一种双辊薄带工艺的辊缝浮动方法和装置
本发明涉及双辊薄带工艺,具体涉及一种双辊薄带工艺的辊缝浮动方法和装置。
背景技术:
1、双辊薄带工艺由英国冶金学家bessemer在1850年前后提出,可参考文献:《onmanufacture of continuous sheets of malleable iron and steel direct fromfluid metal》(journal of metals,1965);《numerical simulation of the fluid flow,heat transfer,and solidification during the twin-roll continuous casting ofsteel and aluminum》(metallurgical and materials transactions b,2016,p740-748)。
2、双辊薄带铸机也称为双辊铸机、双辊连铸机、双辊铸轧机、双辊薄带机、双辊铸挤轧机等;双辊薄带铸机所制备的坯体并不一定仅仅是薄带,“薄带”仅是本发明专利申请文件所涉及和归属的技术领域(以下简称“所属领域”)长期以来形成的一种习惯性的称呼,“薄带”包括薄带、管材、棒材、板材、或者其它具有特殊截面形状的坯体。
3、在双辊薄带工艺中,构成熔池的部件包括相对且平行设置的两结晶辊,“结晶辊”也被称为辊体;两结晶辊分别称为第一辊体和第二辊体,“第一辊体和第二辊体”简称为“两辊体”;辊体的自转轴线简称为辊轴;第一辊体的辊轴称为第一辊轴,第二辊体的辊轴称为第二辊轴,辊轴是虚拟的直线,“第一辊轴和第二辊轴”简称为“两辊轴”;辊体与熔池中的物料直接接触的表面称为辊体工作面,“辊体工作面”简称为“辊面”,所属领域普通技术人员能够直接且毫无疑义的知道“辊面”;辊体的两端与辊轴垂直的面称为“端面”,当使用接触式侧封板时,辊体的“端面”的部分区域与接触式侧封板发生周期性或者非周期性的直接接触;两辊体间留有间隙,两辊体间的最小距离处称为辊缝;两辊体间的最小距离称为辊缝开度;辊缝的开度可以不足1毫米;辊缝的开度也可以超过10毫米;通常情况下,对于钢铁薄带,辊缝的开度在0.5至3毫米的范围;辊缝的中点称为nip点;当熔池深度较大时,需要使用侧封装置,以支撑熔池的形成;通常情况下,接触式侧封装置采用耐火材料制成,并且需要在一定的压力作用下,与辊体端部紧密接触;辊体内部可设置有冷却水路;在制备过程中,两辊体对向旋转,并且,需要向熔池中加入物料,物料在辊体驱动力作用下由辊缝处移出熔池,成为具有一定规格的坯体;进入熔池的物料包括液态金属,液态金属可经由布流装置进入熔池;物料中可包括固态物质,比如,利用双辊方法,采用固液复合方式制备复层材料时,需要向熔池中加入固态物质。
4、双辊薄带工艺的熔池几何形状和技术基础与常规连铸工艺是截然不同的。在双辊薄带工艺中,辊体的几何形状使熔池沿辊体旋转方向逐渐收窄,熔池呈楔形,熔池自由液面的面积是熔池出口面积的数十倍,甚至超过一百倍。多年来,各主要经济体均投入资金对双辊薄带工艺展开研究,尽管极个别钢铁公司实现了极个别的钢种的商业化,但他们在制备钢铁薄带时,依然存在稳定性问题,所能制备的钢种是非常少的。这是因为,在缺乏实验手段的情况下,所属领域坚定的认为熔池内的凝固坯壳生长规律如图1所示的那样,如图1所示的凝固坯壳发展过程见参考文献:《progress in twin roll casting of magnesiumalloys,a review》(journal of magnesium and alloys,2021,p362-391)。如图1所示,两凝固坯壳从弯月面开始,厚度逐渐增加,直至焊合形成kiss点。
5、双辊薄带工艺的失稳机理和稳定性控制是世纪难题。
6、申请号为2021101226378的中国专利文献,公开了一种表征双辊铸轧过程中熔池内传输行为的方法。示踪方法的理论基础是本发明人等首次发现的熔池内层流-湍流分区现象,可参考文献:《physical and computational study of a novel submerged entrynozzle design for twin-roll casting process》(journal of iron and steelresearch international,2021,p1390-1399)。
7、本发明人根据所发现“熔池层流-湍流分区现象”,将“湍流扩散理论”与“固液扩散理论”结合,提出示踪方法。另外,申请号为2021112909655的中国专利文献,是本发明人公开的一种测量双辊铸轧熔池中kiss角的方法;本发明人通过实验明确示踪方法的优点和不足,为弥补示踪方法的不足,本发明人依据“偏析理论”和“宏观偏析难以通过后处理消除”提出kiss角测量方法;至此,在世界上,双辊薄带熔池内的传输过程终于可以通过实验手段来进行研究。
