一种齿科用高性能钛锆合金小规格棒材的制备方法与流程
本发明属于钛合金材料加工,具体涉及一种齿科用高性能钛锆合金小规格棒材的制备方法。
背景技术:
1、自骨结合理论提出后,纯钛和钛合金一直是口腔种植体的首选材料。纯钛具有良好的生物相容性、力学性能和耐腐蚀性等优点,是齿科、骨科、创伤等医用器械领域的重要材料,主要用于口腔种植体、牙冠、固定桥、义齿支架等。近年来,随着医用材料领域的迅猛发展,为了提高新型齿科类器械的安全可靠性、延长寿命,医用材料的设计发展趋势以更高强度及高塑性的良好匹配性为主要目的。而目前种植体用的纯钛材强度及耐磨性较差,大多都需进行表面处理才可临床应用。鉴于此,最新发展出了一种新型高强度高耐磨性的钛锆合金,而该合金在常规热加工工艺下获得的钛锆合金棒材的强度和塑性无法达到良好的力学匹配性和质量稳定性,且大多都需要对其进行增氧,而使杂质氧含量增加到0.3%的较高值,才能使合金抗拉强度达到864mpa,屈服强度达到735mpa,维氏硬度为267。然而,对于人体口腔用种植体器械的洁净化和安全性问题,增氧方法会增加材料的内部晶体缺陷,从而导致器械发生即时断裂风险。因此,医院及医疗器械公司对钛锆加工材一般都要求氧含量在0.15%以下。而针对这种杂质含量较小的钛锆合金,根据一般常规的加工制备方法很难获得齿科钛锆棒材所需的高强度和高塑性。
技术实现思路
1、本发明所要解决的技术问题在于针对上述现有技术的不足,提供一种齿科用高性能钛锆合金小规格棒材的制备方法。该方法通过对原料锭坯中氧含量进行限定,结合采用等温锻造、精锻和温轧、冷旋锻工艺,充分细化晶粒,促进原料锭坯充分变形,提高棒材组织均匀性和稳定性,从而获得纯净度高、氧含量低、强度和塑性均高且匹配性良好的钛锆合金小规格棒材,解决了齿科用钛锆合金小规格棒材中氧含量低与高强度和塑性性能难以兼具的问题。
2、为解决上述技术问题,本发明采用的技术方案为:一种齿科用高性能钛锆合金小规格棒材的制备方法,其特征在于,该方法包括以下步骤:
3、步骤一、取氧质量含量小于0.15%的钛锆合金圆柱锭坯置于热成形设备上进行热成形等温锻造,按照三维坐标系依次沿着钛锆合金圆柱锭坯的纵向y轴、横向x轴、横向z轴方向进行压制,制坯后水冷,得到方棒坯;
4、步骤二、将步骤一中得到的方棒坯置于精锻机上进行精锻,得到圆锻棒坯;
5、步骤三、采用横列棒材轧机对步骤二中得到的圆锻棒坯进行温轧,然后依次经方形、圆形、扁形、扁形孔型循环交叉轧制,再经两道次圆形孔型轧制,空冷后得到圆轧棒;
6、步骤四、采用精密旋锻机对步骤三中得到的圆轧棒进行冷旋锻,得到加工态小规格棒材;
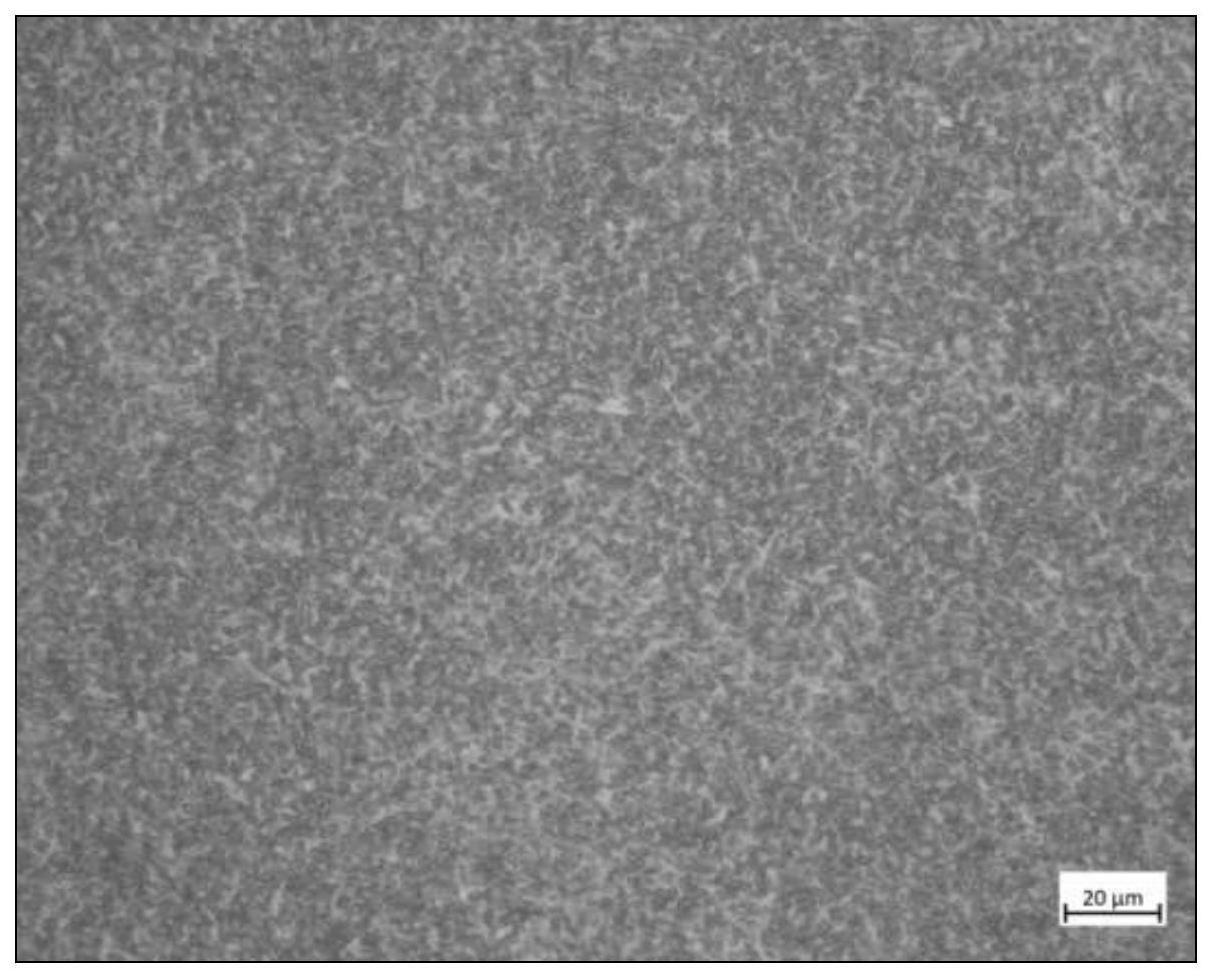
7、步骤五、对步骤四中得到的加工态小规格棒材进行真空退火,得到齿科用高性能钛锆合金小规格棒材;所述齿科用高性能钛锆合金小规格棒材的显微组织为a1级,力学性能为:抗拉强度767mpa~877mpa,屈服强度638mpa~782mpa,延伸率15%~20%,显微硬度hv 254~268。
