一种带钢漂洗方法与流程
本申请涉及带钢酸洗,尤其涉及一种带钢漂洗方法。
背景技术:
1、带钢钢卷轧制完成生产成成品前,通常需要进行酸洗去除带钢表面的氧化物,酸洗后再进行漂洗,洗去带钢表面的酸液。汽车底盘结构件、前副车架前衬套总成等对带钢的表面质量要求较高,目前的漂洗方式容易产生局部酸洗液残留,导致带钢表面呈现黑色细小条纹。
技术实现思路
1、本申请的目的在于提供一种带钢漂洗方法,本申请可以提高带钢表面质量。
2、本申请的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本申请的实践而习得。
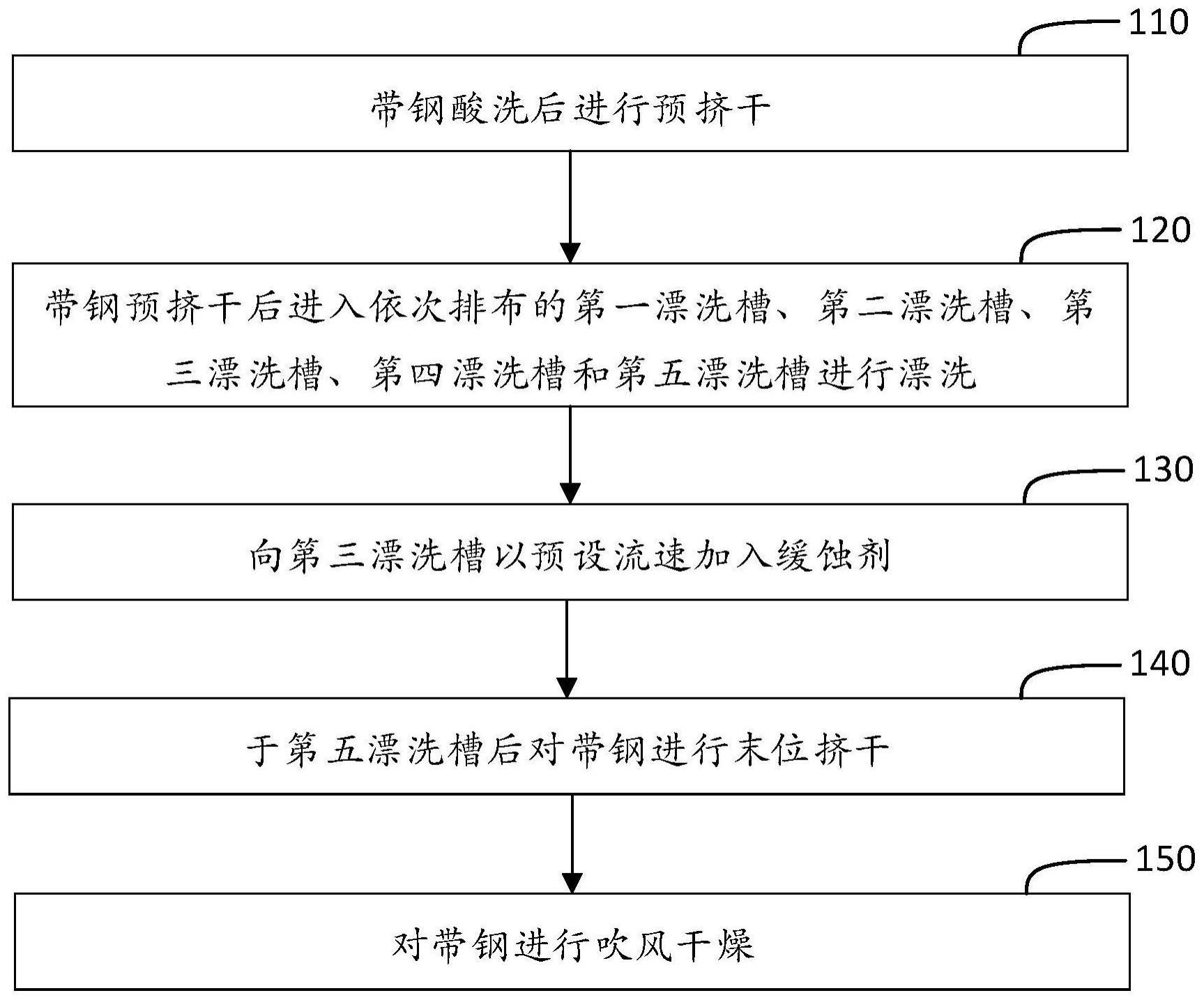
3、根据本申请实施例的一个方面,提供了一种带钢漂洗方法,所述方法包括:带钢酸洗后进行预挤干;带钢预挤干后进入依次排布的第一漂洗槽、第二漂洗槽、第三漂洗槽、第四漂洗槽和第五漂洗槽进行漂洗;向第三漂洗槽以预设流速加入缓蚀剂;于第五漂洗槽后对带钢进行末位挤干;对带钢进行吹风干燥。
4、在本申请的一个实施例中,基于前述方案,所述向第三漂洗槽以预设流速加入缓蚀剂,包括:当带钢速度小于30m/min时,启动加药泵,缓蚀剂以预设速度流入至第三漂洗槽;当带钢速度大于30m/min时,暂停加药泵。
5、在本申请的一个实施例中,基于前述方案,所述加药泵的输出端设置流量计,加药泵连接变频器,所述变频器控制加药泵的泵速,若泵速与流量计的差值超过设定值,则检测加药泵输出系统是否泄漏或堵塞。
6、在本申请的一个实施例中,基于前述方案,所述带钢预挤干后进入依次排布的第一漂洗槽、第二漂洗槽、第三漂洗槽、第四漂洗槽和第五漂洗槽进行漂洗中,第一漂洗槽、第二漂洗槽、第三漂洗槽、第四漂洗槽和第五漂洗槽之间分别进行初步挤干。
7、在本申请的一个实施例中,基于前述方案,预挤干、初步挤干和末位挤干操作中的挤干棍的表面硬度hsa为70±5,表面粗糙度ra为3.2-6.3,辊身全跳动小于0.05mm。
8、在本申请的一个实施例中,基于前述方案,所述对带钢进行吹风干燥中,喷射温度大于100摄氏度。
9、在本申请的一个实施例中,基于前述方案,所述带钢预挤干后进入依次排布的第一漂洗槽、第二漂洗槽、第三漂洗槽、第四漂洗槽和第五漂洗槽进行漂洗,包括:第一漂洗槽、第二漂洗槽、第三漂洗槽、第四漂洗槽和第五漂洗槽以级联方式联通,漂流水从第五漂流槽依次流至第一漂流槽;每个漂流槽设置有独立的漂洗循环水路,漂洗循环水路将对应漂流槽内的漂流水喷向带钢,且漂流水再回流至对应漂流槽。
10、在本申请的一个实施例中,基于前述方案,每个漂洗槽设置有用于补充漂洗水的液位开关及用于检测液位高低的液位传感器,若液位传感器检测到漂洗槽的液位低于设定值的5%时,打开该漂洗槽对应的液位开关,若液位传感器检测到漂洗槽的液位高于设定值的5%时,关闭该漂洗槽对应的液位开关。
11、在本申请的一个实施例中,基于前述方案,每个漂洗循环回路设置有循环泵,从第五漂流槽、第四漂洗槽、第三漂洗槽、第二漂洗槽至第一漂洗槽依次打开对应漂洗循环回路的循环泵,且每个循环泵之间设置10秒的延迟。
12、在本申请的一个实施例中,基于前述方案,第五漂洗槽漂流水的导电率低于15μs/cm。