8、示踪方法的提出背景是:在现有技术中,没有研究实际坯壳发展过程和坯壳发展所处熔池环境的技术;常规连铸中的漏液法和放射性元素法等均不适用于双辊薄带工艺;数值模拟中的数学模型缺乏可信赖的假设体系。示踪方法的技术目的是:直接研究坯壳发展过程和坯壳发展所处环境;通过分析坯壳发展过程和坯壳发展所处环境,揭示工艺失稳机理。示踪方法的物理原理是:湍流扩散理论。示踪方法的应用基础是:湍流分区现象,具体来说,湍流仅存在于辊面的速度边界层内;湍流区和层流区较稳定。示踪方法的优选示踪剂投放策略是:利用固液扩散原理。例如:固态铜-液态铝。
9、kiss角测量方法的提出背景是:示踪技术无法捕捉到kiss点;示踪技术无法捕捉坯壳在穿越熔池底部两相区时的发展过程;示踪技术所得结果仍无法解释实际工艺失稳现象。kiss角测量方法的技术目的是:捕捉kiss点;捕捉坯壳在穿越熔池底部两相区时的发展过程;进一步探究实际工艺失稳机理。kiss角测量方法的物理原理是:偏析;宏观偏析很难通过热处理消除。kiss角测量方法的应用基础是:辊体为冷却基体;熔池中发生凝固过程。
10、在本发明人提出上述的示踪方法和kiss角测量方法之前,世界上并无直接研究熔池中实际传输过程的实验策略。
11、本发明专利申请文件中所涉及的熔池内的传输行为,包括动量、热量和质量的传输。
12、本发明人通过在实验室利用双辊薄带铸机实施示踪方法和kiss角测量方法,发现:熔池中“凝固坯壳”的实际发展过程如图2中所示。
13、如图2所示的“凝固坯壳”与传统意义上的凝固坯壳是存在区别的;如图2所示的“凝固坯壳”,并不像传统认识中的那样具有明确固相率特征。
14、经本发明人对比发现,如图1所示和如图2所示的凝固坯壳的发展规律的区别在于:如图1所示,两条曲线汇聚成kiss点;如图2所示,两条直线汇聚成kiss点。如图2所示的实验结果表明,如图1所示的认识在本质上是错误的,如图2所示的实际传输过程的理论示意图如图3所示。
15、如图1至3所示的熔池传输行为的共同点是:都认为在理想状态下,双辊薄带工艺熔池中的传输过程是稳定的;熔池内的非稳态传输行为是由外部因素导致的,或者说,工艺稳定性问题和\或坯体质量问题是由外部因素导致的,外部因素是指熔池深度、水口几何形状、水口浸入熔池的深度、辊体转速、辊体直径、辊体冷却强度、过热度、辊缝开度等已知的工艺参数。总而言之,传统观点认为:双辊薄带工艺的失稳和\或坯体质量问题是由外部因素导致的;工艺失稳和\或坯体质量问题是由于没有对现有的工艺参数进行合适的匹配;工艺失稳和\或坯体质量问题仅仅是由于工艺参数匹配较为困难,也就是说,双辊薄带工艺的工艺窗口很窄。
16、一个半世纪以来,所属领域坚信一些未经实验证实的观点,这些观点包括如图1所示的凝固坯壳发展进程;事实上,所属领域并不知道,他们所坚信的熔池中所发生的传输行为其实是片面的,所属领域也并不知道他们所坚信的如图1所示的凝固坯壳的发展过程和关键影响因素是错误的;所属领域有部分技术人员坚信这样一个“就基本事实”,这个“基本事实”是,辊缝开度的变化可以影响熔池中的凝固进程;基于这个被坚信的“基本事实”,所属领域有部分技术人员提出利用辊缝开度调节凝固坯壳发展进程的技术方案。
17、“利用辊缝开度调节凝固坯壳发展进程的技术方案”的实现方法是:以驱动装置驱动两辊体中至少一辊体成为运动辊体,使两辊体之间发生相对运动,两辊体之间的距离发生周期性和\或非周期性的变化;两辊体之间发生相对运动的过程中,运动辊体在平衡位置附近往复运动。如图4所示的零角度辊缝双向浮动方法,详见申请号为2017800317704的中国专利文献,公开了操作双辊薄带连铸机以减少颤动的方法;其技术方案主要是,两辊体之间发生相对运动,使辊缝的开度发生变化;其技术效果主要是,以牺牲坯体厚度均匀性和促使铸轧力双向波动的方式降低铸机的颤动。
18、铸轧力也称为辊体顶紧力。
19、在“利用辊缝开度调节凝固坯壳发展进程的技术方案”相对应的传统认识的基础上,所属领域有部分技术人员认为单侧辊体振动可细化晶粒,单侧辊体振动会导致两辊体之间发生相对运动;两辊体之间发生相对运动的过程中,运动辊体在平衡位置附近往复运动。如图5所示的单侧辊体在与基准平面垂直的方向上振动,详见申请号为2007101853779的中国专利文献,公开了振动式双辊薄带铸轧机,其技术方案主要是,单侧辊体振动,该技术方案会导致辊体顶紧力双向波动和坯体厚度变化;其技术效果主要是,细化晶粒。
20、在本发明专利申请文件中,本发明人认为,两辊体之间的相对运动会导致辊缝的变化,本发明人将由两辊体之间的相对运动引起的辊缝的变化统称为辊缝浮动;现有技术中的辊缝浮动,均是指辊缝双向浮动;也就是说,两辊体之间发生相对运动的过程中,一辊体在平衡位置附近往复运动;事实上,辊缝双向浮动究竟能够对熔池中的凝固坯壳发展过程产生何种影响,所属领域实际上是不知道的。
21、两辊体之间的相对运动导致nip点运动,因此,在本发明专利申请文件中,辊缝浮动也可以称为辊缝运动、辊缝移动、nip点浮动、nip点运动或者nip点移动等。
22、通常情况下,由于存在侧封板和\或对坯体边部质量和\或坯体厚度均匀性和\或初始凝固均匀性等诸多方面的考虑,两辊体之间发生相对运动的过程中,nip点的浮动速度在辊轴方向上的分速度是等于零的;也就是说,一提到辊缝浮动,所属领域普通技术人员能够直接且毫无疑义的确定的是,在两辊体发生相对运动以使辊缝浮动发生的过程中,两辊轴始终保持平行。
