一种18Ni马氏体时效钢零件的加工方法与流程
本发明涉及金属材料加工,具体涉及一种18ni马氏体时效钢零件的加工方法。
背景技术:
1、常用的18ni马氏体时效钢主要包括18ni(200)、18ni(250)、18ni(300)和18ni(350)。这一类钢在具有高强度和高硬度的同时又具有良好的塑性,逐步应用于制造小尺寸精密零件,如折叠手机转轴。而这些精密零件对尺寸要求很高,目前18ni马氏体时效钢小尺寸精密零件生产工艺流程一般为依次进行制坯、固溶处理、粗加工、精加工和时效处理。
2、但是,目前的工艺流程中18ni马氏体时效钢坯料固溶处理后存在残余奥氏体,由于奥氏体很不稳定,在后续加工过程中,易转变为马氏体;同时,精加工后的零件在时效过程中也会产生部分奥氏体,而奥氏体与马氏体的比容不一样,从而导致零件不规则膨胀,降低零件的尺寸精度。
技术实现思路
1、本发明提供了一种18ni马氏体时效钢零件的加工方法。
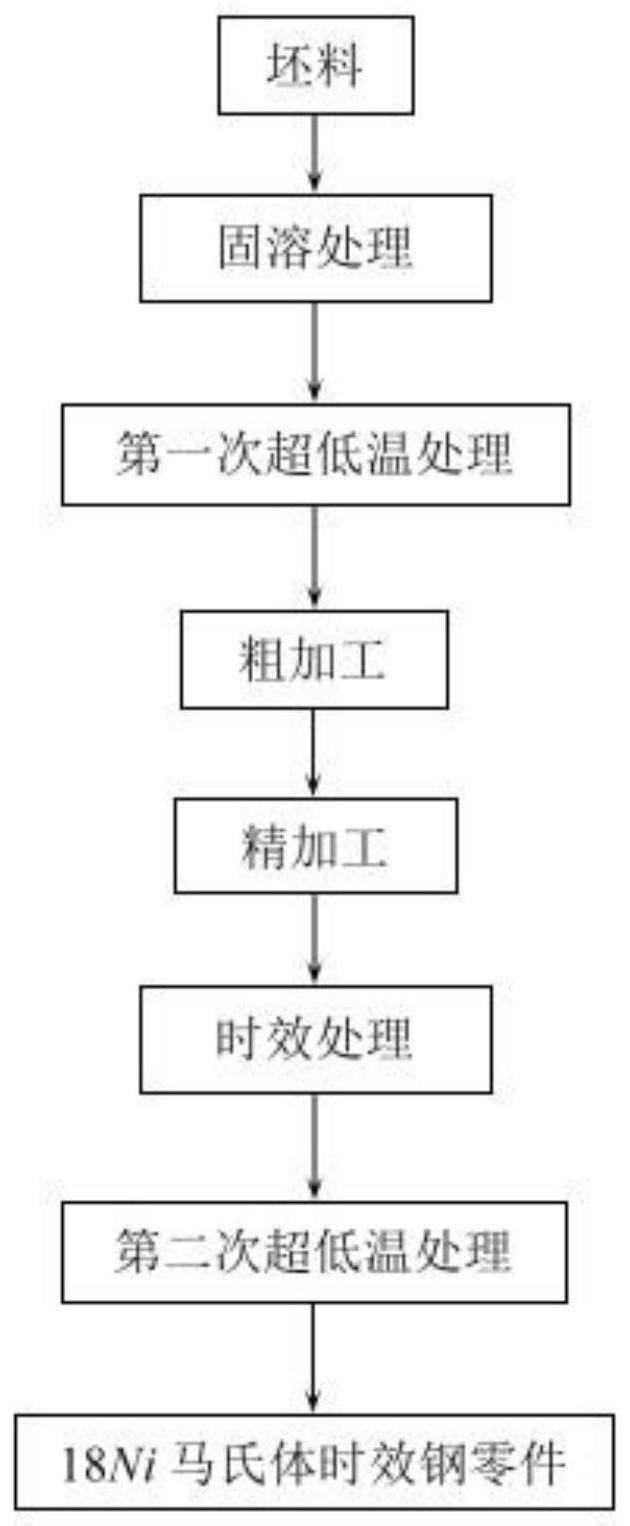
2、为了解决上述技术问题,本发明提供了一种18ni马氏体时效钢零件的加工方法,包括:
3、步骤1、下料、制坯形成待加工的坯料;
4、步骤2、对坯料进行固溶处理;
5、步骤3、对坯料进行第一次超低温处理;
6、步骤4、对坯料进行粗加工,初步形成毛坯零件;
7、步骤5、对毛坯零件进行精加工;
8、步骤6、对精加工后的零件进行时效处理;
9、步骤7、对零件进行第二次超低温处理,得到18ni马氏体时效钢零件。
10、进一步的,所述步骤2中的固溶处理的固溶温度为810~850℃,保温1~6h,并空冷或油冷至室温。
11、进一步的,所述步骤3中的第一次超低温处理为通过液氮控制坯料温度冷却至不高于-130℃,保温1~6h,并置于空气中恢复室温。
12、进一步的,所述步骤4中的粗加工为根据零件外形将坯料加工成毛坯零件,并保留一定的加工余量。
13、进一步的,所述步骤6中的时效处理的时效温度为480~520℃,保温2~8h,并空冷或油冷至室温。
14、进一步的,所述步骤7中的第二次超低温处理为通过液氮控制零件温度冷却至不高于-130℃,保温1~6h,并置于空气中恢复室温。
15、本发明的有益效果是,本发明的采用液氮冷却法对固溶处理后的坯料进行第一次超低温处理,可以将固溶后的残余奥氏体转化为马氏体,为后续加工提供更稳定的组织,并对时效处理后的零件进行第二次超低温处理,可以进一步减少加工过程中产生的残余应力和时效处理过程中产生的逆转变奥氏体,从而提高18ni马氏体时效钢小尺寸精密零件加工精度。
16、本发明的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
17、为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
技术特征:
1.一种18ni马氏体时效钢零件的加工方法,其特征在于,包括:
2.根据权利要求1所述的18ni马氏体时效钢零件的加工方法,其特征在于,
3.根据权利要求2所述的18ni马氏体时效钢零件的加工方法,其特征在于,
4.根据权利要求3所述的18ni马氏体时效钢零件的加工方法,其特征在于,
5.根据权利要求4所述的18ni马氏体时效钢零件的加工方法,其特征在于,
6.根据权利要求5所述的18ni马氏体时效钢零件的加工方法,其特征在于,
技术总结
本发明涉及金属材料加工技术领域,具体涉及一种18Ni马氏体时效钢零件的加工方法,本加工方法包括:步骤1、下料、制坯形成待加工的坯料;步骤2、对坯料进行固溶处理;步骤3、对坯料进行第一次超低温处理;步骤4、对坯料进行粗加工,初步形成毛坯零件;步骤5、对毛坯零件进行精加工;步骤6、对精加工后的零件进行时效处理;步骤7、对零件进行第二次超低温处理,制成18Ni马氏体时效钢零件。本加工方法采用液氮冷却法对固溶处理后的坯料,以及时效处理后的零件分别进行超低温处理,从而提高18Ni马氏体时效钢小尺寸精密零件加工精度。
技术研发人员:戴明阳,申曦,周青峰,惠爽谋,李龙麟,张凯雯
受保护的技术使用者:常州世竟液态金属有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!