一种抑制镍基高温合金卫星粉形成的雾化装置及生产方法与流程
本发明涉及粉末冶金和3d打印,尤其涉及一种抑制镍基高温合金卫星粉形成的雾化装置及生产方法。
背景技术:
1、高温合金粉末是先进粉末冶金技术和3d打印技术的重要原材料。目前,高温合金粉末的制备方法主要有等离子旋转电极法(plasma rotating electrode process,prep)和氩气雾化法(argon atomization,aa)两种。与prep法相比,aa法制备的粉末具有细粉收得率高、成本低、平均粒径小和显微组织均匀等优点,但是也存在卫星粉多和球形度差等粉末形貌的缺陷。卫星粉一般是指小尺寸粉末粘附在大尺寸粉末表面形成卫星状的粉末结构,卫星粉会降低粉末的球形度、流动性和松装密度等,是气雾化制粉中常见的一种缺陷。
2、粉末形貌对粉末流动性、松装密度以及振实密度具有显著影响,最终会影响制件的组织均匀性和性能稳定性。随着航空发动机可靠性的不断提高,对高温合金涡轮盘的组织均匀性和性能稳定性要求越来越高,从而对粉末形貌、松装密度以及振实密度提出了更加严苛的要求,迅速发展的3d打印技术,对3d打印用粉末形貌和流动性有着更严格的要求。
3、高球形度粉末具有流动性好、松装密度和振实密度高等一系列优点,从而在3d打印等先进制造领域得到越来越广泛的应用。特别是对粉末形貌要求更高的选区激光熔化等成形技术,高球形度粉末具有更加明显的优势。因此,氩气雾化高温合金粉末形貌的改善对粉末流动和堆积特性的提升具有重要的作用。
4、现有装置主要采用物理遮挡的方法对粉末颗粒/液滴回流进行阻挡,通过减少粉末颗粒/液滴回流至雾化锥,抑制卫星粉的形成。但是,该类装置无法实现对粉末颗粒/液滴的完全阻挡,仍会有部分颗粒/液滴绕过遮挡底部回流至雾化锥,导致颗粒/液滴和雾化锥内的液滴发生碰撞粘附,制备的粉末中仍含有一定比例的卫星粉。
技术实现思路
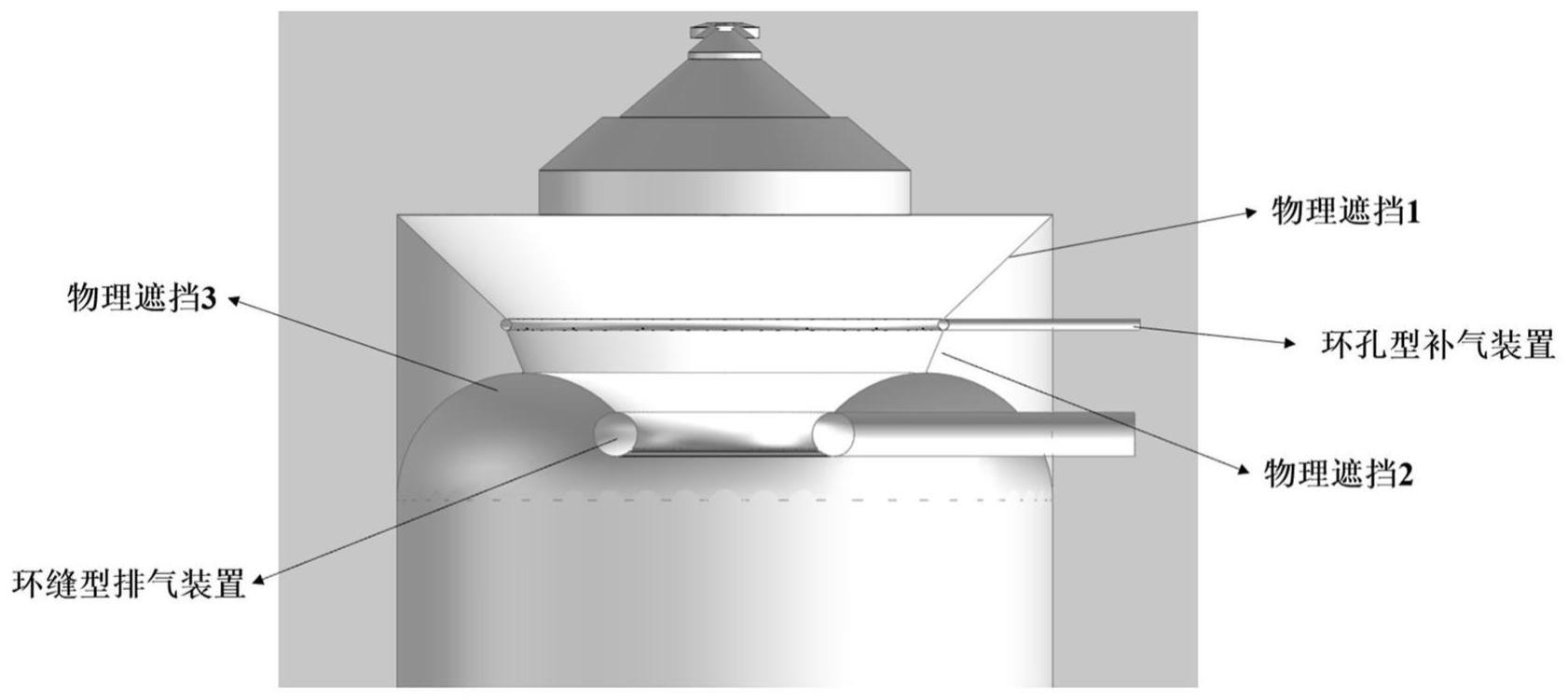
1、本发明的第一个方面提供了一种抑制镍基高温合金卫星粉形成的雾化装置,包括雾化器和雾化室,所述雾化器包括物理遮挡1、物理遮挡2、物理遮挡3、环孔型补气装置、环缝型排气装置;所述雾化器的有效雾化区周围设置物理遮挡1,所述物理遮挡1的下部设置环孔型补气装置,所述环孔型补气装置的底部设置物理遮挡2,物理遮挡3和环缝型排气装置。
2、使用上述雾化装置能够有效减少炉内粉末颗粒/液滴回流至雾化室顶部,有效降低颗粒/液滴之间碰撞,为高球形度、高流动性金属粉末的制备提供技术参考。
3、在一些实施方式中,所述环孔型补气装置的进气管道的内径为20mm~25mm,环孔数量为16个或者32个,环孔直径为2mm~5mm。
4、环孔型补气装置的内径、环孔数量和环孔直径通过影响管道截面积和平均流速对气体流量产生明显影响,进而对粉末颗粒/液滴回流产生显著影响,最终对镍基高温合金的球形度有重要影响。一方面,在一定的补气压力下,环孔型补气装置的内径过大、环孔数量越多和环孔直径越大,会导致补气的气体速度越低,向下的气体流量无法抵消粉末颗粒/液滴向上的回流量,没有在此处形成微正压状态,无法有效抑制粉末颗粒/液滴的回流;另一方面,内径过小、环孔数量越少和环孔直径越小,会导致补气的管道截面积越低,较低的气体流量无法阻止部分粉末颗粒/液滴的回流,微正压状态无法在此处形成,两种情况下均会导致镍基高温合金的球形度较低。
