钢轨焊缝自动冷却装置的制作方法
本发明涉及钢轨加工冷却,具体为一种钢轨焊缝自动冷却装置。
背景技术:
1、钢轨焊接工艺中,为细化钢轨焊缝晶粒,提高焊缝和热影响的冲击韧性,需对钢轨焊缝进行热处理,即将钢轨焊缝加热至900±20℃,然后通过喷风冷却,提高焊缝硬度和金属冲击韧性。
2、现行的工艺钢轨焊缝经热处理后,表面温度仍有400℃以上,心部温度高达600℃以上,雨水天气时,高温焊缝若直接接触雨水,高温焊缝金属组织快速冷却,易形成马氏体组织,并伴随产生微裂纹,影响钢轨焊缝质量,上道使用后甚至危害行车安全。
3、目前针对雨水天气焊缝高温时采取的主要措施是焊缝在热处理后再利用热处理设备的喷风装置进行二次喷风冷却,待温度降低至200℃以后再通过辊道线输送出生产线,进入半成品轨场,采取在热处理后再利用热处理设备的喷风装置进行二次喷风冷却的措施会造成每个焊缝加工时间延长10分钟,生产效率降低至正常生产时的一半,在生产任务紧张时,焊接生产压力特别大,生产线职工需加班加点,才能完成钢轨焊接生产任务。
技术实现思路
1、针对现有技术的不足,本发明提供了一种钢轨焊缝自动冷却装置,具备冷却效率高等优点,解决了生产效率降低至正常生产时的一半的问题。
2、为实现上述目的,本发明提供如下技术方案:钢轨焊缝自动冷却装置,包括底板和四个支撑杆,四个所述支撑杆分别固定在底板下表面的四角,所述底板的上表面设置走行机构,所述走行机构上设置有用于冷却钢轨焊缝吹风机构,所述走行机构上设置有用于支撑钢轨的支撑组件;
3、其中,走行机构包括数量为两个的滑轨,两个所述滑轨均固定在底板上,两个所述滑轨平行设置,两个所述滑轨的外侧均滑动连接有两个滑块,所述滑块的上表面固定有底座,所述底板下表面的左右两侧均固定有轴承座,两个所述轴承座相对的一侧之间转动连接有丝杆,所述底板的左侧通过螺栓固定有输出端贯穿并延伸至左侧轴承座内部的电机,所述丝杆的外侧螺纹连接有一侧固定在底座下表面的传动板。
4、进一步,两个所述滑轨呈对称分布在底板竖向中轴线的前后两侧,两个所述滑轨的长度相等。
5、进一步,所述底板的内部开设有供传动板左右移动的方形口,所述传动板间隙配合在方形口的内部。
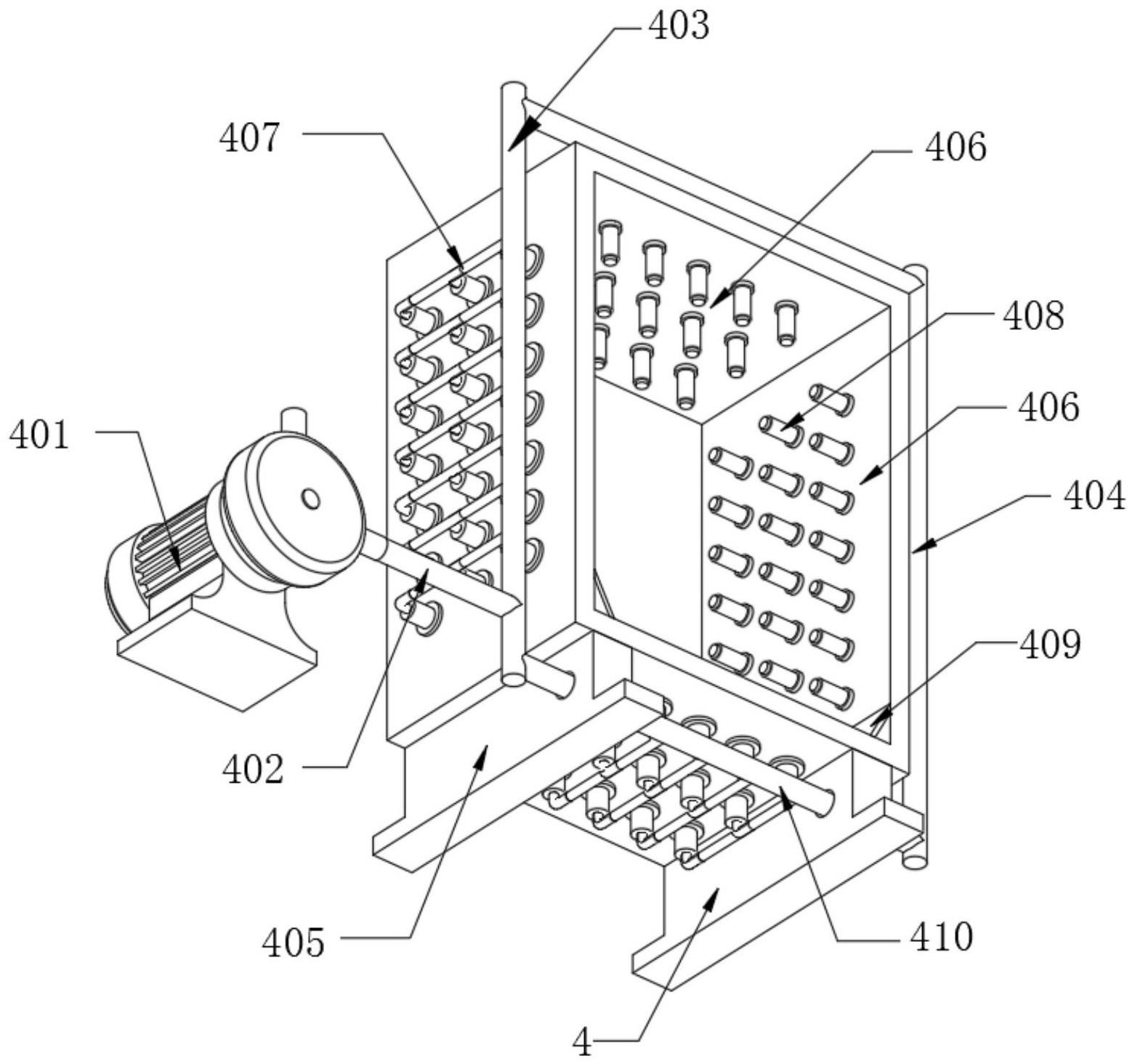
6、进一步,所述吹风机构包括固定在底座上表面的气泵,所述气泵的输出端连通有出气管,所述出气管远离气泵的一端连通有第一导气管,所述第一导气管外表面的上下两侧均连通有横向导气管,两个所述横向导气管远离第一导气管的一端连通有同一个第二导气管,所述吹风机构还包括数量为两个且均通过螺栓固定在底座上的支撑脚,所述支撑脚的上端面固定有支架,所述第一导气管、第二导气管和两个横向导气管的外侧均连通有若干个输气管,其中一个所述输气管的外侧连通有若干个喷嘴,所述支架内壁的底部固定有两个加强筋,两个所述加强筋的另一侧分别与支架内壁的左右两侧固定连接。
