一种利用中间合金熔炼焊料合金的方法与流程
本发明涉及金属材料,具体涉及到一种利用中间合金熔炼焊料合金的方法。
背景技术:
1、使用中间合金制备焊料的目是为了便于加入某些熔点较高且不易溶解或易氧化、挥发的合金元素、以便更准确的控制成分。使用中间合金做炉料,可以避免熔体过热、缩短熔炼时间和降低损耗。中间合金以一种金属为基体,将一种或者几种单质加入其中而制备的过程合金,使其便于加入并制备想得到的目标合金,解决直接制备目标合金时的单质易烧损、高熔点不易熔入、密度大易偏析等问题或者用来改善合金性能。
2、中间合金与拟加入的单质相比,一般具有以下特点:1、获得化学成分精确和分布均匀的金属材料,如添加金属材料组分中含量较少的元素,可以提高所添加元素在材料中的分布均匀程度;2、添加化学活性大、熔点低、易挥发元素,如硼、钙、锌、硅、镁等的中间合金,使用中间合金可以减少在添加单质元素时的烧损,得到稳定的合金成分和较高的元素收得率;3、加入高熔点金属,如钨、钼、钛、铌、铬等的中间合金,可使熔化温度降低,缩短金属材料的熔炼时间和降低冶炼温度;4、使用中间合金可以同时加入多种元素,使冶炼合金的精炼和合金化同时完成,简化冶炼操作和缩短了精炼时间;5、使用纯的中间合金,可减少金属材料中杂质含量;因此,中间合金可用于合金生产过程中元素的准确添加及成分调整、细化晶粒、变质处理、净化处理、脱氧脱硫处理、固溶硬化等,在铝合金、铜合金、钢铁等行业有着广泛的应用。
3、但现有的中间合金属于多次再结晶冶炼工艺,在锡焊料行业中很少被采用。多数企业对添加元素在焊料中质量效应重视不够,理解不深,仅从简便省事、节约成本角度出发。如对无铅焊料添加高熔点金属元素的工艺,常采用走捷径的工艺方法,认为银与铜在400~500℃锡液中也能熔化,就省略了中间合金冶炼这道工艺,导致所添的银或铜金属只能是熔化,这是因为大量基料经过银、铜金属蠕变后,经搅动冲击而把块料打碎,而不是金属分子熔化。因此,它们在锡基料中颗粒是粗大的,特别是铜元素存在针状组织,结晶粗大,制成的焊料产品流动性较差,会出现焊点或锡镀层拉尖、连桥等质量问题。
4、为解决上述问题现有已公开一些专利,如专利号cn03112487.9涉及一种用于细化铝-硅合金中初晶硅的铜基中间合金及其制备方法,中间合金的化学成分组成为磷、硅和铜,制备步骤:按比例准备好工业纯铜、磷和结晶硅原料,在熔炼炉中将纯铜熔化,依次加入以称好的结晶硅和赤磷,迅速搅拌至完全反应,直接浇铸成锭,但是该专利对冶炼中间合金使用熔炼炉设备的要求和搅拌的时间均未明确说明。专利号cn200510083010.7提到在保护气体气氛或真空状态下熔炼制备中间合金sn-cu10,sn-cr5,sn-ag20,再按合金配比熔炼制成无铅焊料合金锭坯,但是该专利对冶炼中间合金所需的原材料的配比、制备中间合金过程没有详细介绍。
技术实现思路
1、本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种利用中间合金熔炼焊料合金的方法。
