Cr13型铁素体不锈钢及提高其强韧性及性能均匀程度的方法与流程
本发明属于轧钢,具体涉及一种cr13型铁素体不锈钢及提高其强韧性及性能均匀程度的方法。
背景技术:
1、cr13型铁素体不锈钢作为一种经济型低成本不锈钢,可作为建筑、公路护栏、市政工程设施以及铁路车厢等领域使用,并期望逐步替代碳钢材料。在保持一定耐腐蚀能力的前提下,cr13型铁素体不锈钢材料关键是需具有优良的综合力学性能,如高的强度、高延伸以及良好的冲击韧性,以便加工为合格的结构件等零件。
2、cr13型铁素体不锈钢交货状态通常为热轧酸洗不锈钢带,生产工艺流程包括冶炼、连铸、热轧轧制、卷取、罩式炉退火、热线酸洗等步骤。在罩式炉退火过程中,由于气体强制对流的原因,钢卷内圈与外圈温度上升较快,钢卷心部则需要通过热传导的方式缓慢加热。因此钢卷头部、尾部铁素体组织再结晶更充分,晶粒尺寸较心部大。最终导致钢卷头、尾部强度较中部低约150mpa左右(如表1)。为了使成品钢卷性能符合出厂标准,酸洗后钢卷需切除掉强度较低段。这不仅造成了极大的资源浪费以及生产效率的低下,也使得客户对零件尺寸精确度以及加工过程的控制带来了极大的影响。
3、表1热轧cr13型铁素体不锈钢钢卷头、中、尾部典型性能情况
4、 项目 头 中 尾 屈服/mpa 318 452 302 抗拉/mpa 518 607 500 延伸率/% 30 24 36
技术实现思路
1、本发明的目的是针对现有技术的缺陷,提供了一种cr13型铁素体不锈钢及提高其强韧性及性能均匀程度的方法。
2、具体的,本发明提供的提高cr13型铁素体不锈钢强韧性及性能均匀程度的方法,包括:冶炼、连铸、热轧、卷取、罩式炉退火、热线酸洗,其中,所述热轧的加热炉温度为1140±20℃;精轧终轧温度为890±20℃。
3、上述的提高cr13型铁素体不锈钢强韧性及性能均匀程度的方法,卷取过程中,对钢卷头部和尾部进行层流冷却,钢卷的中部不进行层流冷却。
4、上述的提高cr13型铁素体不锈钢强韧性及性能均匀程度的方法,卷取过程中,控制钢卷头部和尾部的温度为640±20℃,钢卷中部的温度为720±20℃。
5、上述的提高cr13型铁素体不锈钢强韧性及性能均匀程度的方法,冶炼过程中,控制冶炼终点钢水中c:0.010~0.02wt%,mn:1.6~1.9wt%,n:0.008~0.02wt%。
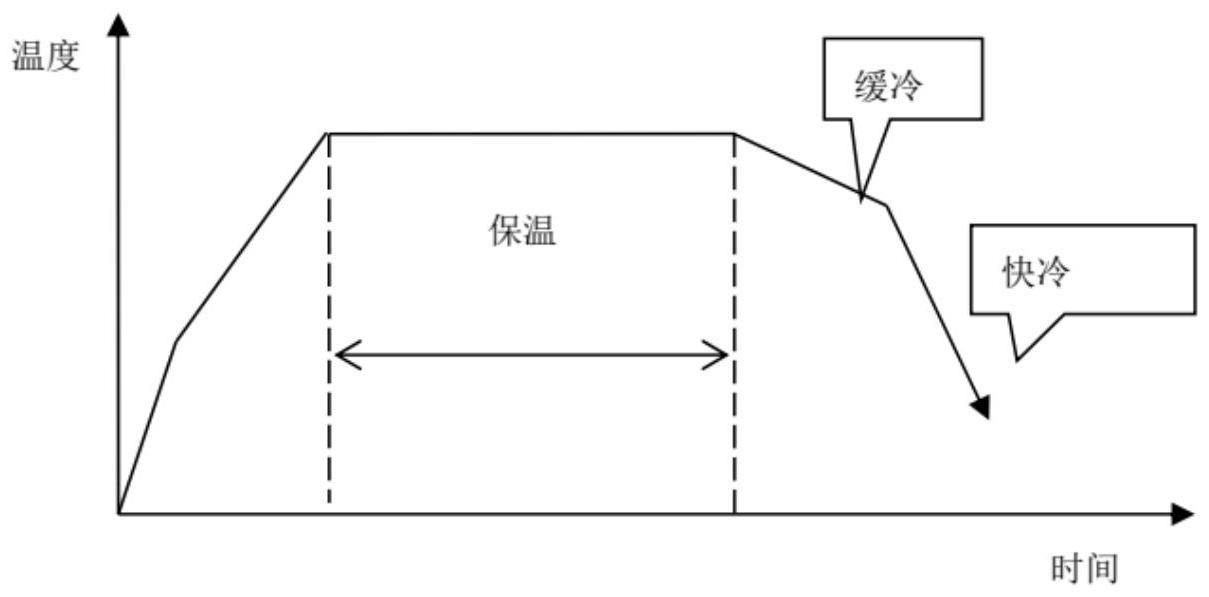
6、上述的提高cr13型铁素体不锈钢强韧性及性能均匀程度的方法,罩式炉退火工艺包括:快速升温至500-600℃,后按照7-15℃/小时的升温速度加热至650-710℃,保温时间需保证8-15小时,保温结束后关闭加热系统,采取自然缓慢冷却3-5h后换冷却罩快速冷却至200-300℃出炉。
