一种螺杆泵采油系统定子内腔用激光淬火工艺及装置的制作方法
本发明涉及激光淬火,尤其涉及一种螺杆泵采油系统定子内腔用激光淬火工艺及装置。
背景技术:
1、螺杆泵采油系统由四部分组成,具体是电控部分、地面驱动部分、井下泵部分以及配套工具部分,具体的,井下泵部分包括定子和转子,其中定子的内表面为具有双螺旋曲面或多螺旋曲面的内腔,定子与金属转子配合。转子在定子内转动,实现抽吸功能。
2、目前,针对定子内腔的的加工均是采用氮化处理,具体是通过在一定温度下一定介质中使氮原子渗入工件表层的化学热处理工艺,使氮化的定子具有优异的耐磨性、耐疲劳性。但是通过氮化处理后的定子长度变化,造成定子内腔变形扭曲以及内腔尺寸误差增加,甚至影响与转子的装配,以及对螺杆泵的压力产生影响,使得螺杆泵采油系统扭矩产生变化,使得螺杆泵采油系统每级的承压不均,影响螺杆泵采油系统的密封及工作性能。
技术实现思路
1、针对上述现有技术的缺点,本发明的目的是提供一种螺杆泵采油系统定子内腔用激光淬火工艺及装置,以解决现有技术中的一个或多个问题。
2、为实现上述目的,本发明的技术方案如下:
3、一种螺杆泵采油系统定子内腔用激光淬火工艺,包括步骤如下:
4、第一基准定位;
5、第二基准定位;
6、选择淬火扫描路径;
7、激光淬火机构根据所选择的淬火扫描路对定子淬火。
8、进一步的,所述第一基准定位包括步骤如下:
9、将卡盘旋转至基准位置;
10、将定子的一部分插入卡盘;
11、旋转所述子,使所述定子的第二平面与定位块的定位面抵接。
12、进一步的,所述第二基准定位包括步骤如下:
13、移动所述激光淬火装置
14、使激光淬火装置中枪体的中心与定子中心重合。
15、进一步的,所述淬火扫描路径为沿定子的轴向并以第一固定扫描路径次数往复扫描,直至扫描完整个定子内轮廓的路径。
16、进一步的,所述第一固定扫描路径次数根据以下公式求出:
17、第一固定扫描路径次数=定子内轮廓/光斑直径
18、进一步的,所述淬火扫描路径为围绕定子内轮廓并以螺距及第二固定扫描路径次数扫描定子长度的路径。
19、进一步的,所述螺距与光斑直径相同。
20、进一步的,所述淬火扫描路径为围绕定子内轮廓以螺旋线扫描定子长度的路径。
21、进一步的,所述螺旋线的长度与所述定子的长度相同,所述螺旋线的螺距与所述定子的螺距相同。
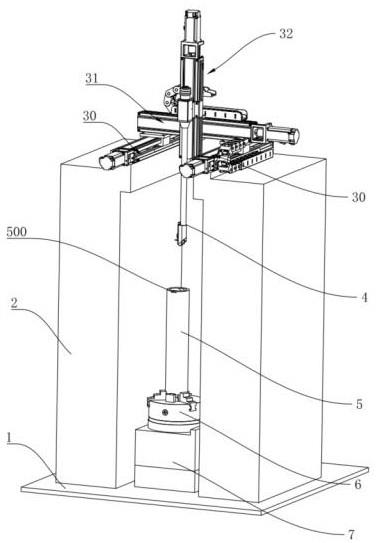
22、相应的,本发明还提供一种螺杆泵采油系统定子内腔用激光淬火工艺,所述装置包括一对滑台安装座以及分别设置于滑台安装座上的第一伺服滑台,各所述第一伺服滑台的活动端共同连接第二伺服滑台的固定端,所述第二伺服滑台的活动端与第三伺服滑台的固定端连接,所述第三伺服滑台 的活动端通过固定座连接枪体控制部,所述枪体控制部通过枪杆连接枪体,在所述枪体上分别设置反射镜片以及激光头,所述反射镜片覆盖于激光头,在所述反射镜片的外侧覆盖压板;在靠近所述压板处,于所述枪体上还设置基准片,所述基准片具有基准平面。
23、进一步的,所述装置还包括卡盘,在所述卡盘上均布卡爪,在任意两个卡爪之间,于所述卡盘的表面还设置定位块,所述定位块的内侧具有定位面。
24、与现有技术相比,本发明的有益技术效果如下
25、本发明通过设置三种不同的淬火扫描路径,即沿定子的轴向并以第一固定扫描路径次数扫描、以及围绕定子内轮廓以螺距及第二固定扫描路径次数扫描定子长度以及围绕定子内轮廓以螺旋线扫描定子长度,其可以有效解决因传统热处理方式而导致定子处理后扭曲变形的问题,进而避免了因定子扭曲产生长度方向的变化及误差的增加,影响与转子装配的问题。
