一种铸造砂箱自动填芯系统的制作方法
本发明属于砂箱填芯,涉及一种铸造砂箱自动填芯系统。
背景技术:
1、砂型铸造是传统的铸造方法,它适用于各种形状、大小、批量及各种常用合金铸件的生产,而在形成铸件的内腔、孔以及形状较复杂的内腔时,需要使用砂芯型腔和砂芯配合完成铸造。
2、在实际生产中,砂型铸造的生产线一般分为填芯作业段、砂箱造型段和砂箱合箱段,各个阶段的工序要求配合紧密,有比较严格的工序节拍限制;单靠人工完成填芯作业,工作强度大,且填芯的精度难以保障。
技术实现思路
1、本发明解决的技术问题在于提供一种铸造砂箱自动填芯系统,通过抓取机器人进行填芯,并结合砂芯位置获取单元、抓取位置校正单元和放置位置校正单元对抓取机器人填芯过程进行校正,使其能够保障填芯精度。
2、本发明是通过以下技术方案来实现:
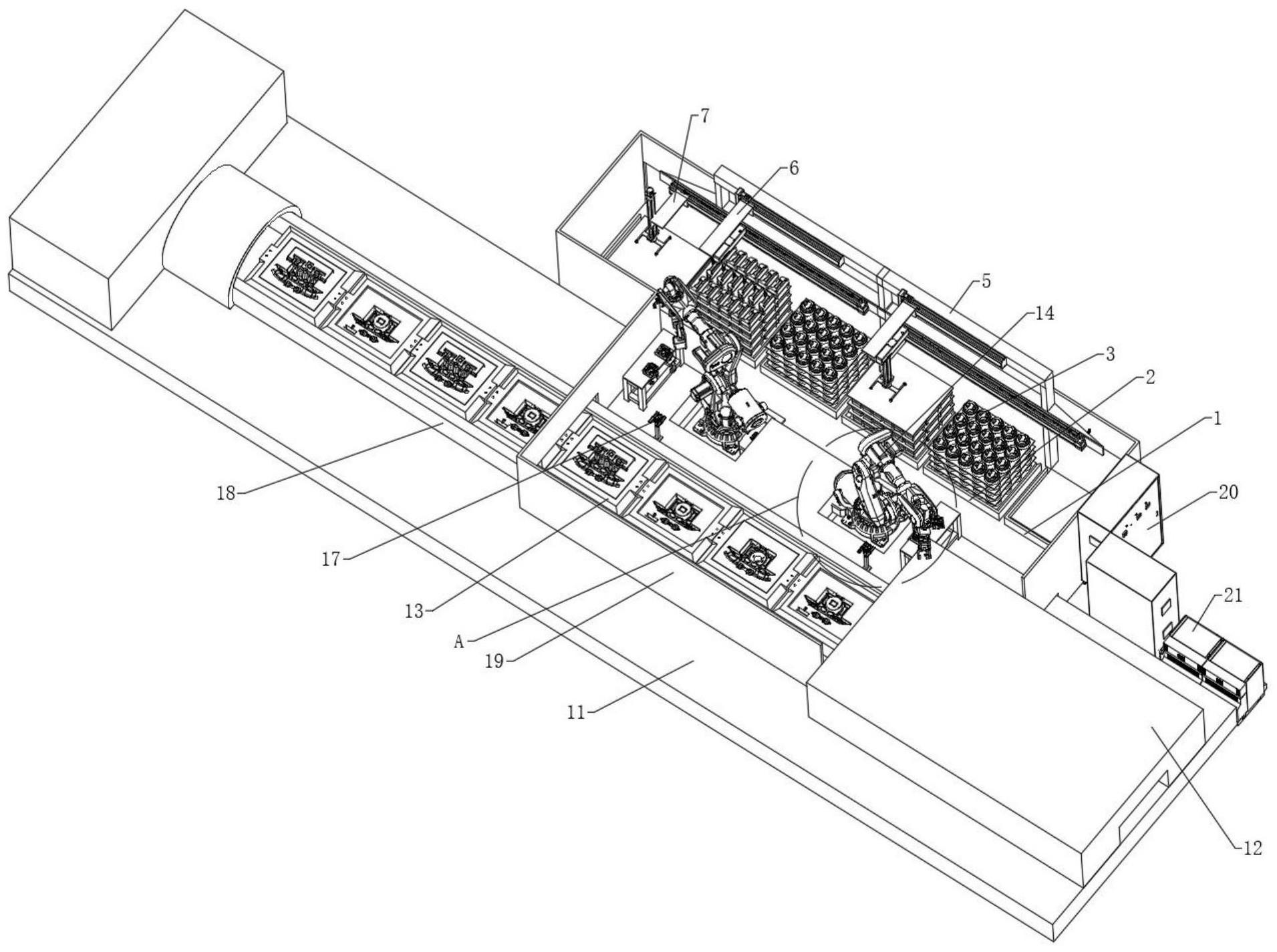
3、一种铸造砂箱自动填芯系统,包括控制模块,以及接入其内的砂芯存放模块、填芯模块和型腔制造模块;
4、控制模块包括配电模块和控制单元;
5、砂芯存放模块包括与多个砂芯存放区;砂芯存放区内设有多个依次排列的砂芯栈板;砂芯栈板上码放有多个砂芯;砂芯存放区内还设有固定架,固定架侧面上设有可移动的砂芯位置获取单元;
6、控制单元控制砂芯位置获取单元移动至砂芯栈板上方;砂芯位置获取单元获取砂芯的实际位置和砂芯数量,并将其上传至控制单元;
7、型腔制造模块包括工作台,以及安装于其顶部的滚筒运输线和造型机;造型机位于滚筒运输线的起始端,控制单元控制造型机对砂箱进行填砂和压制砂芯型腔,并将砂箱放置于滚筒运输线的起始端;
8、工作台上设有多个与砂芯存放区数量相同的填芯位置点,填芯位置点设有到位传感器;到位传感器检测滚筒运输线上砂箱的到位信息并将其上传至控制单元,由控制单元控制滚筒运输线;
9、填芯模块包括多个与砂芯存放区数量相同的抓取机器人,抓取机器人的末端设有放置位置校正单元和多个夹爪;抓取机器人与滚筒运输线之间设有位于工作台顶部的抓取位置校正单元;
10、控制单元结合砂芯的实际位置规划抓取路径;抓取机器人按抓取路径抓取砂芯;到位传感器检测到砂箱的到位信息并将其上传至控制单元,控制单元控制滚筒运输线停止运行;控制单元控制抓取机器人依次移动至抓取位置校正单元和砂箱上方对抓取机器人的姿态进行校正,校正完成后,抓取机器人将砂芯填入砂箱的砂芯型腔。