7、进一步,所述喷嘴远离输气管的一端贯穿并延伸至支架的内部。
8、进一步,所述第一导气管、第二导气管和两个横向导气管均为不锈钢管。
9、进一步,两个所述支撑脚的内部均开设有供下侧横向导气管贯穿的贯穿通孔,所述支架的形状为口字型。
10、进一步,所述支撑组件包括两个承载架,两个所述承载架均贴合在底座的上表面,所述承载架前后两侧均一体成型设置有安装耳,所述安装耳通过螺栓固定在底座的上表面,所述承载架的内部开设有凹槽,所述凹槽内壁的前后两侧之间固定有轴杆,所述轴杆的外侧转动连接有滚筒。
11、进一步,所述承载架的形状为u字型,两个所述承载架平行设置。
12、进一步,两个所述承载架分别位于支架的左右两侧,两个所述滚筒位于同一横向线上。
13、与现有技术相比,本申请的技术方案具备以下有益效果:
14、1、该钢轨焊缝自动冷却装置,通过电机驱动丝杆从而使得底座上的吹风机构在钢轨的外侧移动,通过喷嘴将气泵产生的气流吹送至钢轨的焊缝处,从而对钢轨的焊缝处进行冷却处理,即在原有的生产流水线布局,增加一个焊缝二次喷风冷却工位能够大大提高长钢轨焊接生产效益,大幅度减轻职工生产压力,并能实现在雨雪天气时,杜绝环境因素对高温焊缝快速冷却造成的不利影响,保证了雨雪天气的钢轨焊接质量,提高了焊接生产效率。
15、2、该钢轨焊缝自动冷却装置,通过设置两个承载架对钢轨起到支撑的作用,且两个承载架在移动时两个滚筒在钢轨的下端面滚动,同时两个承载架还对钢轨起到支撑的作用,有效的提升钢轨在支架内部移动时候的稳定性。
技术特征:
1.钢轨焊缝自动冷却装置,包括底板(1)和四个支撑杆(2),其特征在于:四个所述支撑杆(2)分别固定在底板(1)下表面的四角,所述底板(1)的上表面设置走行机构(3),所述走行机构(3)上设置有用于冷却钢轨焊缝吹风机构(4),所述走行机构(3)上设置有用于支撑钢轨的支撑组件(5);
2.根据权利要求1所述的钢轨焊缝自动冷却装置,其特征在于:两个所述滑轨(301)呈对称分布在底板(1)竖向中轴线的前后两侧,两个所述滑轨(301)的长度相等。
3.根据权利要求1所述的钢轨焊缝自动冷却装置,其特征在于:所述底板(1)的内部开设有供传动板(307)左右移动的方形口,所述传动板(307)间隙配合在方形口的内部。
4.根据权利要求1所述的钢轨焊缝自动冷却装置,其特征在于:所述吹风机构(4)包括固定在底座(303)上表面的气泵(401),所述气泵(401)的输出端连通有出气管(402),所述出气管(402)远离气泵(401)的一端连通有第一导气管(403),所述第一导气管(403)外表面的上下两侧均连通有横向导气管(410),两个所述横向导气管(410)远离第一导气管(403)的一端连通有同一个第二导气管(404),所述