2、为实现上述目的,本发明采用的技术方案如下:一种利用中间合金熔炼焊料合金的方法,包括以下方法:
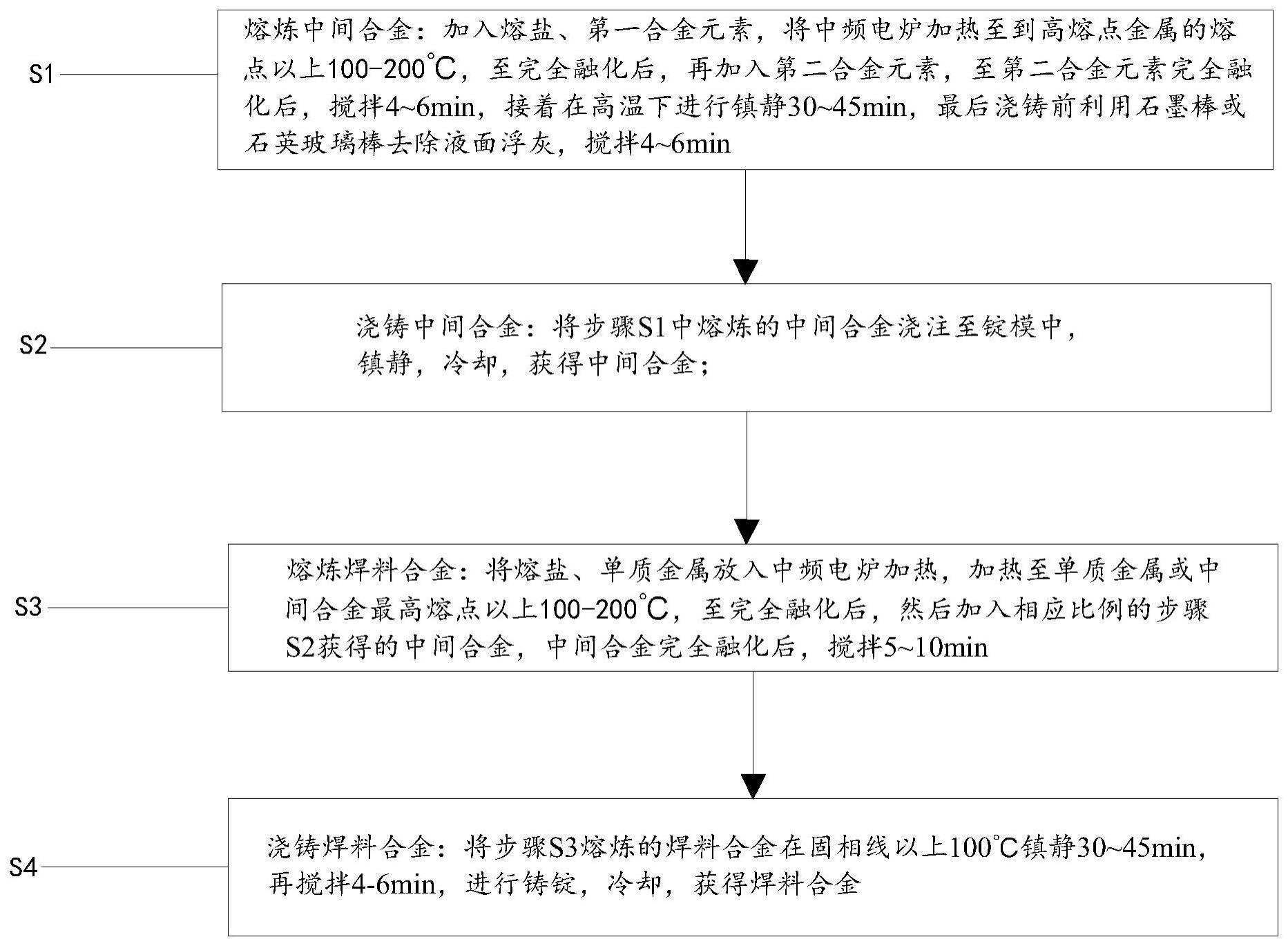
3、s1、熔炼中间合金
4、加入熔盐覆盖剂、第一合金元素,将中频电炉加热至到高熔点金属的熔点以上100~200℃,至完全熔化后,再加入第二合金元素,至第二合金元素完全熔化后,搅拌4~6min,接着在高温下进行镇静30~45min,最后浇铸前利用石墨棒或石英玻璃棒去除液面浮灰,搅拌4~6min;
5、s2、浇铸中间合金
6、将步骤s1中熔炼的中间合金浇注至锭模中,镇静,冷却,获得中间合金;
7、s3、熔炼焊料合金
8、将熔盐覆盖剂、单质金属放入中频电炉加热,加热至单质金属或中间合金最高熔点以上100~200℃,至完全熔化后,然后加入相应比例的步骤s2获得的中间合金,中间合金完全熔化后,搅拌5~10min;
9、s4、浇铸焊料合金
10、将步骤s3熔炼的焊料合金在液相线以上100℃镇静30~45min,再搅拌4-6min,进行铸锭,冷却,获得焊料合金。
11、进一步的,熔盐覆盖剂成分有碱金属或碱土金属与氯化钾、硅酸钠、碳酸钾、硝酸钠以及磷酸盐;所述第一合金元素包括sn、in、pb、bi中的一种或多种;所述第二合金元素包括ag、cu、ca、sb、si、ni、pd、al、ti、re中的一种或多种。
12、进一步的,单质金属包括sn、in、pb、bi中的一种或多种;所述中间合金包括sn90ag10、sn90cu10、sn50sb50、pb90ag10、in90ag10中的一种或多种。
13、进一步的,焊料合金包括sn基焊料、pb基焊料、in基焊料、bi基焊料中的一种或多种。
14、进一步的,sn基焊料包括sac305、sac307、sac355、sac396、sn99.3cu0.7、sn96.5ag3.5、sn86.9in10ag3.1、sn77.2in20ag2.8、sn97.5sb2.5中的一种或多种。
15、进一步的,步骤s3中制备1000kgsn基焊料的原料配比如下:
16、
17、进一步的,pb基焊料包括pb92sn5sb3,pb92.5sn5ag2.5,pb90in5ag5,pb92.5in5ag2.5,pb97.5ag2.5,pb90sn5ag5中的一种或多种。
18、进一步的,步骤s3中制备1000kgpb基焊料的原料配比如下:
19、
20、
21、进一步的,in基焊料包括in80pb15ag5;所述步骤s3中制备1000kgin基焊料的原料配比如下:
22、
23、进一步的,bi基焊料包括bi57sn42ag1;所述步骤s3中制备1000kgbi基焊料的原料配比如下:
24、
25、本发明的有益效果:由上述对本发明的描述可知,与现有技术相比,本发明的利用中间合金熔炼焊料合金的方法,通过利用中间合金熔炼可以使焊料的熔点更加精准,焊料合金化学成分更加稳定,细化焊料金相晶粒,提高焊料合金流动性,滋润焊点表面质量,提高焊料的可焊性,且熔炼时间也得到很大的缩减。