5、在一些实施方式中,所述环缝型排气装置的出气管道的内径为40mm~45mm,环缝宽度为5mm~10mm,环缝和水平面的夹角为45°~50°。
6、环缝型排气装置的出气管道的内径、环缝宽度、环缝和水平面的夹角同样对粉末颗粒/液滴的排出效果产生明显影响,进而对镍基高温合金的品质有显著影响。一方面,环缝型排气装置的出气管道的内径过大、环缝宽度越宽、环缝和水平面的夹角越大,排出管道对回流粉末颗粒/液滴的排出速度越小,会导致对回流粉末颗粒/液滴的排出效果较差,部分颗粒/液滴绕过排气装置底部继续回流至雾化室顶部;另一方面,内径过小、环缝宽度越窄、环缝和水平面的夹角越小,排出管道的截面积越小,导致大量颗粒/液滴来不及排出,二者均会导致粉末球形度降低。
7、在一些实施方式中,所述物理遮挡1、物理遮挡2和物理遮挡3的厚度均为2mm~5mm。
8、在一些实施方式中,所述物理遮挡3为圆弧形遮挡结构。
9、在一些实施方式中,所述物理遮挡1、物理遮挡2、物理遮挡3、环孔型补气装置、环缝型排气装置的材质均包括不锈钢、铝合金、铜合金、镍基高温合金、钛合金中的至少一种。
10、进一步地,所述物理遮挡1、物理遮挡2、物理遮挡3、环孔型补气装置、环缝型排气装置的材质均为不锈钢。
11、工作原理:该装置共分为2个部分,第一部分,物理遮挡3和环缝型排气装置,其主要作用是,当回流的粉末颗粒/液滴回流至物理遮挡3底部时,颗粒/液滴流会沿着物理遮挡3底部圆弧运动至环缝型排气装置位置,最终颗粒/液滴流经环缝被排出雾化室外部;第二部分,物理遮挡1、物理遮挡2和环孔型补气装置,其主要作用是,当未被完全排出的颗粒/液滴流到达环孔型补气装置底部时,由于补气的存在,使该处处于微正压状态,抑制未被排气装置排出的颗粒/液滴流继续回流至雾化室顶部,防止回流颗粒/液滴和雾化锥内的液滴发生碰撞,达到提高粉末球形度的目的。
12、本发明的第二个方面提供了一种抑制镍基高温合金卫星粉形成的生产方法,包括:高温合金熔体经由导流管流入雾化室,经高压雾化气体破碎,同时开启雾化器中的环缝型补气装置和环孔型排气装置,得到高温合金粉末。
13、在一些实施方式中,所述高压雾化气体的雾化压力为2.5~3.5mpa。
14、在一些实施方式中,所述环缝型补气装置的补气压力0.4~0.8mpa,环孔型排气装置的排气压力0.5~0.6mpa。
15、在一些实施方式中,所述环缝型补气装置的入口和环孔型排气装置的出口的气体温度均为环境温度。
16、与现有技术相比,本发明具有以下有益效果:
17、通过采用抑制镍基高温合金卫星粉形成的方法,能够显著改善雾化炉内的气体流场分布,减少粉末颗粒/液滴之间的有效碰撞,降低颗粒回流至雾化室顶部的机率。从而得到卫星粉含量较少的镍基高温合金粉末,明显提高粉末的流动性和铺粉均匀性,助力先进粉末冶金技术和3d打印技术镍基高温合金粉末的快速发展。
