一种金属零件的氮氧化处理工艺的制作方法
本发明涉及金属处理,尤其涉及一种金属零件的氮氧化处理工艺。
背景技术:
1、对于任何金属零件来说,抗疲劳、耐磨、高强度、美观是金属零件表面的基本要求,尤其是金属器件在严酷环境下使用,需要具备更加良好的耐酸、碱、盐等腐蚀的功能,金属制品在生产的时候需要对其进行防腐蚀工艺,抗腐蚀气体氮氧化处理工艺是一种在金属零件表面渗入氮和碳,在金属表面生成氮碳化合物层,然后再通过高温氧化在金属表面生成黑色氧化膜,氮碳化合物层和氧化膜具有超高的硬度和超强的抗腐蚀性能,目前的氮氧化工艺,通常在氮化炉升到特定温度下加入不同的化学原料在一定的时间内进行氮化,再进行冷却等后处理工艺,其炉温,通入原料的速率、分解率均会影响氮氧化处理效果。因此,选择何种原料,以何种比例、速率通入炉内对提高氮氧化工艺的处理效果,具有重要意义,是值得研究的课题领域。
技术实现思路
1、本发明提出的一种金属零件的氮氧化处理工艺,以氨气、甲醇、三乙醇胺三种原料为氮化原料,以氢氧化钠溶液作为氧化原料,通过控制原料的通入炉内的比例、速率,以提高氮氧化工艺的处理效果,其氮碳化合物层和氧化膜具有超高的硬度和超强的抗腐蚀性能,增加金属零件的耐磨性能,抗冲击性能,耐疲劳性能,机械强度,大幅提升金属零件的使用寿命。
2、为了实现上述目的,本发明采用了如下技术方案:
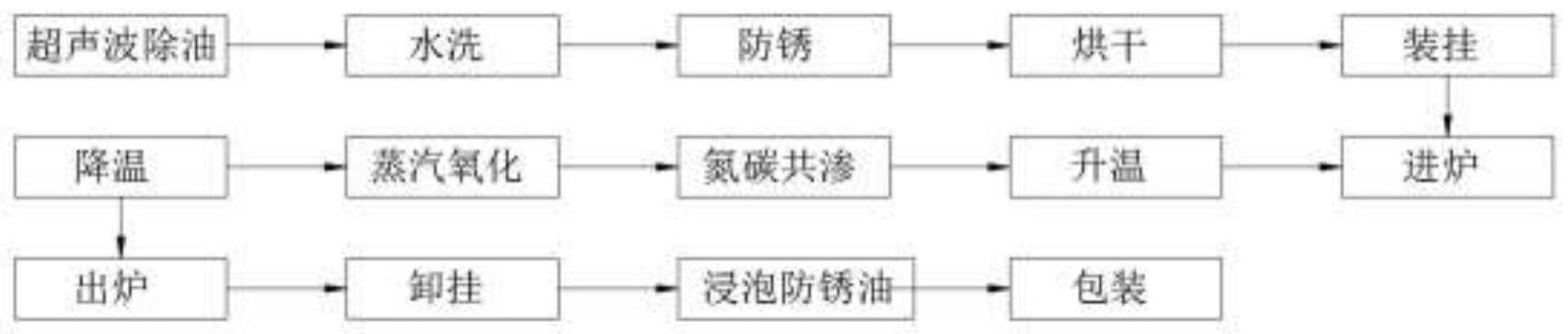
3、一种金属零件的氮氧化处理工艺,包括如下步骤:
4、s1、将金属表面进行清洁预处理;
5、s2、将产品装挂,且整齐摆放,吊进氮化炉,盖好炉盖并进行密封;
6、s3、启动氮化炉开始升温,当温度达到520--580℃区间后,同时通入氨气、甲醇、三乙醇胺三种原料,氨分解率控制在15-35%之间,甲醇控制在50-55毫升/分钟,三乙醇胺控制在30-40毫升/分钟,氮碳共渗处理时间为4-5小时;氮碳共渗结束以后,停止通入氨气、甲醇、三醇乙胺,并开启真空泵把炉内残余气体抽出干净;
7、s4、以30-50毫升/分钟的流量通入含10-15%氢氧化钠的蒸馏水溶液进行氧化处理,处理时间为30-60分钟。
8、s5,氮氧化处理后的金属出炉后进行浸泡防锈油及包装。
9、具体的,所述s1中包括:
10、s11:超声波除油:将金属制品导入5%~10%的除油剂中,且处理温度60-80℃,时间10-20分钟;
11、s12:水洗:将除油完毕的金属制品导入ph值为7-8的清水中,浸泡2-5分钟;
12、s13:防锈:将水洗完毕的金属制品导入5%~10%的防锈剂中,且处理温度60-80℃,时间1-3分钟;
13、s14:烘干:将防锈完毕的金属制品导入热风温度为60-80℃的烘干装置中,且烘干时间为30-40分钟。
14、具体的,所述s5中,浸泡防锈油:在常温防锈油浸泡1--3分钟。
15、具体的,经过所述s3、s4中制得的金属,其金相组织中,最表层为黑色的(fe4o3)氧化膜,次层为氮碳化合物层,再次层为扩散层,里层为金属基体原始组织。
16、本发明的有益效果为:
17、金属零件的氮氧化处理工艺是一种在金属零件表面渗入氮和碳,在金属表面生成氮碳化合物层,然后再通过高温氧化在金属表面生成黑色氧化膜,氮碳化合物层和氧化膜具有超高的硬度和超强的抗腐蚀性能,增加金属零件的耐磨性能,抗冲击性能,耐疲劳性能,机械强度,大幅提升金属零件的使用寿命,本发明中的氮氧化处理工艺是一种创新工艺,以氨气、甲醇、三乙醇胺三种原料为氮化原料,以氢氧化钠溶液作为氧化原料,控制氨分解率及控制甲醇、三乙醇胺的流量在一个较佳的数值区间,提高氮化效果;再通过氢氧化钠进行氧化,且调配好氢氧化钠的浓度及控制通入的流量,大幅度提高了金属表面处理效果,使金属零件使用寿命大大提升,经过本发明中的氮氧化处理工艺处理过的金属零件比原态金属零件的寿命可提高10倍以上。且本发明中的氮氧化处理工艺在环保方面,没有固废产生,对环境友好。
技术特征:
1.一种金属零件的氮氧化处理工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种金属零件的氮氧化处理工艺,其特征在于,所述s1中包括:
3.根据权利要求1所述的一种金属零件的氮氧化处理工艺,其特征在于,所述s5中,浸泡防锈油:在常温防锈油浸泡1--3分钟。
4.根据权利要求1所述的一种金属零件的氮氧化处理工艺,其特征在于,经过所述s3、s4中制得的金属,其金相组织中,最表层为黑色的(fe4o3)氧化膜,次层为氮碳化合物层,再次层为扩散层,里层为金属基体原始组织。
技术总结
本发明公开了一种金属零件的氮氧化处理工艺,涉及金属处理技术领域,包括如下步骤:S1、将金属表面进行清洁预处理;S2、将产品装挂;S3、启动氮化炉开始升温,通入氨气、甲醇、三乙醇胺三种原料;S4、通入含氢氧化钠的蒸馏水溶液进行氧化处理;S5,氮氧化处理后的金属出炉后进行浸泡防锈油及包装。本发明抗腐蚀气体氮氧化处理工艺增加了金属零件的耐磨性能,抗冲击性能,耐疲劳性能,机械强度,大幅提升金属零件的使用寿命,且提高了工作效率,方便使用。
技术研发人员:刘桂昌
受保护的技术使用者:广州市刚合金属制品有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!