26、通过在枪体上开设具有内螺纹的槽,通过压板与该槽螺纹连接可以将反射镜片压紧,避免反射镜片从枪体脱离,以此影响激光淬火的效果。
27、基准片上设置基准平面,可以实现枪体、激光头与定子第一平面的定位,进而保证程序运行时始终是基于基准坐标系运行。
技术特征:
1.一种螺杆泵采油系统定子内腔用激光淬火工艺,其特征在于包括步骤如下:
2.如权利要求1所述的一种螺杆泵采油系统定子内腔用激光淬火工艺,其特征在于:所述第一基准定位包括步骤如下:
3.如权利要求1所述的一种螺杆泵采油系统定子内腔用激光淬火工艺,其特征在于:所述第二基准定位包括步骤如下:
4.如权利要求1所述的一种螺杆泵采油系统定子内腔用激光淬火工艺,其特征在于:所述淬火扫描路径为沿定子的轴向并以第一固定扫描路径次数往复扫描,直至扫描完整个定子内轮廓的路径。
5.如权利要求4所述的一种螺杆泵采油系统定子内腔用激光淬火工艺,其特征在于:所述第一固定扫描路径次数根据以下公式求出:
6.如权利要求1所述的一种螺杆泵采油系统定子内腔用激光淬火工艺,其特征在于:所述淬火扫描路径为围绕定子内轮廓并以螺距及第二固定扫描路径次数扫描定子长度的路径。
7.如权利要求1所述的一种螺杆泵采油系统定子内腔用激光淬火工艺,其特征在于:所述螺距与光斑直径相同。
8.如权利要求1所述的一种螺杆泵采油系统定子内腔用激光淬火工艺,其特征在于:所述淬火扫描路径为围绕定子内轮廓以螺旋线扫描定子长度的路径。
9.如权利要求8所述的一种螺杆泵采油系统定子内腔用激光淬火工艺,其特征在于:所述螺旋线的长度与所述定子的长度相同,所述螺旋线的螺距与所述定子的螺距相同。
10.根据如权利要求1~9任意一项权利要求所述的螺杆泵采油系统定子内腔用激光淬火工艺的装置,其特征在于:所述装置包括一对滑台安装座以及分别设置于滑台安装座上的第一伺服滑台,各所述第一伺服滑台的活动端共同连接第二伺服滑台的固定端,所述第二伺服滑台的活动端与第三伺服滑台的固定端连接,所述第三伺服滑台 的活动端通过固定座连接枪体控制部,所述枪体控制部通过枪杆连接枪体,在所述枪体上分别设置反射镜片以及激光头,所述反射镜片覆盖于激光头,在所述反射镜片的外侧覆盖压板;在靠近所述压板处,于所述枪体上还设置基准片,所述基准片具有基准平面。
11.如权利要求10所述的螺杆泵采油系统定子内腔用激光淬火工艺的装置,其特征在于:所述装置还包括卡盘,在所述卡盘上均布卡爪,在任意两个卡爪之间,于所述卡盘的表面还设置定位块,所述定位块的内侧具有定位面。
技术总结
本发明涉及一种螺杆泵采油系统定子内腔用激光淬火工艺及装置,其中所述工艺包括步骤如下:第一基准定位、第二基准定位、选择淬火扫描路径、激光淬火机构根据所选择的淬火扫描路对定子淬火。本发明通过设置三种不同的淬火扫描路径,即沿定子的轴向并以第一固定扫描路径次数扫描、以及围绕定子内轮廓以螺距及第二固定扫描路径次数扫描定子长度以及围绕定子内轮廓以螺旋线扫描定子长度,其可以有效解决因传统热处理方式而导致定子处理后扭曲变形的问题,进而避免了因定子扭曲产生长度方向的变化及误差的增加,影响与转子装配的问题。
技术研发人员:李建龙,周世杰,孙欣
受保护的技术使用者:无锡恒信北石科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!