一种激光熔覆粉末及在铝合金表面激光熔覆的方法与流程
本申请涉及激光熔覆,具体而言,涉及一种激光熔覆粉末及在铝合金表面激光熔覆的方法。
背景技术:
1、铝合金具有比强度高、密度低、易切削加工等一系列性能优点,在汽车、船舶、航空航天、轨道交通等领域有着广泛的应用。铝合金的硬度低、耐磨性能比较差,需要对其表面性能进行增强,以提升铝合金的服役性能。目前,主要通过电镀、微弧氧化、喷涂等技术实现铝合金表面增强,然而,涂层的厚度较薄、涂层致密度不高、和基体结合强度不高,影响相关试件的性能。
2、激光熔覆作为先进的表面处理技术之一,利用激光将熔覆材料和基体发生熔化,使两者发生冶金结合。它可以明显的改善材料的综合性能,提升构件的服役寿命,是材料表面改性发展的重要方向。激光熔覆在钢材表面改性中已经有较多的应用,然而,对以铝合金为代表的有色金属进行激光熔覆时,材料对激光束的反射率很高,造成铝合金通过激光熔覆技术进行表面改性存在非常大困难。有的研究者通过铺粉法在铝合金表面预先铺上一层粉末,再进行激光熔覆从而制备强化涂层,但铺粉的方法极大增加了工艺的复杂性,不能在复杂构件强化中得到应用。另外,铝合金会与大多数金属结合形成脆硬的金属间化合物,熔覆后在应力的作用下,涂层会和基体直接分裂。
技术实现思路
1、本申请提供了一种激光熔覆粉末及在铝合金表面激光熔覆的方法,其能够对铝合金表面进行耐磨性表面改性。
2、本申请的实施例是这样实现的:
3、在第一方面,本申请示例提供了一种激光熔覆粉末,其包括0.5wt%~2wt%mo粉、3wt%~6wt%v粉、4wt%~7wt%al粉、1wt%~2wt%alb2粉、0.5wt%~2wt%ceo2粉和余量的ti粉。
4、在上述技术方案中,本申请的激光熔覆粉末能够用于在铝合金表面通过激光熔覆的方法制得耐磨涂层,从而提升铝合金表面的耐磨性。
5、其中,激光熔覆粉末的主要成分为ti粉,ti的硬度比al的硬度高,通过在ti粉中添加一定量的mo粉、v粉和al粉,能够提高由激光熔覆粉末形成的耐磨涂层的耐磨性;进一步通过在ti粉中添加一定量的alb2粉,使得alb2和ti发生原位化学反应,可以同时在耐磨涂层中生成ti3al和tib两种陶瓷相,这会极大提升耐磨涂层的耐磨性,陶瓷颗粒的原位形成可以保证陶瓷相和ti形成的基体间有好的晶格匹配;同时,通过稀土ceo2的添加,可以细化晶粒,改善强化相和ti形成的基体的匹配度,提升耐磨涂层韧性,降低裂纹敏感性。
6、结合第一方面,在本申请的第一方面的第一种可能的示例中,上述激光熔覆粉末的形状为球形颗粒。
7、可选地,球形颗粒的直径为20μm~50μm。
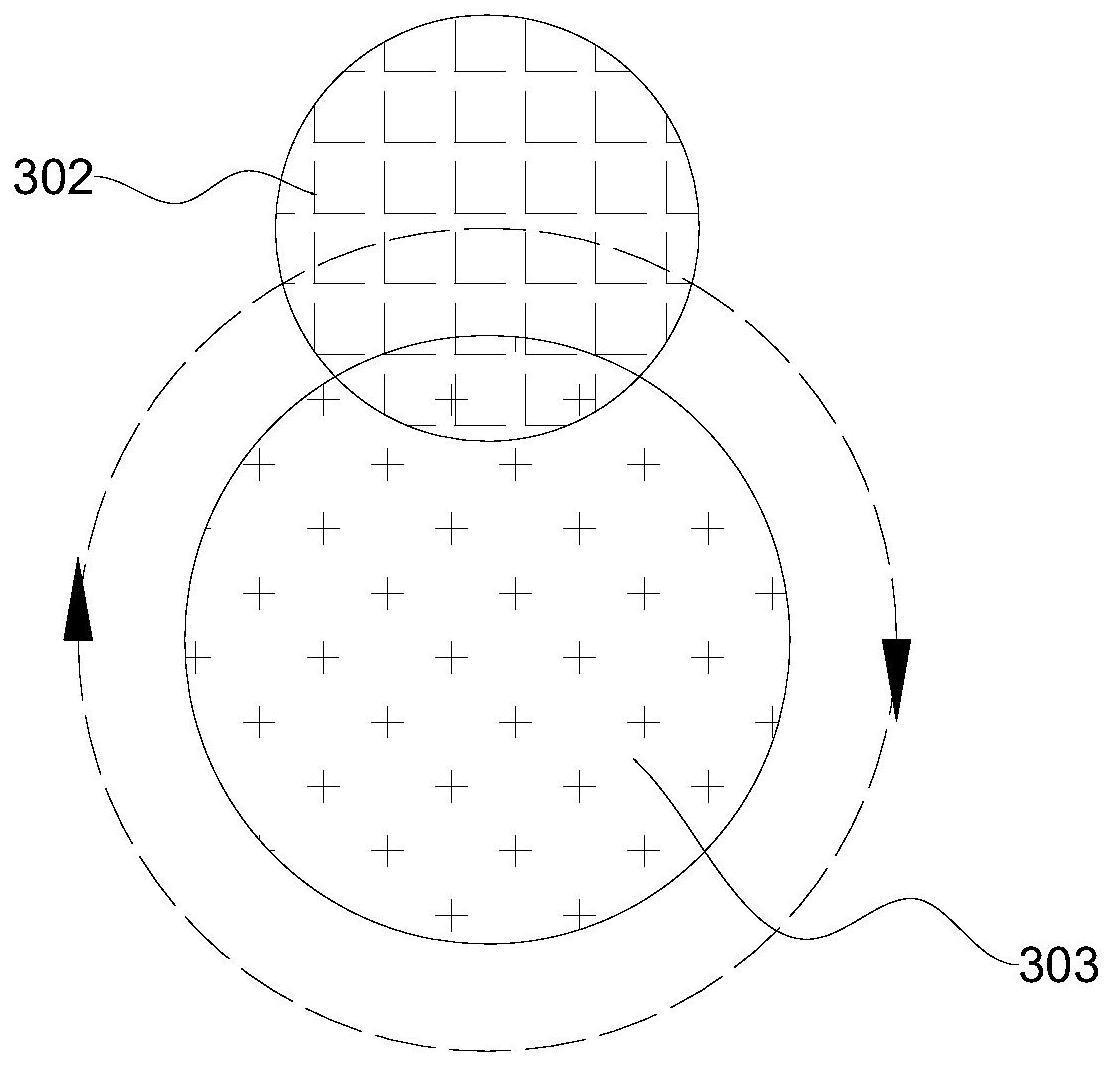
