一种倾铸模封闭式点水冷装置的制作方法
本技术属于铸造,具体的说,是涉及一种倾铸模封闭式点水冷装置。
背景技术:
1、现有技术中,倾铸模铸造冷却大部分采用的是风冷冷却,该冷却方式存在冷却效果差、周期长的不足,导致整体生产效率偏低,平均单班产量仅在80件左右。本申请发明人发现低压水雾冷的冷却方式对模具生产效率有着较显著的提升,因此,将倾铸模风冷改为水冷将是最好的研究方向;但是,本申请发明人进一步发现倾铸模在铸造时,模具整体会发生旋转,常规的水冷会导致机台底部溢水或流到模具其他部位,影响模具整体温场。
技术实现思路
1、本实用新型的目的在于解决现有技术中风冷效率低、常规水冷会导致机台底部溢水或流到模具其他部位,影响模具整体温场的问题,提供了一种倾铸模封闭式点水冷装置。
2、为了实现上述目的,本实用新型采取的技术方案如下:
3、一种倾铸模封闭式点水冷装置,包括呈环状的第一输水管路,设置在所述第一输水管路上的第一输水管,若干沿所述第一输水管路圆周方向设置的第一封闭管套,所述第一封闭管套的上端焊接封闭在下模上、下端通过第一进水管和第一回水管与所述第一输水管路连接。
4、进一步的,还包括呈环状的第二输水管路,设置在所述第二输水管路上的第二输水管,若干沿所述第二输水管路圆周方向设置的第二封闭管套,所述第二封闭管套的上端焊接封闭在下模上、下端通过第二进水管和第二回水管与所述第二输水管路连接。
5、进一步的,所述第二输水管路位于所述第一输水管路下方且二者在同轴设置。
6、进一步的,所述第二输水管路的半径小于所述第一输水管路。
7、进一步的,所述第一进水管位于所述第一封闭管套的正下方,所述第一回水管位于所述第一封闭管套的侧部。
8、进一步的,所述第一回水管的口径大于所述第一进水管。
9、进一步的,所述第二进水管位于所述第二封闭管套的正下方,所述第二回水管位于所述第二封闭管套的侧部。
10、进一步的,所述第二回水管的口径大于所述第二进水管。
11、与现有技术相比,本实用新型具备以下有益效果:
12、本实用新型通过设置输水管路、输水管、封闭式管套、进水管和回收管等结构,将传统的风冷改为水冷,并实现封闭式点水冷,封闭式点水冷冷却位置全部焊接封闭,不仅避免了机台底部溢水或流到模具其他部位,影响模具整体温场的问题,起到了安全、环保及高效等效果,而且极大的降低模具冷却时间,提高铸造效率,单班平均产量最高能达到140件左右。
技术特征:
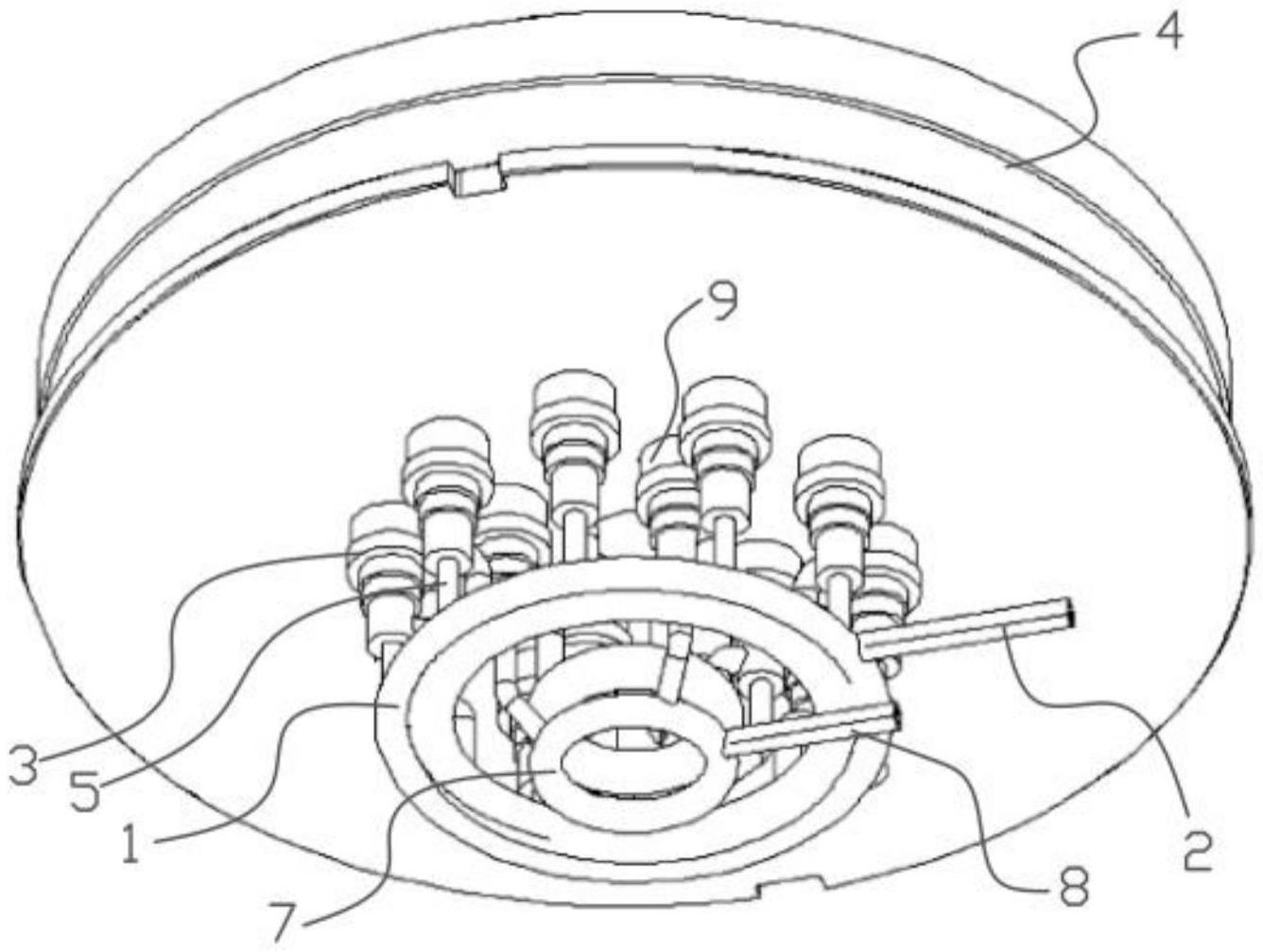