11、进一步地,砂芯栈板一侧设有盖板栈板,多个砂芯栈板上分别码放有不同类型的砂芯;多个夹爪与砂芯的类型一一对应;
12、多个砂芯呈层状码放,相邻的两层砂芯之间通过盖板隔开;固定架侧面上设有可移动的盖板移动单元,控制单元依据砂芯数量控制盖板移动单元将盖板移动至盖板栈板顶部。
13、进一步地,控制单元依据不同类型的砂芯切换填芯类型,并依据填芯类型控制砂芯位置获取单元移动至相应的砂芯栈板上方;
14、控制单元依据填芯类型控制造型机对砂箱进行填砂和压制砂芯型腔,并将砂箱放置于滚筒运输线的起始端;
15、控制单元依据填芯类型控制抓取机器人更换夹爪。
16、进一步地,所述砂芯位置获取单元包括固定安装于固定架侧面上的相机横移轴,以及安装于相机横移轴顶部的第一驱动电机;
17、相机横移轴内转动安装有与第一驱动电机的电机轴平行的第一螺纹杆,第一螺纹杆一端设有从动齿轮,第一驱动电机的电机轴上设有主动齿轮,主动齿轮与从动齿轮啮合;
18、相机横移轴内滑动安装有第一驱动块,第一驱动块套设于第一螺纹杆上,第一驱动块与第一螺纹杆之间螺纹连接;第一驱动块的顶部和底部均设有第一连接块,第一连接块伸出至相机横移轴外部;
19、还包括相机安装架,相机安装架一端与第一连接块相连,相机安装架另一端底部设有3d相机,3d相机通过对码放于栈板上的砂芯进行取相获取砂芯的实际位置、砂芯类型和砂芯数量,并将其上传至控制单元。
20、进一步地,所述盖板移动单元包括包括固定安装于固定架侧面上的盖板横移轴,以及固定安装于盖板横移轴一端的第二驱动电机;
21、盖板横移轴内转动安装有第二螺纹杆,第二螺纹杆一端与第二驱动电机的电机轴相连;盖板横移轴内滑动安装有第二驱动块,第二驱动块套设于第二螺纹杆上,第二驱动块与第二螺纹杆之间螺纹连接;第二驱动块的顶部和底部均设有第二连接块,第二连接块伸出至盖板横移轴外部;
22、还包括气缸安装架,气缸安装架一端与第二连接块相连,气缸安装架另一端侧面上设有驱动气缸,驱动气缸的输出轴底部设有连接架,连接架底部设有多个真空吸盘。
23、进一步地,所述驱动气缸的输出轴上固定安装有辅助板;驱动气缸的输出轴上套设有固定板,固定板与驱动气缸底部相连;
24、固定板上开设有关于驱动气缸的输出轴对称分布的导向孔,辅助板上设有与固定板通过导向孔滑动连接的导向杆。
