一种提高亚稳β钛合金板材强塑积的热轧后控温方法
本发明属于合金板材制备,具体涉及一种提高亚稳β钛合金板材强塑积的热轧后控温方法。
背景技术:
1、亚稳β钛合金具有高强度、低密度的优点,是制造航空航天用结构件的理想材料。其中,亚稳β钛合金板材常被用于制造航空航天飞行器蒙皮和外板,且需要经过热轧来成形。随着对航空航天飞行器在减重降耗和飞行性能方面提出越来越高的要求,亚稳β钛合金板材必须继续向高强度高塑性方向发展。强塑积(抗拉强度与断口伸长率的乘积)是评价合金强度和塑性匹配性是否良好的重要指标,较高的强塑积证明合金同时具有高强度高塑性。实现亚稳β钛合金板材强化的方法主要是热处理,即在热处理的过程中部分亚稳β相向α相转变,于β基体上析出次生α相来实现强化。然而,由于析出的次生α相粗化及连续的晶界析出相弱化晶界等问题,在强化基体的同时往往伴随着塑性的大幅度损失。如,工业牌号tb8亚稳β钛合金经过固溶+双极时效处理后,抗拉强度可达1500mpa以上,但断后伸长率仅不足4%,强塑积仅为6gpa·%;工业牌号tb3亚稳β钛合金板材经过冷轧+时效处理后,抗拉强度可达1500mpa但断裂伸长率仅不足3%,强塑积仅为4.5gpa·%。
2、ti-mo-v-al-fe合金是一种亚稳β钛合金,其成分以ti元素为基,添加了α稳定元素al以及β稳定元素mo、v和fe,具体组分及质量百分含量为:mo 6.3%~6.8%、v 5.9%~6.4%、al3.7%~4.2%、fe 0.9%~1.3%、c≤0.03%、h≤0.005%、o≤0.08%、n≤0.015%、余量为ti。该合金板材同样存在经过常规的热处理后强塑积较低的问题,限制了其实际应用。
技术实现思路
1、针对现有技术中的不足,本发明的提出一种提高亚稳β钛合金板材强塑积的热轧后控温方法,该控温方法替代常规的固溶时效热处理,提高了合金板材的强塑积。
2、为实现上述目的,本发明采用以下技术方案:
3、一种钛合金板材,为ti-mo-v-al-fe合金板材,包括的组分及质量百分含量为:mo6.3%~6.8%、v 5.9%~6.4%、al 3.7%~4.2%、fe 0.9%~1.3%、c≤0.03%、h≤0.005%、o≤0.08%、n≤0.015%、余量为ti;
4、所述的mo以mo-al合金形式加入,v以v-al合金形式加入,除去mo-al合金和v-al合金中al的不足部分以高纯铝形式加入,fe以纯铁形式加入;
5、按照ti-mo-v-al-fe合金组分配料,经三次真空自耗熔炼,获得合金铸锭。
6、一种提高亚稳β钛合金板材强塑积的热轧后控温方法,包括以下步骤:
7、(1)对合金铸锭进行热轧,获得合金板材;
8、(2)利用热轧机后层流冷却装置,对步骤(1)中获得的合金板材进行冷却;
9、(3)利用热轧机后的保温罩,对步骤(2)中的合金板材进行缓慢冷却;
10、(4)利用热处理炉,对合金板材进行冷却;
11、(5)利用热处理炉,对合金板材进行加热;
12、(6)将合金板材立即水淬至室温。
13、步骤(1)中所述热轧温度即810~840℃。
14、步骤(2)中所述冷却温度为590~610℃,冷却速率为28~32℃/s;
15、步骤(3)中所述缓慢冷却为,冷却至410℃~430℃,冷却速率为2.5~3.5℃/min;
16、步骤(4)中所用的热处理炉应提前预热至400~420℃,待合金板材入炉后,立即关闭加热装置,保证合金板材随炉冷却;所述随炉冷却为冷却至190℃~210℃,冷却速率为70~90℃/h;
17、步骤(4)中,由热轧机后的保温罩转移至热处理炉的转移时间应小于3min;
18、步骤(5)中所述加热为590~610℃,加热速率为10~15℃/min;
19、本发明的有益效果:
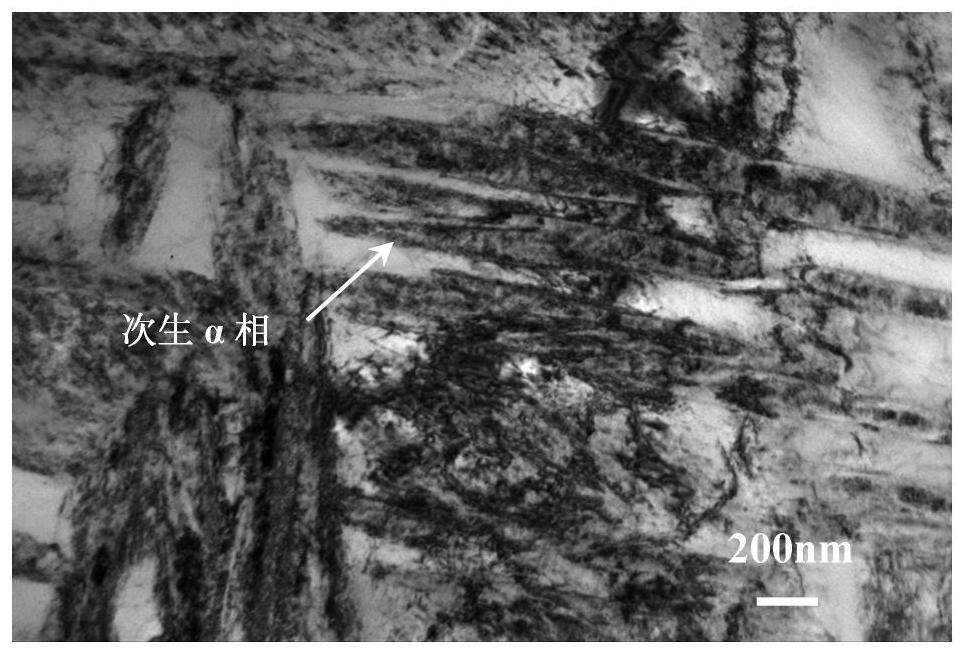