23、在本发明人采用示踪方法和kiss角测量方法针对熔池内的传输行为进行研究后,在本发明人认为熔池内的凝固坯壳的生长规律如图2所示的发展状态时,本发明人在申请号为2022101047141的中国专利文献提出如图6所示的倾斜辊缝双向浮动方法、在申请号为2022110378783的中国专利文献提出如图7所示的定开度辊缝双向浮动方法。
24、本发明人在申请号为2022101047141的中国专利文献,公开了一种用于增强双辊铸轧工艺稳定性的结晶辊让步运动方法,如图6所示,其技术方案主要是,控制两辊体之间发生相对运动,使得辊缝斜向双向浮动,该技术方案会导致辊体顶紧力的双向波动和坯体厚度的变化。
25、本发明人在申请号为2022110378783的中国专利文献,公开了一种用于双辊铸挤轧的结晶辊偏角度运动方法,如图7所示,其技术方案主要是,一辊体绕另一辊体双向转动,该技术方案是为了增强坯体厚度的均匀性,但是,该技术方案仍然会导致辊体顶紧力的双向波动。
26、如图4至7所示的辊缝浮动方法均是双向浮动,辊缝的位置是围绕平衡位置变化的;传统的辊缝双向浮动均是基于上述“基本事实”提出的,目的是为了调控凝固进程。
27、目前的工业实践表明,应用传统技术,不得不面对这样的技术难题:钢种两相区宽了不行、窄了也不行,并且,极个别的钢种虽然能商业化生产,但是生产过程对工艺参数非常敏感,存在多样化的工艺稳定性问题和坯体质量问题,生产成本较高;技术难题长期存在而得不到解决的原因是:一个半世纪以来,由于没有相应的实验技术,所属领域并不知道熔池中究竟发生了什么,由于缺乏对实际传输过程的理解,所属领域并未意识到辊缝双向浮动的作用的科学机理。
技术实现思路
1、随着本发明人采用示踪方法和kiss角的测量方法对双辊薄带熔池真实传输行为进行继续深入系统的实验和理论研究后,本发明人发现:如图3所示的熔池传输行为也是片面的。
2、本发明人经研究发现,熔池中的传输行为是类周期的,如图2和3所示的熔池传输行为只是类周期传输过程中被示踪方法和kiss角测量方法较容易捕捉的一种状态;由于一个半世纪以来,包括本发明人在内的所属领域一直以为熔池内的传输过程是可以在理想条件下稳定进行的,包括本发明人在内的所属领域技术人员突破如图1所示的传统认识是非常困难的。
3、本发明人经研究,绘制了制备两相区较宽的合金坯体时的熔池中的类周期的传输行为,如图8至12所示。
4、需要说明的是,“传输行为是类周期的”中的“类周期”是指传输行为具有一定的规律性,但目前来看,这种规律性还很难用周期函数来表示。
5、需要说明的是,“类周期”与“周期”是完全不同的:尽管在许多情况下的“周期”性的传输行为并不能保证工艺过程的稳定进行和\或坯体质量,但是,“周期”的传输行为是相对稳定的过程,“周期”的传输行为可以通过调整现有的工艺参数来继续进行实质性的优化,以达到实际生产所需要的工艺稳定性和\或坯体质量;也就是说,在传统认识中,所属领域坚信,是因为没有找到更合适的工艺参量匹配关系,才使得双辊薄带工艺无法达到所需的工艺稳定性和\或坯体质量;但是,“类周期”的传输行为是绝对不稳定的过程,“类周期”的传输行为是无法通过优化现有的工艺参数达到所需的工艺稳定性和\或坯体质量的;对于“类周期”性的传输行为,必须从“类周期”的传输行为的产生原因入手,从源头抑制或者杜绝“类周期”性的传输行为的发生。
6、如图8所示的阶段并不能持续稳定存在,由于包括传热过程在内的多因素导致熔池下部两相区范围变宽,熔池下部的半固态物质出现不平等的竞争行为,导致长程剪切变稀界面产生,长程剪切变稀界面汇聚成kiss点\角,形成如图9所示的状态。kiss角的尖端也就是领域内技术人员所认为的kiss点,由于汇聚成kiss线的两个长程剪切变稀界面是平面,具有不同的速度方向,因此,kiss线\点实际是不存在的,但是,即使kiss点只是作为一个虚拟的点,也依然有一定的价值。
7、如图9所示,长程剪切变稀界面阻碍了辊体驱动力的传递,导致两长程剪切变稀界面所夹kiss角区域物质无移出熔池所需的作用力,因此,kiss角物质不易更新。kiss角物质的难以更新会促使长程剪切变稀界面的进一步发展,形成如图10所示的状态。kiss角是两长程剪切变稀界面汇聚后形成,具有双重属性;也就是说,kiss角对于工艺的稳定性和坯体质量,具有优点,也具有缺点;优点是阻碍熔池的压力与出熔池的坯体芯部相联通(或者,连通),而缺点是促使长程剪切变稀界面发展和崩溃。
8、如图10所示,长程剪切变稀界面继续发展,熔池中低温区范围扩大,低温区温度持续降低,熔池深度是一定的,进入熔池的熔体所携带的热量也是一定的,当低温区范围增加、温度降低后,高温区范围相应收缩、温度升高,低温区和高温区的温差进一步加大,熔池传输环境极端化。长程剪切变稀界面的持续发展对熔体流动范围展现出抑制效果,也就是说,凝固进程对流动区域有限制效果,这也是水力学模型实验的缺点所在。半固态金属的剪切变稀行为是不稳定的,长程剪切变稀界面是半固态金属剪切变稀形成,受熔池底部半固态物质焓值的持续降低,在无外部扰动因素的情况下,长程剪切变稀界面自然崩溃,形成如图11所示的状态。