13、在本申请实施例的技术方案中,带钢经过酸洗后先进行预挤干,通过预挤干棍将残留在带钢表面的酸洗液挤去,带钢进入漂洗槽进行漂洗,以进一步去除带钢表面的酸洗液,同时在第三酸洗槽内加入缓蚀剂,能够有效抑制残留在带钢表面的酸洗液腐蚀带钢,并且再经过第四酸洗槽和第五酸洗槽时,将缓蚀剂漂洗干净,带钢从第五漂洗槽出来后进行末位挤干,清理干净带钢表面的漂洗水,最后进行吹风干燥,能够有效抑制漂洗时酸洗液对带钢的腐蚀,同时有效增强带钢表面的漂洗质量,降低了带钢表面酸洗的不良率。
14、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
技术特征:
1.一种带钢漂洗方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述向第三漂洗槽以预设流速加入缓蚀剂,包括:
3.根据权利要求2所述的方法,其特征在于,所述加药泵的输出端设置流量计,加药泵连接变频器,所述变频器控制加药泵的泵速,若泵速与流量计的差值超过设定值,则检测加药泵输出系统是否泄漏或堵塞。
4.根据权利要求1所述的方法,其特征在于,所述带钢预挤干后进入依次排布的第一漂洗槽、第二漂洗槽、第三漂洗槽、第四漂洗槽和第五漂洗槽进行漂洗中,第一漂洗槽、第二漂洗槽、第三漂洗槽、第四漂洗槽和第五漂洗槽之间分别进行初步挤干。
5.根据权利要求4所述的方法,其特征在于,预挤干、初步挤干和末位挤干操作中的挤干棍的表面硬度hsa为70±5,表面粗糙度ra为3.2-6.3,辊身全跳动小于0.05mm。
6.根据权利要求1所述的方法,其特征在于,所述对带钢进行吹风干燥中,喷射温度大于100摄氏度。
7.根据权利要求1所述的方法,其特征在于,所述带钢预挤干后进入依次排布的第一漂洗槽、第二漂洗槽、第三漂洗槽、第四漂洗槽和第五漂洗槽进行漂洗,包括:
8.根据权利要求7所述的方法,其特征在于,每个漂洗槽设置有用于补充漂洗水的液位开关及用于检测液位高低的液位传感器,若液位传感器检测到漂洗槽的液位低于设定值的5%时,打开该漂洗槽对应的液位开关,若液位传感器检测到漂洗槽的液位高于设定值的5%时,关闭该漂洗槽对应的液位开关。
9.根据权利要求8所述的方法,其特征在于,每个漂洗循环回路设置有循环泵,从第五漂流槽、第四漂洗槽、第三漂洗槽、第二漂洗槽至第一漂洗槽依次打开对应漂洗循环回路的循环泵,且每个循环泵之间设置10秒的延迟。
10.根据权利要求1所述的方法,其特征在于,第五漂洗槽漂流水的导电率低于15μs/cm。
技术总结
本申请涉及带钢酸洗技术领域,揭示了一种带钢漂洗方法,该方法包括:带钢酸洗后进行预挤干;带钢预挤干后进入依次排布的第一漂洗槽、第二漂洗槽、第三漂洗槽、第四漂洗槽和第五漂洗槽进行漂洗;向第三漂洗槽以预设流速加入缓蚀剂;于第五漂洗槽后对带钢进行末位挤干;对带钢进行吹风干燥。本申请可以提高带钢酸洗后的表面质量。
技术研发人员:杨洪凯,卢杰,张良,孙光中,张新波,张攀,曾繁璐,苏宝沧,李瑞成,王虎,宁媛媛
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!