘端面外侧的连接钳,以及固定安装在底座内腔底面外侧的滑轨,所述滑轨的内腔滑动安装有滑块,所述滑块的上端面固定安装有连接柱,所述连接柱与夹持座固定连接。
7、通过采用上述技术方案,能够在中心盘发生转动时带动滑块在滑轨内腔的滑动。
8、优选的,所述连接柱在连接钳的内腔转动,所述底座的上端面设置有限位槽,所述连接柱在限位槽的内腔滑动。
9、优选的,所述缓冲机构包括滑动安装在夹持座内腔的活塞板,以及固定安装在活塞板端面的活塞柱,所述活塞柱的端部固定安装有夹持块,所述活塞柱的外侧壁上缠绕安装有缓冲弹簧。
10、通过采用上述技术方案,能够在夹持块对发动机端盖进行夹持时起到一定的缓冲效果,保证了对其夹持时的安全。
11、优选的,所述缓冲弹簧的两端分别与活塞板及夹持座的内腔侧壁固定连接,所述活塞柱与夹持座贯穿连接,所述夹持座的上下端面固定安装有进气管,所述进气管与夹持座的连通处设置有出口向夹持座内腔的单向气阀,所述夹持座的前后端面固定安装有出气管,所述出气管与夹持座的连通处设置有出口向出气管方向的单向气阀。
12、通过采用上述技术方案,能够在对发动机端盖进行夹持时起到对其外侧吹气清洁的效果。
13、优选的,所述挪移机构包括转动安装在夹持块内腔的挪移轮,以及通过机架固定安装在夹持块上端面的挪移电机,所述夹持块的内腔设置有活动腔,所述活动腔的内腔滑动安装有磁板,所述磁板的端部固定安装有活动杆,所述活动杆的端部固定安装有鼔瓣,所述挪移电机的输出轴端与挪移轮固定连接,所述磁板的端部固定安装有复位弹簧,所述复位弹簧的另一端与活动腔的内壁固定连接,所述挪移轮上环形阵列有多组磁块,所述磁块与磁板的对立面磁性相反,所述活动杆与活塞柱、夹持块及活塞板固定连接。
14、通过采用上述技术方案,能够对发动机端盖夹持的部位进行变换,保证了工人对发动机端盖加工的精度。
15、一种新能源汽车铝合金发动机端盖的加工方法,包括如下步骤:
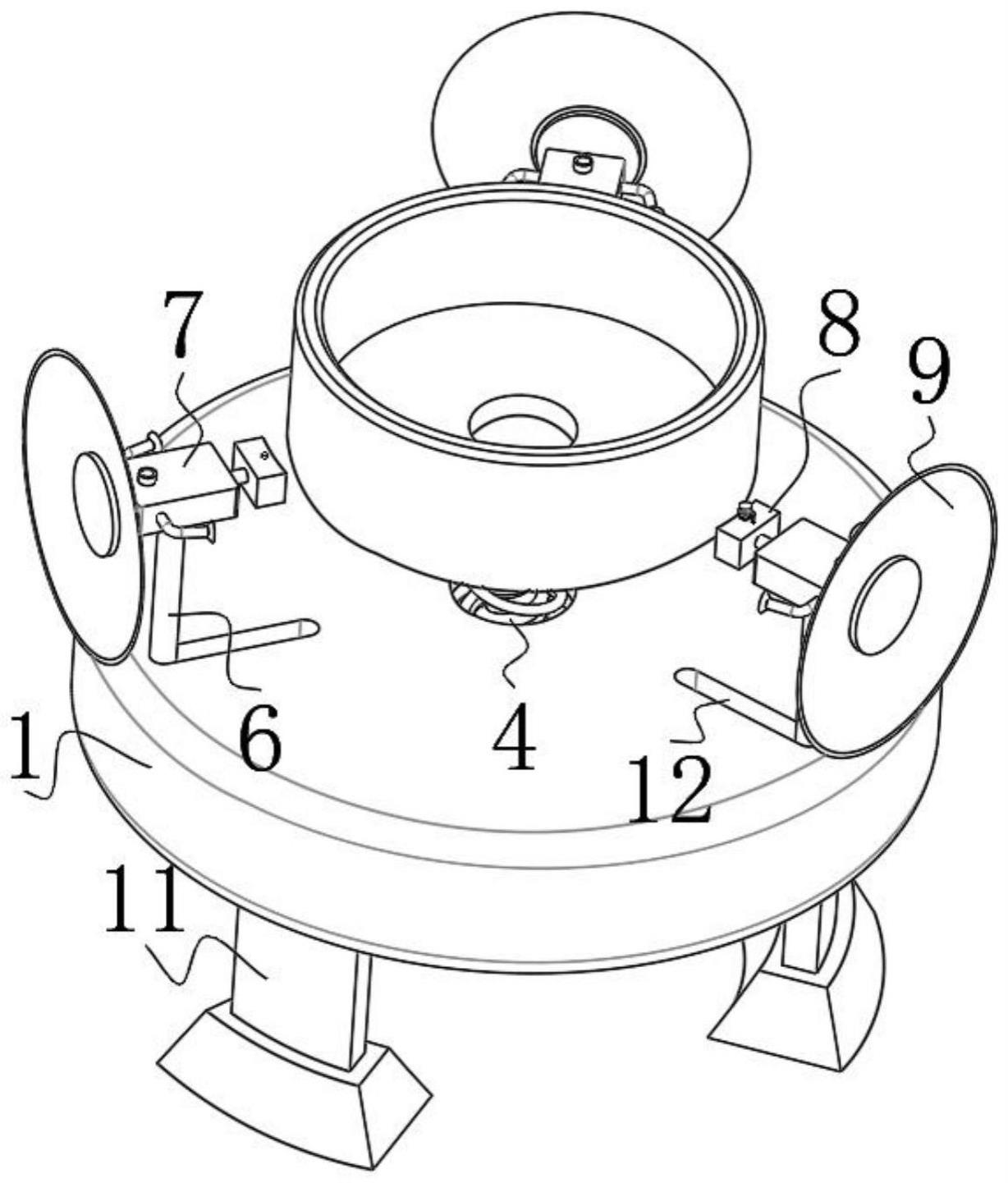
16、步骤一:将发动机端盖放置在承重板上后,在发动机端盖的重力作用下,承重板将带动螺旋杆向下移动,在夹持机构的配合下,能够使3个夹持座相互靠近,此时即可对发动机端盖进行夹持;
17、步骤二:在夹持座对发动机端盖的进行夹持时,通过缓冲机构的设置,能够在夹持块对发动机端盖夹持时起到一端的缓冲作用,避免了过硬夹持对发动机端盖造成损坏;
18、步骤三:当需要对发动机端盖夹持的部位进行加工时,通过挪移机构的配合,能够对发动机端盖上夹持的位置进行变换,进而避免了对发动机端盖进行二次夹持,保证了对其加工的精度。
19、进一步地,新能源汽车铝合金发动机端盖的加工方法还包括如下步骤:
20、提取待加工的所有类型的发动机端盖,并获取所述所有类型的发动机端盖的加工工序中夹持块对应的夹持位置;