9、如图11所示,汇聚成kiss点\角的长程剪切变稀界面崩溃,长程剪切变稀界面两侧的半固态物质瞬间焊合(或者,kiss角区域的物质与“凝固坯壳”焊合),kiss点\角消失,熔池中的剪切区瞬间变为轧制区,剪切过程瞬间变为轧制过程,这种现象引起熔池压力的陡然升高,形成压力峰值。
10、本发明人经研究发现,kiss角的过度发展后的崩溃所产生的过大的熔池压力峰值易造成侧封板处漏液、侧封板损坏、侧封板附着物脱落、等;过大的熔池压力峰值也会加剧辊体的磨损和意外损坏,而辊体是双辊薄带铸机的核心元件,成本高昂。
11、本发明人经研究发现,过大的熔池压力峰值也会导致坯体边部的波浪形特征。
12、本发明人经研究发现,长程剪切界面崩溃会产生三种可能的后果:辊体转动停止;强烈的轧制过程,并引发足以中断工艺进程的后果;强烈的轧制过程,但并未引发足以中断进程的后果。
13、本发明人经研究发现,传热过程是长程剪切变稀界面崩溃的直接原因,半固态物质的剪切变稀特性为根本原因,而外部扰动因素可以促使“长程剪切变稀界面崩溃”这一过程提前发生。
14、如图12所示,低温区为剧烈轧制区,轧制区物质移出熔池,低温区面积缩小,高温区向下移动,布流区温度下降,低温区温度上升。如图12所示的状态回到如图8所示的状态,由于热区具有较高的温度,可能出现横贯坯体的“亮线”(或者,hot areas),“亮线”的存在可以证明沿辊轴方向,传输过程具有同步性。当然,边部斜裂纹的存在,能够表明沿辊轴方向,周期的长短存在差异。
15、关于“亮线”的描述,可参考文献:《strip formation and process stability intwin roll strip casting》(steel research international,2001,p484-489)。“亮线”的出现不利于坯体组织的均一性,这是因为,“亮线”处的晶粒明显较正常区域粗大。
16、本发明人经研究发现,坯体边部斜裂纹的存在,能够表明:沿辊轴方向,类周期的传输过程的时间尺度存在差异;也就是说,沿辊轴方向,熔池中类周期的传输过程具有一定的同步性,但并非严格同步;“沿辊轴方向,类周期的传输过程的时间尺度存在差异”会导致坯体边部斜裂纹的发生。
17、本发明人经研究发现,抑制类周期的传输过程会抑制坯体边部斜裂纹的发生。
18、本发明人经研究发现:如图8至10所示,辊体顶紧力平缓振荡,小幅上行;如图10至11所示,辊体顶紧力陡然上升,双辊薄带铸机发生如申请号为2017800317704的中国专利文献中所记载的颤动;如图11至12所示,辊体顶紧力振荡下行。
19、如图10所示是熔池中类周期性传输过程特征最为丰富的阶段,该阶段熔池中的详细传输过程如图13所示。
20、如图13所示,分离点是布流区与过渡区的界点;分离点是辊体所携带的快速流动物质(或者,辊面拖曳流)遭遇熔池两相区后,所形成的分离流的起点,分离流会扰动布流区;经过分离点后,没有纯液相存在,物质粘性剧烈升高。如图13所示,补偿点是过渡区与剪切\轧制区的界点;经过分离点,示踪内层随辊体运动,由于受到阻力作用,示踪内层厚度逐渐降低,当示踪内层厚度降低到最小值并开始保持稳定时,这个示踪内层厚度最小的点被定义为补偿点;经过补偿点后,示踪内层的厚度不再改变。拖曳流内层也称为示踪内层。
21、如图13所示,从弯月面至分离点(或者,布流区):辊面拖曳流形成、发展;拖曳流分外层和内层,拖曳流外层在分离点附近折返回布流区,对布流区造成扰动,拖曳流内层随辊面通过分离点。
22、如图13所示,从分离点至补偿点(或者,过渡区):辊面拖曳流内层移动速度逐渐降低,辊面拖曳流内层离辊面距离越远的物质降低的速度越大;辊面拖曳流内层厚度逐渐变薄;辊面拖曳流内层外的两相区物质,被辊面拖曳流内层驱动。
23、如图13所示,从补偿点至kiss点(或者,剪切区):长程剪切变稀界面阻碍辊体驱动力的传递;kiss角物质缺乏驱动力,不易顺利移出熔池,难以更新;剪切区不能稳定存在,会转化为轧制区。
24、如图13所示,从kiss点至nip点(或者,轧制区):凝固终点可能出现在此区域;发生轧制变形;轧制区不是一个必然一直存在的区域。
25、根据如图8至13所示熔池内类周期传输行为,本发明人发现,kiss点\角并不是熔池中一直存在的特征,在长程剪切变稀界面崩溃时,kiss点\角会随之消失。
26、本发明人经系统的实验和理论研究发现:传统的辊缝双向浮动所基于的“基本事实”假设是不适当的。
27、本发明人经研究发现,传统的辊缝双向浮动中,仅有一个方向能够起到稳定工艺进程和\或提升坯体质量的作用;但是,对于给定的合金成分,辊缝双向浮动的另外一个方向,却会恶化工艺稳定性,并对坯体质量产生不利影响。也就是说,对于给定的合金成分,若要获得更好的工艺稳定性和更高的坯体质量:在合金成分不变的情况下,需持续向熔池提供压力;或者,在合金成分不变的情况下,需持续降低熔池压力。