8、在第二方面,本申请示例提供了一种在铝合金表面激光熔覆的方法,其包括:以上述实施例的激光熔覆粉末为熔覆原料,采用近红外光激光束和蓝光激光束同时作用于铝合金基体表面进行送粉激光熔覆,且近红外光激光束形成的光斑围绕蓝光激光束形成的光斑转动。
9、在上述技术方案中,由于铝合金基体和钛粉末都为有色金属,对近红外光的吸收利用率比可见光要低,通过采用蓝光和近红外光所组成的复合光束进行熔覆,可以降低焊接热输入,抑制界面处形成过多脆硬化合物,保证界面结合良好;且在熔覆过程中使得近红外光激光束形成的光斑围绕蓝光激光束形成的光斑转动,可以改善焊缝成形,减少缺陷。
10、本申请的在铝合金表面激光熔覆的方法能够在铝合金表面制得耐磨涂层,从而提升铝合金表面的耐磨性。
11、结合第二方面,在本申请的第二方面的第一种可能的示例中,在任意时刻,近红外光激光束形成的光斑和蓝光激光束形成的光斑部分重叠。
12、结合第二方面,在本申请的第二方面的第二种可能的示例中,上述近红外光激光束形成的光斑围绕蓝光激光束形成的光斑中心转动。
13、结合第二方面,在本申请的第二方面的第三种可能的示例中,上述近红外光激光束形成的光斑和蓝光激光束形成的光斑均为圆形,近红外光激光束形成的光斑的直径为1.5mm~3mm,蓝光激光束形成的光斑的直径为1.5mm~3mm。
14、结合第二方面,在本申请的第二方面的第四种可能的示例中,上述近红外光激光束形成的光斑中心和蓝光激光束形成的光斑中心的距离为0.3mm~1mm。
15、在上述示例中,当近红外光激光束形成的光斑的直径为1.5mm~3mm,蓝光激光束形成的光斑的直径为1.5mm~3mm,以及近红外光激光束形成的光斑中心和蓝光激光束形成的光斑中心的距离为0.3mm~1mm时,且近红外光激光束形成的光斑围绕蓝光激光束形成的光斑中心转动,可以保证在任意时刻,近红外光激光束形成的光斑和蓝光激光束形成的光斑部分重叠,从而改善焊缝成形,减少缺陷。
16、结合第二方面,在本申请的第二方面的第五种可能的示例中,上述近红外光激光束形成的光斑围绕蓝光激光束形成的光斑转动的频率为100hz~500hz。
17、结合第二方面,在本申请的第二方面的第六种可能的示例中,上述近红外光激光束的功率为0.5kw~3kw,蓝光激光束的功率为0.5kw~3kw。
18、结合第二方面,在本申请的第二方面的第七种可能的示例中,上述激光熔覆速率为5m/min~30m/min。
技术特征:
1.一种激光熔覆粉末,其特征在于,所述激光熔覆粉末包括0.5wt%~2wt%mo粉、3wt%~6wt%v粉、4wt%~7wt%al粉、1wt%~2wt%alb2粉、0.5wt%~2wt%ceo2粉和余量的ti粉。
