一种冷轧高品质轧辊磨削质量控制方法与流程
本发明涉及一种冷轧高品质轧辊磨削质量控制方法,属于冷轧轧辊磨削。
背景技术:
1、轧辊是轧钢生产中关键备件,轧辊磨削质量直接影响着带钢质量。在冷轧工序中,轧辊的表面质量、尺寸公差和粗糙度指标,直接决定着带钢的表面质量和尺寸公差。轧辊磨削属于外圆加工技术,其磨削质量管控一个系统工程。轧辊的特性、质量控制标准、砂轮的技术参数和操作者工艺参数,众多变量共同决定轧辊加工的质量。汽车外板表面质量占据了冷轧生产带钢价值的金字塔顶,高档板材已经成为冶金行业板带材生产经济效益增长核心点。以汽车板为代表的带钢要求冷轧卷板至少有一面无任何磨削缺陷,因此对轧辊磨削质量要求最高。轧辊磨削过程中,砂轮印是限制带钢表面质量判定的主要降级因素。钢铁市场的严峻形势要求,必须实现以汽车外板为代表的高端板材批量稳定生产,从而降本增效。实现轧辊磨削质量的稳定性控制,必须改变传统的依靠经验控制质量的手段。
2、传统的轧辊磨削过程中采用砂轮为平面砂轮,其凸度为0。在轧辊磨削过程中,砂轮中部脱粒较快,端部脱落较慢,轮端部在进给中在辊面导致砂轮印。与此同时,传统的轧辊质量控制方法没有明确各磨削参数间的关系,实际操作中质量稳定性也不是很好。检索同类型专利和技术文献发现,磨削参数间关系也没有相关阐述。
3、中国专利号cn109794810b公开了一种去除轧辊表面缺陷的方法,这种方法描述了轧辊转速、砂轮角速度、横移速度和磨削电流对轧辊磨削影响,但是没有系统考虑轧辊直径和砂轮直径对轧辊磨削质量的影响。中国专利号cn 110193759 a公开了一种高精度冷轧辊磨削控制方法,这种方法采用两台磨床和两种材质的砂轮分别采用两个步骤磨削,但是没有详细说明轧辊直径和砂轮直径对轧辊磨削质量的影响。中国专利号cn 109482653 a公开了一种轧辊磨削工艺、轧辊及合金镜面板制备方法,这种法中使用陶瓷砂轮,系统研究了轧辊转速、砂轮转速和横移速度对轧辊磨削质量的影响,没有说明参数间关系,在一定程度上影响了轧辊磨削技术的推广。
4、为了实现轧辊磨削质量的稳定性控制,非常有必要改变现有的控制轧辊磨削质量的手段,开发了冷轧高品质轧辊磨削质量控制方法。
技术实现思路
1、本发明所要解决的技术问题是提供一种冷轧高品质轧辊磨削质量控制方法,这种方法根据轧辊转速、砂轮线速度、轧辊直径、砂轮的宽度、磨削道次等参数与轧辊磨削质量之间的关系,在冷轧辊磨削实践过程中,通过数据建模,确定了高品质轧辊磨削质量速度比和重合度设置区间,能够实现轧辊磨削质量稳定提升,实现高端汽车外板批量稳定生产。
2、解决上述技术问题的技术方案是:
3、一种冷轧高品质轧辊磨削质量控制方法,它采用以下步骤进行:
4、步骤一:依据轧辊凸度,将砂轮修磨为0.05-0.10凸度;
5、步骤二:设置轧辊磨削过程中的砂轮和轧辊速度比,设砂轮的转速为nw,,线速度为vw,直径为dw,轧辊转速为nr,线速度为vr,轧辊直径为dr,那么砂轮和轧辊速度比为qw;
6、步骤三:设置轧辊磨削过程中的重合度,重合度即为当砂轮横移相当于本身宽度的距离时,轧辊转过的圈数;
