一种新型砂带机柔顺力控制装备及方法与流程
本发明属于智能制造装备领域,更具体地,涉及提高砂带机柔性并保证砂带磨削法向接触力恒定的一种新型砂带机柔顺力控制装备及方法。
背景技术:
1、随着先进制造技术的不断发展,砂带机在现代工业加工中应用日益广发,砂带磨削向高精度,高表面质量,高加工效率方向发展,砂带磨削作为一种精密磨削方式,传统的砂带磨削加工过程中的法向接触力无法感知和控制,导致磨削过程的磨削量无法精准控制,而且磨削过程中的振颤使得表面粗糙度不高,为了改变传统砂带机磨削中出现的上述问题,有必要研制出能精确控制磨削法向接触力,减少砂带磨削过程的振颤,提高磨削加工质量的新型砂带机装备。
技术实现思路
1、本发明针对现有砂带机磨削加工中容易振颤、砂带磨削时法向接触力不能精确控制等导致不能满足高精度磨削加工的质量需求,提出一种可提升砂带机柔性、精确控制砂带磨削过程法向接触力、减少砂带磨削振颤,提高砂带磨削加工质量的新型砂带机柔顺力控制装备及方法。
2、(1)在磨削过程中,设期望法向接触力为fd,一维力传感器测量的实际法向接触力为fe,期望力与实际接触力的偏差为δf,采用如下阻抗控制模型对砂带机控制系统进行改造:
3、
4、其中md是砂带机质量系数,bd是砂带机阻尼系数,δf是期望力与实际接触力的偏差,e是砂带机期望位置与实际位置偏差,是位置偏差二阶导数,是位置偏差一阶导数;
5、(2)砂带磨削过程中实际法向接触力fe通过一维力传感器检测,并反馈给控制系统,将实际法向接触力fe与期望法向接触力fd求差,得到期望力与实际接触力的偏差δf;
6、(3)由步骤(1)阻抗控制模型可以得出,法向接触力偏差转化为运动部的位置偏移量,运动部每个采样周期前后运行速度表达式为:
7、
8、进行离散化,采样周期的时间t,x(t)是t时刻运动部前后运行的速度,δf是期望力与实际接触力的偏差,其中md是砂带机质量系数,bd是砂带机阻尼系数,可以调节md和bd的值来改变砂带机的柔顺性,x(0)是初始位置速度,是积分符号,dt代表时间微分,e是砂带机期望位置与实际位置偏差,τ是系统的时间延迟。
9、(4)对上述(3)中得到的表达式进行离散化,得到砂带机中运动部前后运动速度vn(k);
10、(5)根据砂带机中运动部的速度与位移的关系,得到k时刻砂带机运动部前后运动的位置偏移量δx(k);