技术特征:
1.一种利用中间合金熔炼焊料合金的方法,其特征在于,包括以下方法:
2.根据权利要求1所述的利用中间合金熔炼焊料合金的方法,其特征在于:所述熔盐成分有碱金属或碱土金属与氯化钾、硅酸钠、碳酸钾、硝酸钠以及磷酸盐;所述第一合金元素包括sn、in、pb、bi中的一种或多种;所述第二合金元素包括ag、cu、ca、sb、si、ni、pd、al、ti、re中的一种或多种。
3.根据权利要求1所述的利用中间合金熔炼焊料合金的方法,其特征在于:所述单质金属包括sn、in、pb、bi中的一种或多种;所述中间合金包括sn90ag10、sn90cu10、sn50sb50、pb90ag10、in90ag10中的一种或多种。
4.根据权利要求1所述的利用中间合金熔炼焊料合金的方法,其特征在于:所述焊料合金包括sn基焊料、pb基焊料、in基焊料、bi基焊料中的一种或多种。
5.根据权利要求4所述的利用中间合金熔炼焊料合金的方法,其特征在于:所述sn基焊料包括sac305、sac307、sac355、sac396、sn99.3cu0.7、sn96.5ag3.5、sn86.9in10ag3.1、sn77.2in20ag2.8、sn97.5sb2.5中的一种或多种。
6.根据权利要求5所述的利用中间合金熔炼焊料合金的方法,其特征在于:所述步骤s3中制备1000kgsn基焊料的原料配比如下:
7.根据权利要求4所述的利用中间合金熔炼焊料合金的方法,其特征在于:所述pb基焊料包括pb92sn5sb3,pb92.5sn5ag2.5,pb90in5ag5,pb92.5in5ag2.5,pb97.5ag2.5,pb90sn5ag5中的一种或多种。
8.根据权利要求7所述的利用中间合金熔炼焊料合金的方法,其特征在于:所述步骤s3中制备1000kgpb基焊料的原料配比如下:
9.根据权利要求4所述的利用中间合金熔炼焊料合金的方法,其特征在于:所述in基焊料包括in80pb15ag5;所述步骤s3中制备1000kgin基焊料的原料配比如下:
10.根据权利要求4所述的利用中间合金熔炼焊料合金的方法,其特征在于:所述bi基焊料包括bi57sn42ag1;所述步骤s3中制备1000kgbi基焊料的原料配比如下:
技术总结
本发明涉及金属材料技术领域,具体涉及到一种利用中间合金熔炼焊料合金的方法。本申请的利用中间合金熔炼焊料合金的方法,通过S1、熔炼中间合金;S2、浇铸中间合金;S3、熔炼焊料合金;S4、浇铸焊料合金,实现利用中间合金熔炼使焊料的熔点更加精准,焊料合金化学成分更加稳定,细化焊料金相晶粒,提高焊料合金流动性,滋润焊点表面质量,提高焊料的可焊性,且熔炼时间也得到了很大的缩减。
技术研发人员:熊杰然,邹建,陈嘉霖
受保护的技术使用者:汕尾市栢林电子封装材料有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!