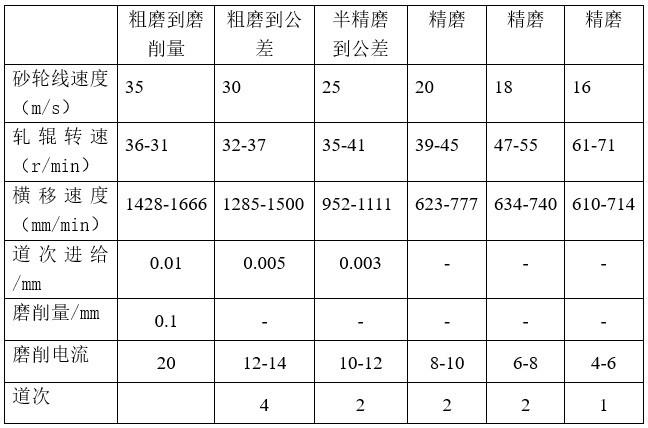
7、步骤四:对轧辊进行粗磨,粗磨阶段的速度比为91-145,重合度为1.5-2.5;
8、步骤五:对轧辊进行半精磨,半精磨阶段速度比为65-80,重合度为2.5-4;
9、步骤六:对轧辊进行精磨,精磨阶段速度比为30-55,重合度为5-8。
10、上述冷轧高品质轧辊磨削质量控制方法,所述步骤二的砂轮和轧辊速度比qw,按照下式计算:
11、上述冷轧高品质轧辊磨削质量控制方法,所述步骤三的重合度按照下式计算:
12、
13、式中:s-轧辊旋转一周,砂轮托架横移的距离。
14、t-砂轮宽度
15、本发明的有益效果是:
16、(1)本发明摒弃了传统的以一个单一的磨削结构控制轧辊磨削质量,而是针对不同要求的轧辊对磨削过程进行重新组合,实现轧辊磨削质量的分级控制,既保证了轧辊的磨削质量,又能保障轧辊磨削效率。
17、(2)本发明创造性提出“磨削速度比”和“重合度”,通过磨削速度比和重合度构建了轧辊转速、砂轮线速度、轧辊直径、砂轮的宽度、磨削道次等参数与轧辊磨削质量之间的关系,有效实现了岗位标准化作业,保证了轧辊辊面粗糙度均匀性和稳定性。
18、(3)本发明实施后,能够有效压缩参数调试、优化的时间,提升轧辊磨削质量合格率。该方法避免了主观因素在磨削参数优化过程中失误,实现了轧辊磨削质量的稳定控制。
19、(4)采用本发明后,某冷轧厂每月工作辊磨削2000支,轧辊磨削质量提升15%,减少修磨支数300支,年节约辊耗14040kg,轧辊按27.5元/kg计算,年可多创利38万,加上每年节省的砂轮和电费等费用,年创利约120万。
20、本发明具有显著的创新性、先进性和显著的经济效益,可以在冷轧磨辊间hercules磨床进行推广应用。
技术特征:
1.一种冷轧高品质轧辊磨削质量控制方法,其特征在于:它采用以下步骤进行:
2.根据权利要求1所述的冷轧高品质轧辊磨削质量控制方法,其特征在于:所述步骤二的砂轮和轧辊速度比qw,按照下式计算:
3.根据权利要求1所述的冷轧高品质轧辊磨削质量控制方法,其特征在于:所述步骤三的重合度按照下式计算:
技术总结
一种冷轧高品质轧辊磨削质量控制方法,属于冷轧轧辊磨削质量控制技术领域,用于对轧辊进行高质量磨削。其技术方案是:依据轧辊外圆磨削原理,创造性提出“磨削速度比”和“重合度”,通过磨削速度比和重合度构建了轧辊转速、砂轮线速度、轧辊直径、砂轮的宽度、磨削道次等参数与轧辊磨削质量之间的关系。在冷轧辊磨削实践过程中,通过数据建模,确定了高品质轧辊磨削质量速度比和重合度设置区间。依靠此方法,冷轧厂轧辊磨削一次合格率达到95%以上,实现了高端汽车外板批量稳定生产。本发明具有显著的创新性、先进性和显著的经济效益,可以在冷轧磨辊间HERCULES磨床进行推广应用。
技术研发人员:张云涛,李连胜,耿波,周建军,王树友,秦志伟,王敬
受保护的技术使用者:邯郸钢铁集团有限责任公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!