28、本发明人经研究发现:对于两相区较窄的材料,kiss角生成较为困难,这使得很难利用kiss角来阻碍熔池中的压力与出熔池的坯体芯部相连通;对于两相区较宽的材料,kiss角易快速发展,导致长程剪切变稀界面过度发展,而长程剪切变稀界面过度发展后的崩溃会给熔池带来更大的压力峰值。
29、本发明人经研究发现,对于两相区宽度不同的材料,在利用辊缝浮动方法改善工艺稳定性和提升坯体质量时,辊缝的浮动应该表现出一定的偏好性:
30、对于两相区较窄的材料,应该控制nip点向远离熔池自由液面或者布流装置的方向移动的路程更多些,以促使kiss角形成,以利用kiss角来防止熔池中的压力与出熔池的坯壳芯部连通,从而避免造成“脊”、“蛇蛋”、“鸡蛋灌饼”等坯体质量缺陷;
31、对于两相区较宽的材料,应该控制nip点朝靠近熔池自由液面或者布流装置的方向移动的路程更多些,以增大熔池中的压力,促使kiss角物质更新,抑制kiss角的快速发展,以防止长程剪切变稀界面崩溃时产生较高的压力峰值,避免因熔池压力峰值过高产生的侧封板漏液、侧封板损坏、卡带、断带等多样化的工艺稳定性问题。
32、本发明人经研究发现,双辊薄带工艺的不稳定性和\或坯体质量缺陷是共性问题,这些共性问题的根本成因是长程剪切变稀界面的类周期性演化;长程剪切变稀界面的类周期演化是由物质的本性影响和决定的,而非完全由外部工艺参数变化导致的,这可能会颠覆一个半世纪以来所属领域对双辊薄带工艺稳定性和\或坯体质量的根本性认知。
33、本发明人经研究发现,由于kiss角具有双重属性,而绝大多数钢铁材料都具有“双重属性”之一,仅有极个别的钢铁材料刚好介于“双重属性”之间,这也就解释了为何仅有极个别的钢铁材料实现了商业化生产;由此,合理的利用kiss角的双重属性,可以扩大可利用双辊薄带工艺制备的钢铁材料的范围。
34、本发明人经研究发现,传统的辊缝双向浮动中,尽管仅有一个方向能够起到稳定工艺进程和\或提升坯体质量的作用;但是,如果仅使用一个方向,会在较长的时间跨度内使得辊体顶紧力持续升高或者持续下降,这种辊体顶紧力的变化趋势不利于实时控制。
35、为解决当前所面临的技术问题,本发明专利申请文件提供一种双辊薄带工艺的辊缝浮动方法,辊系设置于双辊薄带铸机上,所述辊系包括相对设置的用于制备坯体的第一辊体和第二辊体,所述第一辊体的辊轴称为第一辊轴,所述第二辊体的辊轴称为第二辊轴;所述第一辊轴和所述第二辊轴所在的平面称为所述辊系的摆放平面;所述第一辊体和所述第二辊体间的最小距离处称为辊缝;所述辊缝的中点称为nip点;所述nip点处的所述坯体的移动速度称为制备速度;所述第一辊体和所述第二辊体之间的相对运动引起的所述nip点的移动速度称为所述nip点的浮动速度;所述第一辊体和\或所述第二辊体在所述双辊薄带铸机上可移动的设置,以允许所述辊缝是可调的;
36、所述方法包括步骤:
37、在制备过程中,控制所述第一辊体和所述第二辊体之间发生相对运动,以使所述摆放平面发生多次选择性运动;在每次所述选择性运动中,所述摆放平面发生相邻的一次第一转动和一次第二转动;在每次所述第一转动发生的过程中,所述浮动速度与所述制备速度的内积称为第一内积;在每次所述第二转动发生的过程中,所述浮动速度与所述制备速度的内积称为第二内积;在所述多次选择性运动中,所述第一内积均始终大于零,或者,在所述多次选择性运动中,所述第一内积均始终小于零;在每次所述选择性运动中,所述第一内积与所述第二内积的乘积小于零;每次所述第一转动使所述摆放平面转过的角度称为第一角度,每次所述第二转动使所述摆放平面转过的角度称为第二角度;在每次所述选择性运动中,所述第一角度的绝对值大于所述第二角度的绝对值。
38、可以理解的是,在实际工艺过程中,由于“制备过程中产生的负载”和\或“故意设计的辊形”,两辊体的辊轴均是近似的直线;事实上,所属领域在研究熔池传输行为和\或辊缝浮动时,通常情况下,均认为辊轴是绝对的直线,也就是说,两辊体均被认为是理想的刚性回转体。例如:对于等径式双辊薄带铸机,辊体为圆柱体;一个圆柱体由两个底面和一个侧面组成;圆柱体的两个底面是两个完全相同的圆面;圆柱体的侧面是一个曲面;辊体的两个端面是圆柱体的两个底面,辊体的辊面是圆柱体的侧面。
39、需要说明的是,所属领域普通技术人员能够直接且毫无疑义的确定的是,在两辊体之间发生相对运动以使辊缝浮动发生的过程中,两辊轴始终是平行的。
40、需要说明的是,所属领域普通技术人员能够直接且毫无疑义的确定的是,“两辊轴始终是平行的”包括“两辊轴始终是近乎平行的”;其中,“两辊轴始终是近乎平行的”是指,在当前的技术状况之下所能达到的“平行”与“绝对的、理想化的平行”之间可能存在一个能够确定但难以避免的偏差。
41、可以理解的是,在本发明专利申请文件中,“平行”均包括“近乎平行”;也就是说,“平行”应被理解为“平行或者近乎平行”,或者“基本上平行”,又或者“近似平行”。
42、可以理解的是,由于两辊轴是平行的,因此:摆放平面可以采用两辊轴所在的平面来确定;由于不可能达到“绝对的平行”,摆放平面也可以采用两辊轴上的、受工艺参数变化影响较小的点来确定。例如:利用两辊轴与两辊体的端面的四个交点或者任意三个交点来确定摆放平面。又例如:在第一辊轴上取辊轴与辊体的端面相交的两个点,在第二辊轴上取最接近第二辊体的重心的一个点来确定摆放平面。再例如:在第一辊轴上任取两个点,在第二辊轴上任取一个点来确定摆放平面。