1.一种倾铸模封闭式点水冷装置,其特征在于,包括呈环状的第一输水管路(1),设置在所述第一输水管路(1)上的第一输水管(2),若干沿所述第一输水管路(1)圆周方向设置的第一封闭管套(3),所述第一封闭管套(3)的上端焊接封闭在下模(4)上、下端通过第一进水管(5)和第一回水管(6)与所述第一输水管路(1)连接。
2.根据权利要求1所述的一种倾铸模封闭式点水冷装置,其特征在于:还包括呈环状的第二输水管路(7),设置在所述第二输水管路(7)上的第二输水管(8),若干沿所述第二输水管路(7)圆周方向设置的第二封闭管套(9),所述第二封闭管套(9)的上端焊接封闭在下模(4)上、下端通过第二进水管(10)和第二回水管(11)与所述第二输水管路(7)连接。
3.根据权利要求2所述的一种倾铸模封闭式点水冷装置,其特征在于:所述第二输水管路(7)位于所述第一输水管路(1)下方且二者在同轴设置。
4.根据权利要求3所述的一种倾铸模封闭式点水冷装置,其特征在于:所述第二输水管路(7)的半径小于所述第一输水管路(1)。
5.根据权利要求4所述的一种倾铸模封闭式点水冷装置,其特征在于:所述第一进水管(5)位于所述第一封闭管套(3)的正下方,所述第一回水管(6)位于所述第一封闭管套(3)的侧部。
6.根据权利要求5所述的一种倾铸模封闭式点水冷装置,其特征在于:所述第一回水管(6)的口径大于所述第一进水管(5)。
7.根据权利要求6所述的一种倾铸模封闭式点水冷装置,其特征在于:所述第二进水管(10)位于所述第二封闭管套(9)的正下方,所述第二回水管(11)位于所述第二封闭管套(9)的侧部。
8.根据权利要求7所述的一种倾铸模封闭式点水冷装置,其特征在于:所述第二回水管(11)的口径大于所述第二进水管(10)。
技术总结
本技术属于铸造技术领域,提供了一种倾铸模封闭式点水冷装置,包括呈环状的第一输水管路,设置在所述第一输水管路上的第一输水管,若干沿所述第一输水管路圆周方向设置的第一封闭管套,所述第一封闭管套的上端焊接封闭在下模上、下端通过第一进水管和第一回水管与所述第一输水管路连接。本技术通过设置输水管路、输水管、封闭式管套、进水管和回收管等结构,将传统的风冷改为水冷,并实现封闭式点水冷,封闭式点水冷冷却位置全部焊接封闭,不仅避免了机台底部溢水或流到模具其他部位,影响模具整体温场的问题,起到了安全、环保及高效等效果,而且极大的降低模具冷却时间,提高铸造效率,单班平均产量最高能达到140件左右。
技术研发人员:胡圣泉,陈群智,何灿东,陈木星
受保护的技术使用者:佛山市灿东模具技术有限公司
技术研发日:20230302
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!