一种冲压用钢板及其制备方法、冲压件及其制备方法与流程
本发明属于冶金材料,特别涉及一种冲压用钢板及其制备方法、冲压件及其制备方法。
背景技术:
1、高强度和超高强度钢的使用对汽车车身轻量化具有积极有效的作用,但随着车身用钢强度不断提高,其塑性大幅度下降、成形性能大大降低,成形过程中易产生开裂和回弹,严重影响零件的形状和尺寸精度。热冲压成形技术利用高温下易成型无回弹特性和模具的淬火冷却,可获得大于1300mpa的超高强度零件,可很好的解决冷成型易开裂、回弹严重等问题。
2、传统的无镀层热冲压件加热过程中会产生大量的表面氧化皮,降低模具的使用寿命,同时需要定时清理模具降低了生产效率。为避免热冲压钢板表面产生氧化皮和脱碳,同时使热冲压钢板耐腐蚀性,目前适合于热冲压钢的镀层主要有al-si镀层、gi镀层、ga镀层和zn-ni镀层等。锌基镀层的热冲压钢板,不仅可以防止加热过程中的表面氧化和脱碳,后续无需喷丸工序,还能提供牺牲阳极保护作用,提高漆装后的防腐蚀性能。但是,锌基镀层的热冲压钢板存在的问题是,在900℃的高温下液化的锌致使钢板脆化,即lme(liquidmetal embrittlement,液体金属脆化),零件在约700℃以上冲压成形过程易产生表面裂纹并扩展至基体,导致强度降低等问题。
技术实现思路
1、本申请的目的在于提供一种冲压用钢板,以解决现有技术中冲压用钢板由于液体金属脆化导致强度降低的技术问题。
2、本发明实施例提供了一种冲压用钢板,所述钢的化学成分以质量百分比计包括:
3、c,mn,si:≤0.5%,al:≤0.06%,cr:0.1-0.7%,mo:≤0.7%,b:0.001-0.005%,p:≤0.01%,s:≤0.005%,n:≤0.01%,o:≤0.003%;
4、其中:
5、当0.17≤c<0.23%时,mn为2.0-3.0%;
6、当0.23≤c<0.29%时,mn为1.8-2.5%;
7、当0.29≤c<0.33%时,mn为1.6-2.0%;
8、当0.33≤c<0.40%时,mn为1.2-1.8%。
9、可选的,所述钢的化学成分以质量百分比计还包括:ti:0.02-0.15%、nb:0.02-0.15%以及v:0.02-0.15%中的任意一种或多种组合,余量为fe和不可避免的杂质。
10、可选的,所述冲压用钢板的金相组织包括铁素体、珠光体、贝氏体及马氏体。
11、基于同一发明构思,本发明实施例还提供了一种如上所述的冲压用钢板的制备方法,包括如下步骤:
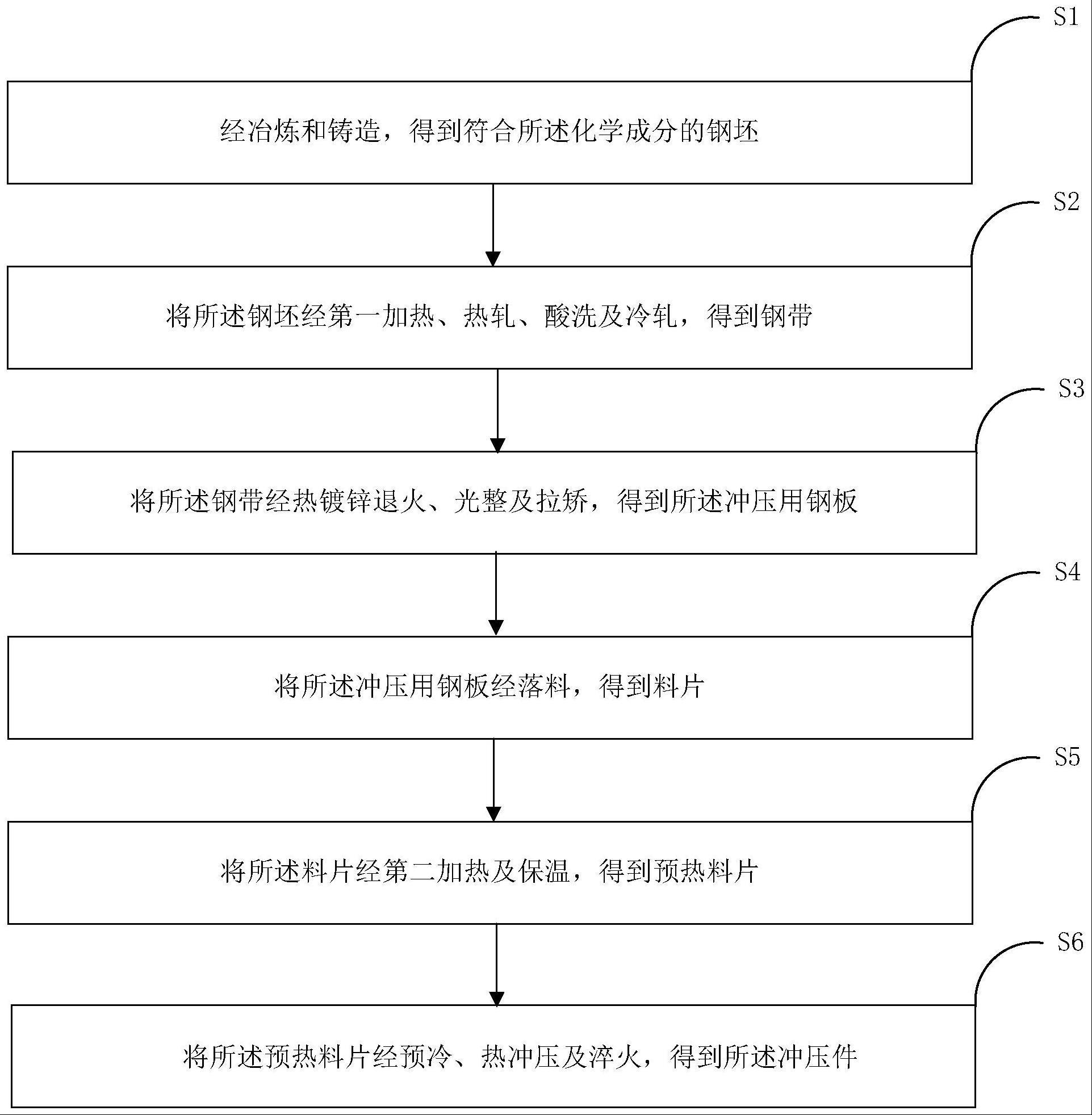
12、经冶炼和铸造,得到符合所述化学成分的钢坯;
13、将所述钢坯经第一加热、热轧、酸洗及冷轧,得到钢带;
14、将所述钢带经热镀锌退火、光整及拉矫,得到所述冲压用钢板;
15、其中:
16、所述第一加热的终点温度为1100-1280℃;
17、所述热轧的终轧温度为750-920℃;
18、所述热轧的卷取温度为500-700℃;
19、所述冷轧的总压下率为30-80%;
20、所述热镀锌退火的温度为400-600℃;
21、所述热镀锌的镀层厚度为20-300g/m2。
22、基于同一发明构思,本发明实施例还提供了一种冲压件,采用上述任意一种冲压用钢板制得。
23、可选的,所述冲压件的金相组织以体积百分比计包括:铁素体0-5%,奥氏体0-10%,贝氏体0-10%,余量为马氏体。