43、可以理解的是,可以选取一个与一辊轴垂直的平面,然后,用这个平面与两辊轴的交点的连线来代表摆放平面。
44、需要说明的是,nip点处的坯体(或者,薄带;又或者,物料;再或者,被铸轧物质)的移动速度称为制备速度;制备速度用于衡量坯体制备过程的快慢;制备速度的方向称为制备方向。
45、需要说明的是,摆放平面的法线称为摆放法线;摆放法线有无数个。
46、可以理解的是,制备速度体现的是坯体制备过程的快慢;制备速度的大小仅仅与两辊体的对向转动有关,制备速度的大小与辊系运动和两辊体之间的相对运动无关;制备方向始终是沿摆放法线且指向坯体移出熔池的方向。
47、需要说明的是,“浮动速度”在制备方向上的分速度又被称为“有效速度”。
48、可以理解的是,“浮动速度”能够分解为“在制备方向上的分速度”和“在摆放平面上的分速度”。
49、可以理解的是,“浮动速度”、“有效速度”和“制备速度”均为矢量。
50、可以理解的是,“矢量”也称为“向量”。
51、需要说明的是,在自然状态下:第一辊轴和第二辊轴所在的摆放平面又被称为基准平面;制备速度又被称为参考速度;制备方向又被称为参考方向。
52、可以理解的是,“自然状态”是指这样的一个状态:在制备过程中,两辊体对地位置自始至终不发生变化;也就是说,在制备过程中,从未发生过本发明专利申请文件中所提及的“辊缝浮动过程”,也从未发生过本发明专利申请文件中所提及的“辊系运动过程”;事实上,正是由于自然状态下的制备过程存在多样化的工艺稳定性问题和\或坯体质量问题,所属领域才提出传统的辊缝浮动方法。
53、需要说明的是,自然状态下,经过nip点的、基准平面的法线称为参考线。
54、可以理解的是,在自然状态下的制备过程中,不存在两辊体之间的相对运动,也不存在辊系运动,因此,浮动速度等于零,摆放平面不发生改变。
55、可以理解的是,基准平面是一个由双辊薄带铸机的形式决定的唯一平面,因此,对于水平等径式双辊薄带铸机,基准平面与水平面平行或者重合;对于倾斜式双辊薄带铸机,基准平面是一个与水平面成一定固定角度的平面;对于水平等径式双辊薄带铸机,制备过程中,不论发生多复杂的辊缝浮动过程和\或辊系运动过程,基准平面和参考线的对地位置均是不变的;对于其它形式的双辊薄带铸机,均同理。
56、可以理解的是,与摆放平面不同,基准平面是一个固定的平面,也就是说,辊缝浮动或者辊系运动不会影响基准平面的位置,这是因为:基准平面是辊缝浮动和\或辊系运动的重要参照物之一,辊缝浮动或者辊系运动的范围被双辊薄带铸机形式约束。
57、可以理解的是,在三维空间,辊缝实际为一个面,无数nip点组成一条nip线,无数kiss点组成一条kiss线;但是,事实上,所属领域极少提及“nip线”和“kiss线”;多年来,所属领域广泛使用“nip点”、“kiss点”;并且,在采用“nip点”和“kiss点”描述本发明专利申请文件所涉及的熔池传输行为和\或辊缝浮动时,并不需要特别说明是在一个与辊轴垂直的平面上,也就是说,用“nip点”、“kiss点”来描述实际上是所属领域的通常做法;在本发明专利申请文件中,为描述所提出的技术方案,根据所属领域的通常做法,选取一个与辊轴垂直的平面,然后,在这个平面上对所提出的技术方案的技术特征进行表达,这是最清楚的方式,也是所属领域普通技术人员能够直接且毫无疑义的理解的方式。
58、需要说明的是,所属领域普通技术人员能够直接且毫无疑义的理解“所述辊缝的中点称为nip点”。
59、可以理解的是,在研究辊缝浮动过程时,将两辊体视为两辊轴平行设置的理想刚性回转体,在任一与辊轴垂直的平面上的nip点的浮动速度的规律均是相同的,因此,为研究辊缝浮动过程,所属领域普通技术人员能够直接且毫无疑义的理解的方式为:
60、任取一个与辊轴垂直的平面ωi;
61、nip线与平面ωi的交点称为nip点ni;
62、研究nip点ni的运动规律。
63、可以理解的是,从基准平面的法平面中,选择经过自然状态下的nip线的法平面作为参考平面πi;参考平面πi与平面ωi的交线称为参考线πi。
64、可以理解的是,不考虑辊系运动产生的影响,在两辊体之间发生相对运动的过程中,nip线、nip点ni和摆放平面可以对地运动。
65、可以理解的是,“不考虑辊系运动产生的影响”也可以表述为:“不发生辊系运动,或者,剔除由辊系运动产生的影响”。
66、可以理解的是,“剔除由辊系运动产生的影响”,其中,“剔除”也可以表述为:去除;或者,除去;又或者,排除。
67、可以理解的是,在两辊体之间发生相对运动的过程中,基准平面、平面ωi、参考平面πi、参考线πi的对地位置是固定不变的。
68、可以理解的是,基准平面的法线有无数个;但是,本发明专利申请文件中,选择经过自然状态下的nip点的基准平面的法线作为参考线;也就是说,参考线具备两个特征,参考线是基准平面的法线,并且,参考线经过自然状态下的nip点。