11、(6)将位置偏移量下发给伺服驱动器,伺服驱动器驱动直线驱动缸前后运动,从而使上下滚轮在上下导轨上前后运动,控制砂带磨削过程的法向接触力恒定。
12、进一步的,根据以下公式计算砂带机中运动部前后运动速度vn(k),
13、
14、其中fe(k)是k时刻一维力传感器测量实际法向接触力,vn(k-1)是砂带机前一时刻的速度,δt是控制器采样时间,其中,fd是期望法向接触力。
15、进一步的,根据以下公式计算k时刻砂带机运动部前后运动的位移偏移量δx(k),
16、δx(k)=vn(k)δt
17、进一步的,其中vn(k)为k时刻运动部的速度,δx(k)为当前时刻运动部前后运动的位置偏移量,δt为控制器采样时间。
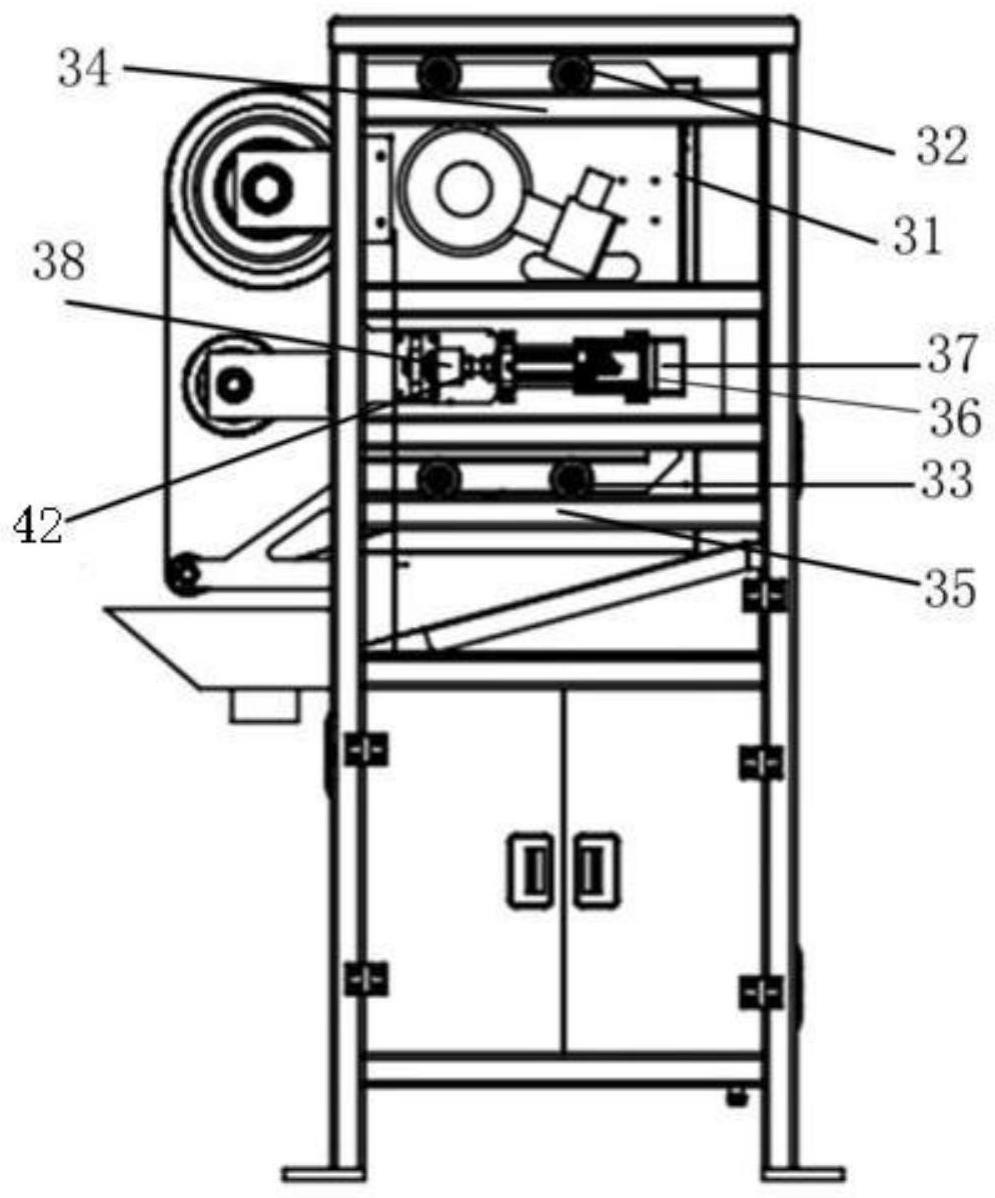
18、一种砂带机力控装备,包含砂带机本体、砂带机磨削系统、运动部和伺服控制系统;
19、所述运动部包含:安装板,上滑轮组件,下滑轮组件,上导轨,下导轨,伺服驱动器,直线驱动缸,安装板上布置上下滑轮组件和上下导轨;
20、所述的砂带机柔顺力控制系统包含:控制器,一维力传感器;
21、所述的直线驱动缸末端与一维力传感器一端连接,一维力传感器另一端通过连接块与安装板连接,用于测量接触轮磨削过程的法向接触力;
22、通过接触轮支撑砂带对待磨削件进行磨削,同时将磨削接触力大小反馈至一维力传感器,砂带在磨削过程中的张紧力可通过张紧轮进行调节,通过本发明提出的控制算法,伺服驱动器和直线驱动缸带动上滚轮组件和下滚轮组件在上导轨,下导轨前后运动,上滚轮组件和下滚轮组件与安装板刚性连接,直线驱动缸的前后运动会带动安装板前后运动,当实际测量法向接触力大于期望法向接触力,上下滚轮向后运动,带动安装板向后运动,相应地以接触轮和砂带同步后移,减少对待磨削件的实际接触力;如果实际测量法向接触力小于期望法向接触力,上下滚轮向前运动,带动安装板向前运动,相应地以接触轮和砂带同步前移,增加对待磨削件的实际接触力。
23、作为优选的砂带磨削机系统包含:张紧轮,接触轮,同步带电机,砂带;同步带电机通过接触轮驱动砂带,砂带的张紧力通过张紧轮进行调节。
24、作为优选的,砂带磨削机系统还包含磨削接收盒,用于接受磨削过程中的粉尘和磨屑。
25、作为优选的,砂带磨削机系统还包含砂带纠偏轮,对砂带在接触轮上的位置进行纠偏,保证磨削过程的质量。
26、作为优选的,砂带磨削机系统还包含浮动装置,对砂带的张紧力进行调节,保证砂带在接触轮上的张紧力大小。