24、基于同一发明构思,本发明实施例还提供了上述任意一种冲压件的制备方法,包括如下步骤:
25、将所述冲压用钢板经落料,得到料片;
26、将所述料片经第二加热及保温,得到预热料片;
27、将所述预热料片经预冷、热冲压及淬火,得到所述冲压件。
28、可选的,所述第二加热的温度为800-1000℃,所述保温的时间为3-10min。
29、可选的,所述预冷的速度>10℃/s,所述预冷的终点温度≤700℃。
30、可选的,所述预冷的终点温度为560-680℃。
31、本发明实施例中的一个或多个技术方案,至少具有如下技术效果或优点:
32、本发明实施例提供的冲压用钢板,通过特定的化学成分设计,并且提高mn含量扩大奥氏体化温度范围,有效降低热冲压变形温度,从而减轻液体金属脆化的问题,提升强度,降低开裂风险。
33、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
技术特征:
1.一种冲压用钢板,其特征在于,所述钢的化学成分以质量百分比计包括:
2.根据权利要求1所述的冲压用钢板,其特征在于,所述钢的化学成分以质量百分比计还包括:ti:0.02-0.15%、nb:0.02-0.15%以及v:0.02-0.15%中的任意一种或多种组合,余量为fe和不可避免的杂质。
3.根据权利要求1或2所述的冲压用钢板,其特征在于,所述冲压用钢板的金相组织包括铁素体、珠光体、贝氏体及马氏体。
4.一种如权利要求1-3中任意一项所述的冲压用钢板的制备方法,其特征在于,包括如下步骤:
5.一种冲压件,其特征在于,采用权利要求1-3中任意一项所述的冲压用钢板制得。
6.根据权利要求5所述的冲压件,其特征在于,所述冲压件的金相组织以体积百分比计包括:铁素体0-5%,奥氏体0-10%,贝氏体0-10%,余量为马氏体。
7.一种如权利要求5或6所述的冲压件的制备方法,其特征在于,包括如下步骤:
8.根据权利要求7所述的冲压件的制备方法,其特征在于,所述第二加热的温度为800-1000℃,所述保温的时间为3-10min。
9.根据权利要求7所述的冲压件的制备方法,其特征在于,所述预冷的速度>10℃/s,所述预冷的终点温度≤700℃。
10.根据权利要求9所述的冲压件的制备方法,其特征在于,所述预冷的终点温度为560-680℃。
技术总结
本发明特别涉及一种冲压用钢板及其制备方法、冲压件及其制备方法,属于冶金材料技术领域。一种冲压用钢板,钢的化学成分以质量百分比计包括:C,Mn,Si:≤0.5%,Al:≤0.06%,Cr:0.1‑0.7%,Mo:≤0.7%,B:0.001‑0.005%,P:≤0.01%,S:≤0.005%,N:≤0.01%,O:≤0.003%;其中:当0.17≤C<0.23%时,Mn为2.0‑3.0%;当0.23≤C<0.29%时,Mn为1.8‑2.5%;当0.29≤C<0.33%时,Mn为1.6‑2.0%;当0.33≤C<0.40%时,Mn为1.2‑1.8%。其通过特定的化学成分设计,并且提高Mn含量扩大奥氏体化温度范围,有效降低热冲压变形温度,从而减轻液体金属脆化的问题,提升强度,降低开裂风险。
技术研发人员:徐德超,张博明,滕华湘,张士杰,赵海峰,李学涛,韩赟,王彭涛,李翔宇,巫雪松,于孟,徐海卫,张环宇,李研,王海全,蒋光锐
受保护的技术使用者:首钢集团有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!