21、根据所述夹持位置获取夹持面的夹持范围及夹持面弧度信息;
22、根据所述夹持面的夹持范围及夹持面弧度信息设置综合夹持面积和夹持弧度;
23、根据所述综合夹持面积和夹持弧度设置夹持块(83)的夹持接触面积和夹持面弧度,并制造所述夹持块(83)。
24、进一步地,所述夹持面积和夹持弧度通过如下公式获取:
25、
26、
27、其中,s表示夹持块(83)的夹持面面积;smini表示第i个类型的发动机端盖达到稳定夹持的理论夹持接触面积下限值;s0i表示第i个类型的发动机端盖达到稳定夹持的理论最佳夹持接触面积;n表示发动机端盖的类型数量;sminm表示n个类型的发动机端盖的夹持范围对应的面积中的最小值;h表示夹持块(83)的夹持弧度;hm表示n个类型的发动机端盖的弧度最大值;hi表示第i个类型的发动机端盖的夹持位置对应的夹持范围面积对应的夹持面弧度;hs表示n个类型的发动机端盖的弧度最小值。
28、本发明的有益效果是:
29、1、将发动机端盖放置在承重板上后,在发动机端盖与承重板共同的的重力作用下,承重板将带动螺旋杆向下移动,在夹持机构的配合下,此时螺旋杆下移将带动中心盘将转动一定角度,并在滑轨的限位作用下,固定安装在连接柱上部的夹持座将得到同步靠近,此时配合夹持块,即可完成对发动机端盖的侧壁进行夹持的功能,同时在缓冲机构的配合下,夹持块挤压发动机端盖压力的反作用力将使活塞柱带动活塞板向夹持座的内腔外侧移动,能够对夹持座的内腔空气进行挤压,使高压空气从出气管喷出,实现对发动机盖板外壁上的灰尘及碎屑吹除,避免了需要在工人加工前手动对发动机盖板的外壁进行清洁。
30、2、在发动机端盖的其他面抛光加工完后,需要对发动机端盖夹持的部位进行抛光加工时,启动挪移电机使挪移轮转动,此时在挪移轮的摩擦力作用下,挪移轮将带动发动机端盖进行转动,进而此时夹持块对发动机端盖夹持的部位将得到改变,使整个装置不需要对发动机盖端盖进行二次夹持的情况下对发动机端盖所有的面进行加工,保证了工人加工时的精度,大大提高了工人的工作效率。
31、3、在挪移轮发生转动时,由于挪移轮上的磁块为间接阵列布置,从而在磁块与磁板处于同一直线上时,两者间的磁力较大,即可对磁板进行吸附,此时磁板将向着活动腔的内腔左侧移动,复位弹簧将处于拉伸状态,并使活动杆带动鼔瓣向左侧移动,而当磁块与磁板之间存在夹角时,两者间的磁力较小,在复位弹簧的弹力作用下,磁板将带动活动杆使鼔瓣向右侧移动,从而此时随着鼔瓣左右的来回晃动,即可对空气产生一定幅度的晃动,进而产生气流实现对发动机端盖侧壁上粘连的碎屑进行吹除,避免了挪移轮在转动时碾压在碎屑上,导致整个装置的夹持中心发生改变,进而进一步的保证了整个装置对发动机端盖夹持的精度。
- 还没有人留言评论。精彩留言会获得点赞!