吹风机构(4)还包括数量为两个且均通过螺栓固定在底座(303)上的支撑脚(405),所述支撑脚(405)的上端面固定有支架(406),所述第一导气管(403)、第二导气管(404)和两个横向导气管(410)的外侧均连通有若干个输气管(407),其中一个所述输气管(407)的外侧连通有若干个喷嘴(408),所述支架(406)内壁的底部固定有两个加强筋(409),两个所述加强筋(409)的另一侧分别与支架(406)内壁的左右两侧固定连接。
5.根据权利要求4所述的钢轨焊缝自动冷却装置,其特征在于:所述喷嘴(408)远离输气管(407)的一端贯穿并延伸至支架(406)的内部。
6.根据权利要求4所述的钢轨焊缝自动冷却装置,其特征在于:所述第一导气管(403)、第二导气管(404)和两个横向导气管(410)均为不锈钢管。
7.根据权利要求4所述的钢轨焊缝自动冷却装置,其特征在于:两个所述支撑脚(405)的内部均开设有供下侧横向导气管(410)贯穿的贯穿通孔,所述支架(406)的形状为口字型。
8.根据权利要求1所述的钢轨焊缝自动冷却装置,其特征在于:所述支撑组件(5)包括两个承载架(501),两个所述承载架(501)均贴合在底座(303)的上表面,所述承载架(501)前后两侧均一体成型设置有安装耳(502),所述安装耳(502)通过螺栓固定在底座(303)的上表面,所述承载架(501)的内部开设有凹槽(503),所述凹槽(503)内壁的前后两侧之间固定有轴杆(504),所述轴杆(504)的外侧转动连接有滚筒(505)。
9.根据权利要求8所述的钢轨焊缝自动冷却装置,其特征在于:所述承载架(501)的形状为u字型,两个所述承载架(501)平行设置。
10.根据权利要求8所述的钢轨焊缝自动冷却装置,其特征在于:两个所述承载架(501)分别位于支架(406)的左右两侧,两个所述滚筒(505)位于同一横向线上。
技术总结
本发明涉及钢轨焊缝自动冷却装置,包括底板和四个支撑杆,四个所述支撑杆分别固定在底板下表面的四角,所述底板的上表面设置走行机构,所述走行机构上设置有用于冷却钢轨焊缝吹风机构。该钢轨焊缝自动冷却装置,通过电机驱动丝杆从而使得底座上的吹风机构在钢轨的外侧移动,通过喷嘴将气泵产生的气流吹送至钢轨的焊缝处,从而对钢轨的焊缝处进行冷却处理,即在原有的生产流水线布局,增加一个焊缝二次喷风冷却工位能够大大提高长钢轨焊接生产效益,大幅度减轻职工生产压力,并能实现在雨雪天气时,杜绝环境因素对高温焊缝快速冷却造成的不利影响,保证了雨雪天气的钢轨焊接质量,提高了焊接生产效率。
技术研发人员:张瀚方,黎伟
受保护的技术使用者:中国铁路武汉局集团有限公司武汉工务大修段
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!