2.根据权利要求1所述的激光熔覆粉末,其特征在于,所述激光熔覆粉末的形状为球形颗粒;
3.一种在铝合金表面激光熔覆的方法,其特征在于,所述在铝合金表面激光熔覆的方法包括:以权利要求1或2所述的激光熔覆粉末为熔覆原料,采用近红外光激光束和蓝光激光束同时作用于铝合金基体表面进行送粉激光熔覆,且所述近红外光激光束形成的光斑围绕所述蓝光激光束形成的光斑转动。
4.根据权利要求3所述的在铝合金表面激光熔覆的方法,其特征在于,在任意时刻,所述近红外光激光束形成的光斑和所述蓝光激光束形成的光斑部分重叠。
5.根据权利要求3所述的在铝合金表面激光熔覆的方法,其特征在于,所述近红外光激光束形成的光斑围绕所述蓝光激光束形成的光斑中心转动。
6.根据权利要求5所述的在铝合金表面激光熔覆的方法,其特征在于,所述近红外光激光束形成的光斑和所述蓝光激光束形成的光斑均为圆形,所述近红外光激光束形成的光斑的直径为1.5mm~3mm,所述蓝光激光束形成的光斑的直径为1.5mm~3mm。
7.根据权利要求6所述的在铝合金表面激光熔覆的方法,其特征在于,所述近红外光激光束形成的光斑中心和所述蓝光激光束形成的光斑中心的距离为0.3mm~1mm。
8.根据权利要求3所述的在铝合金表面激光熔覆的方法,其特征在于,所述近红外光激光束形成的光斑围绕所述蓝光激光束形成的光斑转动的频率为100hz~500hz。
9.根据权利要求3所述的在铝合金表面激光熔覆的方法,其特征在于,所述近红外光激光束的功率为0.5kw~3kw,所述蓝光激光束的功率为0.5kw~3kw。
10.根据权利要求3所述的在铝合金表面激光熔覆的方法,其特征在于,激光熔覆速率为5m/min~30m/min。
技术总结
本申请提供一种激光熔覆粉末及在铝合金表面激光熔覆的方法,属于激光熔覆技术领域。激光熔覆粉末包含Mo粉、V粉、Al粉、AlB<subgt;2</subgt;粉、CeO<subgt;2</subgt;粉和Ti粉,由于铝合金基体和钛粉末都为有色金属,对近红外光的吸收利用率比可见光要低,通过采用蓝光和近红外光所组成的复合光束进行熔覆,可以降低焊接热输入,抑制界面处形成过多脆硬化合物,保证界面结合良好;且在熔覆过程中使得近红外光激光束形成的光斑围绕蓝光激光束形成的光斑转动,可以改善焊缝成形,减少缺陷。本申请的在铝合金表面激光熔覆的方法能够在铝合金表面制得耐磨涂层,从而提升铝合金表面的耐磨性。
技术研发人员:孙军浩,李铸国,冯珂,吴东升,凌玮,刘长清,王瑞博,罗蕾,连宏宇,程静
受保护的技术使用者:宜宾上交大新材料研究中心
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!