69、可以理解的是,参考线是通过自然状态下的、nip点的基准平面的法线。
70、可以理解的是,在三维空间,“nip点”有无数个;参考线也有无数个,无数个参考线组成一个“参考平面”。
71、可以理解的是,“参考线”是否经过自然状态下的nip点,并不影响本发明专利申请文件对于保护范围的描述。
72、需要说明的是,如图14所示,任取一个与辊轴垂直的平面,然后,在这个平面上展示两辊体、两辊轴、摆放平面、基准平面、辊缝、nip点、参考线、辊面经过辊缝的速度、制备速度、制备方向和参考方向之间在不同状态下的关系的示意图。
73、可以理解的是,“在不同状态下”也可以表述为:“在自然状态下或者非自然状态下”。
74、需要说明的是,如图14所示,“垂足”是用于表示垂直关系的符号;“垂足”也称为“垂直记号”,或者,“垂足记号”。
75、需要说明的是,如图14所示的“辊面经过辊缝的速度”,由于将辊体视为理想刚性回转体,因此,“辊面经过辊缝的速度的方向”与“制备速度的方向”始终是相同的;也就是说,“辊面经过辊缝的速度的方向”与“制备方向”始终是相同的。
76、需要说明的是,如图14所示,在自然状态下,两辊轴所在的平面称为基准平面,nip点处的坯体的移动速度的方向称为“参考方向”;“参考方向”始终与基准平面垂直;在自然状态下,摆放平面与基准平面重合,制备方向与参考方向相同;也就是说,基准平面是摆放平面的特殊情况,参考方向是制备方向的特殊情况,参考线是摆放法线的特殊情况。
77、需要说明的是,“在每次所述第一转动发生的过程中,所述浮动速度与所述制备速度的内积称为第一内积;在每次所述第二转动发生的过程中,所述浮动速度与所述制备速度的内积称为第二内积”,其中,所属领域普通技术人员能够直接且毫无疑义的知道“内积”。
78、可以理解的是,在三维直角坐标系(x,y,z)中,设矢量u=[x1,y1,z1],设矢量v=[x2,y2,z2],那么,矢量u和矢量v的内积为:u·v=x1x2+y1y2+z1z2。
79、需要说明的是,“内积”也称为:“数量积”;或者,“点积”。
80、可以理解的是,“在制备过程中,控制所述第一辊体和所述第二辊体之间发生相对运动,以使所述摆放平面发生多次选择性运动”,其中,“选择性运动”必须是仅由两辊体之间的相对运动引起的,“选择性运动”与辊系运动无关。
81、可以理解的是,“在每次所述选择性运动中,所述摆放平面发生相邻的一次第一转动和一次第二转动”,其中,“相邻”是指:
82、在每次选择性运动发生的过程中,相邻发生的一次第一转动和一次第二转动之间,两辊体之间不发生相对运动;
83、或者,
84、两辊体之间发生相对运动,但是,有效速度等于零。
85、可以理解的是,进一步的解释,“相邻发生的一次第一转动和一次第二转动之间,两辊体之间不发生相对运动”包括如下情况:
86、相邻发生的一次第一转动和一次第二转动,第一转动的结束时刻,即为第二转动的起始时刻;
87、相邻发生的一次第一转动和一次第二转动,第一转动结束后,停顿一段时间,然后进行第二转动。
88、可以理解的是,“有效速度等于零”也可以表述为:“浮动速度在制备方向上的分速度等于零”;或者,“摆放平面不发生改变”。
89、可以理解的是,“在每次所述第一转动发生的过程中”和“在每次所述第二转动发生的过程中”,其中,“过程中”可以表述为:“起始时刻和结束时刻之间”。
90、可以理解的是,“起始时刻和结束时刻之间”不包括“起始时刻”,也不包括“结束时刻”;也就是说,“起始时刻和结束时刻之间”不包括端值。
91、可以理解的是,“在每次所述第一转动发生的过程中,所述浮动速度与所述制备速度的内积称为第一内积”和“在每次所述第二转动发生的过程中,所述浮动速度与所述制备速度的内积称为第二内积”,其中,“所述浮动速度与所述制备速度的内积”也可以表述为:“所述有效速度与所述制备速度的内积”。
92、可以理解的是,“在所述多次选择性运动发生的过程中,所述第一内积均始终大于零,或者,在所述多次选择性运动发生的过程中,所述第一内积均始终小于零”也可以表述为:“所述多次选择性运动中的所述第一内积均始终大于零,或者,所述多次选择性运动中的所述第一内积均始终小于零”;或者,“每次所述选择性运动中的所述第一内积均始终大于零,或者,每次所述选择性运动中的所述第一内积均始终小于零”。
93、可以理解的是,“在每次所述选择性运动中,所述第一内积与所述第二内积的乘积始终小于零”,其中,所属领域普通技术人员能够直接且毫无疑义的知道,“乘积”与“内积”不同;“乘积”的对象是“数量”,而“内积”的对象是“矢量”;“数量”仅有大小,而“矢量”既有大小又有方向;两个“数量”的“乘积”的结果是“数量”,两个“矢量”的“内积”的结果是“数量”。
94、可以理解的是,“在每次所述选择性运动中,所述第一内积与所述第二内积的乘积小于零”是指:在每次选择性运动中,若“第一转动发生过程中的有效速度的方向与制备速度的方向相同”,那么,“第二转动发生过程中的有效速度的方向与制备速度的方向相反”;或者,在每次选择性运动中,若“第一转动发生过程中的有效速度的方向与制备速度的方向相反”,那么,“第二转动发生过程中的有效速度的方向与制备速度的方向相同”。
