一种内螺道双圆弧剖面仿形感应淬火装置的制作方法
本发明涉及热处理领域,属于一种内螺道双圆弧剖面仿形感应淬火装置。
背景技术:
1、螺母内螺道表面硬化,如图4、图5所示,一般采用渗碳淬火、盐浴淬火的热处理方式实现内螺道硬化。但渗碳淬火不同渗碳层深要求配炉难;盐浴淬火后凹槽、盲孔残盐难清理,极易造成工件腐蚀。因此,需探究一种针对此类零件适用性更强的内螺道硬化的工艺方法,在提高螺道的疲劳强度、耐磨性的同时还可保证零件心部优良的韧性,解决由于渗碳淬火、局部盐浴淬火热处理过程带来的局限问题。
技术实现思路
1、本发明的目的是提供一种内螺道双圆弧剖面仿形感应淬火装置,此装置在螺母内螺道中频淬火时,需通过此感应淬火装置上下移动,螺母周向转动相配合的方式,完成螺母内螺道双圆弧剖面表面硬化。此装置淬火后工件变形、氧化小,可有效解决螺母内螺道硬化的局限问题。
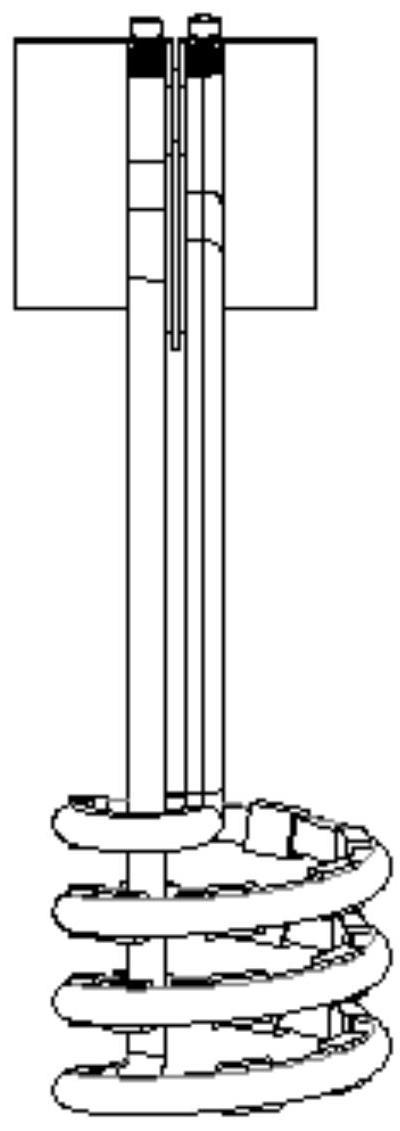
2、本发明解决其技术问题所采用的技术方案是:一种内螺道双圆弧剖面仿形感应淬火装置,其特征是包括连接板、加热线圈和冷却水圈;在加热线圈上固定导磁体,防止磁力线逸散;加热线圈支撑杆与连接板进行垂直焊接固定;用两组固定板通过螺栓锁紧方式,将冷却水圈进水管与加热线圈支撑杆固定;在冷却水圈上钻取数个φ2mm向下45°的水眼,用于零件淬火时的快速冷却。
3、进一步地,加热线圈用紫铜管绕制成并与螺母导程、螺旋升角参数相同。
4、进一步地,该仿形感应淬火装置在螺母内螺道中频淬火时,通过连接板与机床连接,并将仿形感应淬火装置垂直从螺内孔穿入直到最里面一圈螺道,并保证螺母内螺道双圆弧剖面与仿形感应淬火装置加热线圈单边间隙均匀一致,螺母旋转速度与仿形感应淬火装置移动速度相匹配;通过此仿形感应淬火装置上下移动,螺母周向转动,加热线圈瞬间加热,冷却水圈快速喷出有压力的介质,四步骤同时进行的方式,完成螺母内螺道双圆弧剖面表面硬化。
5、本发明的有效效果是:
6、1、此装置在螺母内螺道中频淬火时,只要选取合适的加热功率、感应器移动速度、螺母旋转速度、冷却水压力,即可实现螺道表面硬化。
7、2、解决了螺旋内螺道选用渗碳淬火、局部盐浴淬火热处理带来的局限问题,该内螺道双圆弧剖面仿形感应淬火装置中频淬火后,工件变形、氧化小,可有效解决螺母内螺道其它硬化工艺的局限问题。
技术特征:
1.一种内螺道双圆弧剖面仿形感应淬火装置,其特征是包括连接板(1)、加热线圈(3)和冷却水圈(5);在加热线圈(3)上固定导磁体(4),防止磁力线逸散;加热线圈支撑杆(8)与连接板(1)垂直焊接固定;用两组固定板(9)通过螺栓锁紧方式,将冷却水圈进水管(10)与加热线圈支撑杆(8)固定;在冷却水圈(5)上钻取数个φ2mm向下45°的水眼,用于零件淬火时的快速冷却。
2.如权利要求1所述的内螺道双圆弧剖面仿形感应淬火装置,其特征是,加热线圈(3)用紫铜管绕制成并与螺母导程、螺旋升角参数相同。
3.如权利要求1所述的内螺道双圆弧剖面仿形感应淬火装置,其特征是,该仿形感应淬火装置在螺母(2)内螺道中频淬火时,通过连接板(1)与机床连接,并将仿形感应淬火装置垂直从螺母(2)内孔穿入直到最里面一圈螺道,并保证螺母内螺道双圆弧剖面与仿形感应淬火装置加热线圈单边间隙均匀一致,螺母(2)旋转速度与仿形感应淬火装置移动速度相匹配;通过此仿形感应淬火装置上下移动,螺母(2)周向转动,加热线圈(3)瞬间加热,冷却水圈(5)快速喷出有压力的介质,四步骤同时进行的方式,完成螺母(2)内螺道双圆弧剖面表面硬化。
技术总结
一种内螺道双圆弧剖面仿形感应淬火装置,根据内中频螺母螺道钢珠直径、导程、螺旋升角参数,用紫铜管绕制成加热线圈,铜管上安装导磁体增加感应器加热效率,并附带独立冷却水圈。此装置在螺母内螺道中频淬火时,通过此感应淬火装置上下移动,螺母周向转动相配合的方式,完成螺母内螺道双圆弧剖面表面硬化。此装置淬火后工件变形、氧化小,可有效解决螺母内螺道硬化的局限问题。
技术研发人员:樊延都,陈利宏,张选龙,葛花荣,王向阳
受保护的技术使用者:西安华欧精密机械有限责任公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!