25、进一步地,对抓取机器人的姿态进行校正的方法为:
26、控制单元控制抓取机器人将砂芯移动至抓取位置校正单元上方;由抓取位置校正单元获取砂芯实际抓取位置,并将其发送至控制单元;控制单元依据砂芯实际抓取位置控制机器人进行一次校正动作;
27、控制单元控制抓取机器人将砂芯移动至砂箱上方;由放置位置校正单元获取砂箱实际位置,并将其发送至控制单元;控制单元依据砂箱实际位置控制抓取机器人进行二次校正动作。
28、进一步地,所述抓取位置校正单元包括第一2d相机,以及用于固定第一2d相机的支撑柱;支撑柱顶部与第一2d相机底部相连,支撑柱底部固定于工作台上;
29、抓取位置校正单元获取砂芯实际抓取位置的方法为:
30、第一2d相机对砂芯进行拍照,获取砂芯类型及砂芯轮廓图案;
31、第一2d相机依据砂芯类型调取砂芯的模板轮廓图案;
32、第一2d相机将砂芯轮廓图案与模板轮廓图案进行比对,获取砂芯的抓取位置偏移量,进而得到砂芯的实际抓取位置。
33、进一步地,所述放置位置校正单元包括第二2d相机,以及用于固定第二2d相机的连接杆,连接杆安装于抓取机器人末端,第二2d相机安装于连接杆底部;
34、放置位置校正单元获取砂箱实际位置的方法为:
35、第二2d相机对砂箱进行拍照,获取砂箱内砂芯型腔的型腔类型及砂芯型腔轮廓图案;
36、第二2d相机依据型腔类型调取标准砂芯型腔轮廓图案;
37、第二2d相机将砂芯型腔轮廓图案与标准砂芯型腔轮廓图案进行比对,获取砂芯型腔的位置偏移量,进而得到砂箱的实际放置位置。
38、与现有技术相比,本发明具有以下有益的技术效果:
39、1、本发明公开的铸造砂箱自动填芯系统,通过设置砂芯位置获取单元获取砂芯栈板上砂芯的实际位置,由控制单元依据砂芯的实际位置规划抓取路径,并控制抓取机器人按抓取路径抓取砂芯,在填芯过程中,通过抓取位置校正单元和放置位置校正单元对抓取机器人填芯过程进行校正,使其能够保障填芯精度;从而使抓取机器人能够代替人工进行填芯作业,以实现降低工人的劳动强度,保障填芯过程的精度。
40、2、本发明公开的铸造砂箱自动填芯系统,基于3d相机取相范围有限,通过设置第一驱动电机、第一螺纹杆、第一驱动块和相机安装架,使3d相机能够识别码放不同类型砂芯的砂芯栈板上的砂芯的实际位置、砂芯类型和砂芯数量;使抓取机器人在抓取砂芯过程中更为便捷。
- 还没有人留言评论。精彩留言会获得点赞!