7、上述的提高cr13型铁素体不锈钢强韧性及性能均匀程度的方法,所述罩式退火炉退火包括:快速升温至550℃,后按照8℃/小时的升温速度加热至680℃,保温时间需保证8小时,保温结束后关闭加热系统,采取自然缓慢冷却3h后换冷却罩快速冷却至240℃出炉。
8、另一方面,本发明还提供了一种cr13型铁素体不锈钢,其在制备过程中采用了上述的提高cr13型铁素体不锈钢强韧性及性能均匀程度的方法。
9、本发明的技术方案具有如下的有益效果:
10、(1)本发明可以将cr13型铁素体不锈钢带热卷性能出厂检验一次合格率提升6%左右;
11、(2)按照本发明的方法制备的cr13型铁素体不锈钢,钢卷头、中、尾屈服强度极差由150mpa减小至60mpa以下。
技术特征:
1.一种提高cr13型铁素体不锈钢强韧性及性能均匀程度的方法,包括:冶炼、连铸、热轧、卷取、罩式炉退火、热线酸洗,其特征在于,
2.根据权利要求1所述的方法,其特征在于,卷取过程中,对钢卷头部和尾部进行层流冷却,钢卷的中部不进行层流冷却。
3.根据权利要求2所述的方法,其特征在于,卷取过程中,控制钢卷头部和尾部的温度为640±20℃,钢卷中部的温度为720±20℃。
4.根据权利要求1所述的方法,其特征在于,冶炼过程中,控制冶炼终点钢水中c:0.010~0.02wt%,mn:1.6~1.9wt%,n:0.008~0.02wt%。
5.根据权利要求1所述的方法,其特征在于,罩式炉退火工艺包括:快速升温至500-600℃,后按照7-15℃/小时的升温速度加热至650-710℃,保温时间需保证8-15小时,保温结束后关闭加热系统,采取自然缓慢冷却3-5h后换冷却罩快速冷却至200-300℃出炉。
6.根据权利要求1所述的方法,其特征在于,所述罩式退火炉退火包括:快速升温至550℃,后按照8℃/小时的升温速度加热至680℃,保温时间需保证8小时,保温结束后关闭加热系统,采取自然缓慢冷却3h后换冷却罩快速冷却至240℃出炉。
7.一种cr13型铁素体不锈钢,其特征在于,在制备过程中采用了权利要求1-6任一项所述的提高cr13型铁素体不锈钢强韧性及性能均匀程度的方法。
技术总结
本发明属于轧钢技术领域,具体涉及一种Cr13型铁素体不锈钢及提高其强韧性及性能均匀程度的方法,包括:冶炼、连铸、热轧、卷取、罩式炉退火、热线酸洗,其中,所述热轧的加热炉温度为1140±20℃;精轧终轧温度为890±20℃。按照本发明的方法制备的Cr13型铁素体不锈钢,钢卷头、中、尾屈服强度极差由150MPa减小至60Mpa以下。
技术研发人员:宋岩,郭永亮,杨永超,罗刚,李筱
受保护的技术使用者:山西太钢不锈钢股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!