20、本发明的ti-mo-v-al-fe合金板材,添加了适当质量分数的β稳定元素mo、v、fe和α稳定元素al,使得β相处于亚稳态且稳定性适宜,可通过热轧后的控温过程来实现次生α相析出。本发明的热轧后控温方法中,步骤(2)利用快速冷却将亚稳态β相保留至适宜次生α相析出的温度;步骤(3)通过缓慢冷却,让次生α相在适宜形核的温度区间内充分形核,从而为形成弥散分布的析出相提供基础;步骤(4)利用随炉冷却的方式,既为形核的次生α相生长提供驱动力,又限制其过分粗大,避免了常规热处理(等温时效处理)过程中次生α相易于粗化的缺点;步骤(5)通过再次升温的方式,使在晶界处析出的次生α相部分回溶,使晶界α相呈不连续形貌,从而避免了常规热处理(等温时效处理)过程中易于形成连续的晶界α相而弱化晶界的缺点,并随后通过水淬的方式将调控后的组织保留至室温。本发明获得了弥散且细小的晶内次生α相以及不连续的晶界α相,在提供合金强度的同时尽量降低了塑性损失,从而提高了合金的强塑积,本发明可推广至亚稳β钛合金板材生产中,优化亚稳β钛合金的强塑性匹配。
技术特征:
1.一种提高亚稳β钛合金板材强塑积的热轧后控温方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的提高亚稳β钛合金板材强塑积的热轧后控温方法,其特征在于,步骤(1)中所述合金铸锭中包括的合金组分及质量百分含量为:mo6.3%~6.8%、v5.9%~6.4%、al3.7%~4.2%、fe0.9%~1.3%、c≤0.03%、h≤0.005%、o≤0.08%、n≤0.015%、余量为ti;所述的mo以mo-al合金形式加入,v以v-al合金形式加入,mo-al合金中的al和v-al合金中的al总加入量的不足部分以高纯铝形式加入,fe以纯铁形式加入。
3.根据权利要求1和2所述的提高亚稳β钛合金板材强塑积的热轧后控温方法,其特征在于,步骤(1)中所述合金铸锭为经真空自耗熔炼,获得的合金铸锭。
4.根据权利要求1所述的提高亚稳β钛合金板材强塑积的热轧后控温方法,其特征在于,步骤(1)中所述进行热轧的热轧温度为810~840℃。
5.根据权利要求1所述的提高亚稳β钛合金板材强塑积的热轧后控温方法,其特征在于,步骤(2)中所述冷却温度为590~610℃,冷却速率为28~32℃/s。
6.根据权利要求1所述的提高亚稳β钛合金板材强塑积的热轧后控温方法,其特征在于,步骤(3)中所述缓慢冷却为,冷却至410℃~430℃,冷却速率为2.5~3.5℃/min。
7.根据权利要求1所述的提高亚稳β钛合金板材强塑积的热轧后控温方法,其特征在于,步骤(4)中所用的热处理炉应提前预热至400~420℃,待合金板材入炉后,立即关闭加热装置,保证合金板材随炉冷却;所述随炉冷却为冷却至190℃~210℃,冷却速率为70~90℃/h。
8.根据权利要求1所述的提高亚稳β钛合金板材强塑积的热轧后控温方法,其特征在于,步骤(4)中,由热轧机后的保温罩转移至热处理炉的转移时间应小于3min。
9.根据权利要求1所述的提高亚稳β钛合金板材强塑积的热轧后控温方法,其特征在于,步骤(5)中所述加热为590~610℃,加热速率为10~15℃/min。
技术总结
本发明的一种提高亚稳β钛合金板材强塑积的热轧后控温方法,属于合金板材制备技术领域,本发明的合金板材,使得β相处于亚稳态且稳定性适宜,可通过热轧后的控温过程来实现次生α相析出。本发明的热轧后控温方法过程为:对合金铸锭进行热轧,获得合金板材;对合金板材进行冷却,然后对合金板材进行缓慢冷却;通过热处理炉,对合金板材进行再次冷却后通过热处理炉,对合金板材进行加热,最后水淬至室温。本发明的控温法法获得了弥散且细小的晶内次生α相以及不连续的晶界α相,在提供合金强度的同时尽量降低了塑性损失,从而提高了合金的强塑积,本发明可推广至亚稳β钛合金板材生产中,优化亚稳β钛合金的强塑性匹配。
技术研发人员:周舸,张浩宇,张思倩,张帅,刘学佳,岳婷婷,王圣元,陈立佳
受保护的技术使用者:沈阳工业大学
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!