技术特征:
1.一种抑制镍基高温合金卫星粉形成的雾化装置,包括雾化器和雾化室,其特征在于,所述雾化器包括物理遮挡1、物理遮挡2、物理遮挡3、环孔型补气装置、环缝型排气装置;所述雾化器的有效雾化区周围设置物理遮挡1,所述物理遮挡1的下部设置环孔型补气装置,所述环孔型补气装置的底部设置物理遮挡2、物理遮挡3和环缝型排气装置,所述物理遮挡3的底部设置环缝型排气装置。
2.根据权利要求1所述的抑制镍基高温合金卫星粉形成的雾化装置,其特征在于,所述环孔型补气装置的进气管道的内径为20mm~25mm,环孔数量为16个或者32个,环孔直径为2mm~5mm。
3.根据权利要求1所述的抑制镍基高温合金卫星粉形成的雾化装置,其特征在于,所述环缝型排气装置的出气管道的内径为40mm~45mm,环缝宽度为5mm~10mm,环缝和水平面的夹角为45°~50°。
4.根据权利要求1所述的抑制镍基高温合金卫星粉形成的雾化装置,其特征在于,所述物理遮挡1、物理遮挡2和物理遮挡3的厚度均为2mm~5mm。
5.根据权利要求1所述的抑制镍基高温合金卫星粉形成的雾化装置,其特征在于,所述物理遮挡3为圆弧形遮挡结构,圆弧半径为230~240mm,圆弧角度为130~140°。
6.根据权利要求1所述的抑制镍基高温合金卫星粉形成的雾化装置,其特征在于,所述物理遮挡1、物理遮挡2、物理遮挡3、环孔型补气装置、环缝型排气装置的材质均包括不锈钢、铝合金、铜合金、镍基高温合金、钛合金中的至少一种。
7.一种抑制镍基高温合金卫星粉形成的生产方法,其特征在于,包括:高温合金熔体经由导流管流入雾化室,经高压雾化气体破碎,同时开启雾化器中的环缝型补气装置和环孔型排气装置,得到高温合金粉末。
8.根据权利要求7所述的抑制镍基高温合金卫星粉形成的生产方法,其特征在于,所述高压雾化气体的雾化压力为2.5~3.5mpa。
9.根据权利要求7所述的抑制镍基高温合金卫星粉形成的生产方法,其特征在于,所述环缝型补气装置的补气压力0.4~0.8mpa,环孔型排气装置的排气压力0.5~0.6mpa。
10.根据权利要求7所述的抑制镍基高温合金卫星粉形成的生产方法,其特征在于,所述环缝型补气装置的入口和环孔型排气装置的出口的气体温度均为环境温度。
技术总结
本发明涉及粉末冶金和3D打印技术领域,尤其涉及一种抑制镍基高温合金卫星粉形成的雾化装置及生产方法,包括雾化器和雾化室,所述雾化器包括物理遮挡1、物理遮挡2、物理遮挡3、环孔型补气装置、环缝型排气装置;所述雾化室的有效雾化区周围设置物理遮挡1,所述物理遮挡1的下部设置环孔型补气装置,所述环孔型补气装置的底部设置物理遮挡2,物理遮挡3和环缝型排气装置。通过采用抑制镍基高温合金卫星粉形成的方法,能够显著改善雾化炉内的气体流场分布,减少粉末颗粒/液滴之间的有效碰撞,降低颗粒回流至雾化室顶部的机率。
技术研发人员:张利冲,王双喜,许文勇,李周,张国庆
受保护的技术使用者:中国航发北京航空材料研究院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!