27、通过本发明所构思的以上技术方案与现有技术相比,主要具备以下的技术优点:(1)对传统砂带机结构进行改造,增加运动部,可以保证砂带机的柔顺性;(2)在砂带机的运动部上安装一维力传感器测量接触轮磨削部位的法向接触力;(3)提出砂带机的柔顺力控制策略,用于保证工件磨削过程接触力恒定,减少砂带机的振颤,提高砂带机磨削表面的加工质量。
技术特征:
1.一种新型砂带机柔顺力控制方法,其特征在于:
2.根据权利要求1所述的一种新型砂带机柔顺力控制方法,其特征在于:根据以下公式计算砂带机中运动部前后运动速度vn(k),
3.根据权利要求1所述的一种新型砂带机柔顺力控制方法,其特征在于:根据以下公式计算k时刻砂带机运动部前后运动的位移偏移量δx(k),
4.一种砂带机力控装备,其特征在于:包含砂带机本体、砂带机磨削系统、运动部和伺服控制系统;
5.根据权利要求4所述的一种砂带机力控装备,其特征在于:所述的砂带机系统包含:张紧轮,接触轮,同步带电机,砂带;同步带电机通过接触轮驱动砂带,砂带的张紧力通过张紧轮进行调节。
6.根据权利要求4所述的一种砂带机力控装备,其特征在于:所述的砂带磨削机系统还包含磨削接收盒。
7.根据权利要求4所述的一种砂带机力控装备,其特征在于:所述的砂带磨削机系统还包含砂带纠偏轮。
8.根据权利要求4所述的一种砂带机力控装备,其特征在于:所述的砂带磨削机系统还包含浮动装置。
技术总结
本发明属于智能制造装备领域,更具体地,涉及一种新型砂带机柔顺力控制装备及方法。本发明针对现有砂带机加工中容易振颤、不能精确控制加工过程中接触力等导致磨削过程不能满足高精度加工的需求,提出一种可提升砂带机柔性、精确控制砂带磨削过程法向接触力并提高产品磨削加工质量的新型砂带机装备和控制新方法,与现有技术相比,对传统砂带机结构进行改造,增加运动部,可以保证砂带机的柔顺性,在砂带机的运动部上安装一维力传感器测量接触轮磨削部位的法向接触力,提出砂带机的柔顺力控制策略,用于保证工件磨削过程接触力恒定,减少砂带机的振颤,提高砂带机磨削表面的加工质量。
技术研发人员:陈庚,易子杰,杨林,夏坚扬,匡湘广,徐亚辉,黄键,吴建威,林启政
受保护的技术使用者:佛山华数机器人有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!