8、本发明首先通过热成形等温锻造和精锻使得钛锆合金铸锭转化为圆锻棒坯,并使得晶粒初步细化,然后采用温轧实现大变形,并产生高含量的马氏体,随后通过冷旋锻进一步大变形,在组织内部较大体积的马氏体内部又生成二次马氏体,并围绕初次马氏体周围生成大量的位错胞结构,获得纳米及亚微米级尺寸(~1μm)的晶粒,提高了棒材的强度;再通过真空退火,在保证只减少组织中的位错胞等晶体缺陷的同时,使晶粒尺寸均匀达到临界等轴亚微米晶,在保持棒材高强度的同时提高其塑性,且两者匹配性良好。
9、上述的一种齿科用高性能钛锆合金小规格棒材的制备方法,其特征在于,步骤一中所述钛锆合金圆柱锭坯的规格直径×高度为φ160mm×320mm;步骤二中所述圆锻棒坯的直径为φ50mm;步骤三中所述圆轧棒的直径为φ14mm~φ22.5mm;步骤四中所述加工态小规格棒材的直径为φ6mm~φ10mm。
10、上述的一种齿科用高性能钛锆合金小规格棒材的制备方法,其特征在于,步骤一中所述热成形等温锻造的加热温度为800℃~900℃,保温时间为60min~90min,所述压制的道次变形量分别为50%,下压速度为0.3mm/s~0.4mm/s。
11、上述的一种齿科用高性能钛锆合金小规格棒材的制备方法,其特征在于,步骤二中所述精锻的温度为750℃~800℃,保温时间为60min。
12、上述的一种齿科用高性能钛锆合金小规格棒材的制备方法,其特征在于,步骤三中所述温轧的道次变形量为15%~25%,总变形量为80%~92%,且温轧的温度保持为600℃~700℃,保温时间为30min~60min。
13、上述的一种齿科用高性能钛锆合金小规格棒材的制备方法,其特征在于,步骤四中所述冷旋锻的总变形量为72%~86%,且每道次冷旋锻后均进行退火,冷旋锻的退火温度为500℃~550℃,保温时间为20min~30min。
14、上述的一种齿科用高性能钛锆合金小规格棒材的制备方法,其特征在于,步骤五中所述真空退火的温度为600℃~700℃,保温时间为10min~30min。
15、本发明与现有技术相比具有以下优点:
16、1、本发明首先选择氧质量含量小于0.15%的钛锆合金圆柱锭坯作为原料,从源头上保证钛锆合金的杂质元素达到齿科器械的洁净化要求,有效防止微量杂质元素造成的晶体内部缺陷而导致齿科终端产品的断裂失效。
17、2、本发明采用等温锻造充分破碎原料中的晶粒以获得初步的细晶化组织,然后采用精锻工艺对细晶的方棒坯进行径向锻造以获得圆锻棒坯,使得方棒坯的径向承受均匀挤压,减少了裂纹和锻比火次,提高了目标产物棒材的表面质量和内在质量。
18、3、本发明通过控制温轧工艺的温度为钛锆合金的再结晶温度,实现了棒材内部组织的最终均匀变形,减少了加工流线的产生,提高了目标产物棒材的组织稳定性和抗拉强度。
19、4、本发明通过控制冷旋锻工艺,确保工艺变形量达到小规格棒材的加工变形极限,并提高了加工态小规格棒材的直线度和精度,为后续退火提供良好前提。
20、5、本发明制备的钛锆合金小规格棒材洁净度高,氧含量低,显微组织细小且均匀性好,强度、塑性均较高,通常抗拉强度可达到口腔种植体要求的700mpa以上,延伸率可达到15%以上,且两者匹配性良好,适合于齿科用。
21、下面通过附图和实施例对本发明的技术方案作进一步的详细描述。
技术特征:
1.一种齿科用高性能钛锆合金小规格棒材的制备方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的一种齿科用高性能钛锆合金小规格棒材的制备方法,其特征在于,步骤一中所述钛锆合金圆柱锭坯的规格直径×高度为φ160mm×320mm;步骤二中所述圆锻棒坯的直径为φ50mm;步骤三中所述圆轧棒的直径为φ14mm~φ22.5mm;步骤四中所述加工态小规格棒材的直径为φ6mm~φ10mm。
3.根据权利要求1所述的一种齿科用高性能钛锆合金小规格棒材的制备方法,其特征在于,步骤一中所述热成形等温锻造的加热温度为800℃~900℃,保温时间为60min~90min,所述压制的道次变形量分别为50%,下压速度为0.3mm/s~0.4mm/s。
4.根据权利要求1所述的一种齿科用高性能钛锆合金小规格棒材的制备方法,其特征在于,步骤二中所述精锻的温度为750℃~800℃,保温时间为60min。
5.根据权利要求1所述的一种齿科用高性能钛锆合金小规格棒材的制备方法,其特征在于,步骤三中所述温轧的道次变形量为15%~25%,总变形量为80%~92%,且温轧的温度保持为600℃~700℃,保温时间为30min~60min。
6.根据权利要求1所述的一种齿科用高性能钛锆合金小规格棒材的制备方法,其特征在于,步骤四中所述冷旋锻的总变形量为72%~86%,且每道次冷旋锻后均进行退火,冷旋锻的退火温度为500℃~550℃,保温时间为20min~30min。
7.根据权利要求1所述的一种齿科用高性能钛锆合金小规格棒材的制备方法,其特征在于,步骤五中所述真空退火的温度为600℃~700℃,保温时间为10min~30min。
技术总结
本发明公开了一种齿科用高性能钛锆合金小规格棒材的制备方法,该方法包括:一、取氧质量含量小于0.15%的钛锆合金圆柱锭坯进行热成形等温锻造;二、精锻;三、温轧后依次经方形、圆形、扁形、扁形孔型循环交叉轧制及两道次圆形孔型轧制;四、冷旋锻;五、真空退火。本发明通过对原料锭坯中氧含量进行限定,结合采用等温锻造、精锻和温轧、冷旋锻工艺,充分细化晶粒,促进原料锭坯充分变形,提高棒材组织均匀性和稳定性,从而获得纯净度高、氧含量低、强度和塑性均高且匹配性良好的钛锆合金小规格棒材,适宜于齿科用。
技术研发人员:麻西群,余森,程军,周文昊,王岚,徐伯文
受保护的技术使用者:西北有色金属研究院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!