95、可以理解的是,“在每次所述选择性运动中,所述第一内积与所述第二内积的乘积小于零”也可以表述为:“在每次所述选择性运动中,在所述第一转动发生过程中的任意时刻的所述第一内积与在所述第二转动发生过程中的任意时刻的所述第二内积的乘积小于零”。
96、可以理解的是,“每次所述第一转动使所述摆放平面转过的角度称为第一角度,每次所述第二转动使所述摆放平面转过的角度称为第二角度”,其中,“第一角度”和“第二角度”均为矢量。
97、可以理解的是,多次不同的第一转动发生的过程中,设制备速度为矢量u,设浮动速度为矢量v;那么,矢量u和矢量v的内积,始终大于零,或者,始终小于零。
98、可以理解的是,“始终大于零”可以表述为“始终为正值”,“始终小于零”可以表述为“始终为负值”。
99、可以理解的是,在每次第一转动发生过程中的全部时间,有效速度的方向与制备方向始终相同或者始终相反;也就是说,在每次第一转动发生的起始时刻和结束时刻之间,有效速度始终不等于零,并且,不发生辊系运动(或者,剔除由辊系运动产生的影响),摆放平面发生改变且摆放平面的改变是连续发生的。
100、可以理解的是,“在每次第一转动发生过程中的全部时间”不包括“起始时刻”,也不包括“结束时刻”;也就是说,“在每次第一转动发生过程中的全部时间”不包括端值。
101、可以理解的是,在每次第二转动发生过程中的全部时间,有效速度的方向与制备方向始终相同或者始终相反;也就是说,在每次第二转动发生的起始时刻和结束时刻之间,有效速度始终不等于零,摆放平面发生转动,并且,摆放平面的转动是连续发生的。
102、可以理解的是,“在每次第二转动发生过程中的全部时间”不包括“起始时刻”,也不包括“结束时刻”;也就是说,“在每次第二转动发生过程中的全部时间”不包括端值。
103、需要说明的是,两辊体之间的一次相对运动是指:从一次两辊体之间产生相对运动的时刻开始,直至,本次相对运动结束;并且,在本次相对运动起始时刻和结束时刻,一辊体相对另一辊体的速度等于零。
104、可以理解的是,一旦两辊体之间产生某次相对运动开始,只要两辊体之间的相对速度等于零,本次相对运动就宣告结束。
105、需要说明的是,“辊系”也称为“双辊辊系”;两辊体之间的相对运动属于辊系的内部运动,辊系的内部运动会导致辊缝的浮动。
106、需要说明的是,辊系在双辊薄带铸机上能够作为一个整体来进行运动。
107、可以理解的是,辊系的运动方式包括至少如下一种情况:
108、平动;
109、转动。
110、可以理解的是,辊系仅发生平动,辊系上任意一点的线速度大小和方向均相同。
111、可以理解的是,辊系仅发生转动,辊系绕虚拟的轴线转动,该轴线可以是空间中任意一个与第一辊轴或者第二辊轴平行的直线。
112、需要说明的是,辊系运动不会导致两辊体之间的相对位置的改变;也就是说,辊系运动既不会产生辊缝浮动,也不会影响辊缝浮动。
113、可以理解的是,辊系在双辊薄带铸机上进行运动,但是,若两辊体之间不发生相对运动,那么,浮动速度和有效速度均等于零。
114、可以理解的是,“摆放平面发生转动”是指:不发生辊系运动,或者,剔除由辊系运动产生的影响,未发生过两辊体之间的相对运动时(或者,在自然状态下),设两辊轴位于摆放平面θ1g;仅仅发生过两辊体之间的相对运动以后,设两辊轴位于摆放平面θ2g;平面θ1g和平面θ2g不重合,平面θ1g和平面θ2g相交。
115、可以理解的是,若在第一转动发生的过程中,不发生辊系运动,那么,能够主动引起熔池压力变化的“浮动速度”与“nip点的对地速度”具有相同的含义。
116、可以理解的是,若在第一转动发生的某个时刻,同时发生辊系运动,那么,nip点的对地速度(用矢量vt表示)包含两个方面:一方面,由于辊系运动导致的nip点的对地分速度,用矢量vw表示;另一方面,由于两辊体之间的相对运动导致的nip点的对地分速度,用矢量vf表示。那么,浮动速度=vf=vt-vw。
117、可以理解的是,根据上述解释,可以明确:在本发明专利申请文件中,“浮动速度”(或者,矢量vf)与辊系运动是无关的。这是由于:单纯的辊系运动会导致的nip点的对地位置变化过程发生,单纯的辊缝浮动过程也会导致nip点对地位置变化过程发生;但是,单纯的辊系运动和单纯的辊缝浮动过程,二者对于熔池传输行为具有完全不同的作用效果;如果仅仅只发生辊系运动,而不发生辊缝浮动;那么,没有必要去谈论nip点的状态的变化过程;因为,在不发生辊缝浮动的情况下谈论nip点的状态的变化过程,对于本发明而言,是毫无意义的。
118、可以理解的是,根据上述对于“浮动速度”的解释,可以明确:第一转动和第二转动均必须是仅由两辊体之间的相对运动产生;因此,第一转动和第二转动均是仅由两辊体之间的相对运动所决定的;也就是说,第一转动和第二转动与辊系运动是无关的。
119、可以理解的是,能够主动引起熔池压力变化的“浮动速度”、“有效速度”、“第一角度”和“第二角度”是用于定量分析辊缝浮动对熔池传输过程所产生的效果,因此,“浮动速度”、“有效速度”、“第一角度”和“第二角度”必须是仅由两辊体之间的相对运动导致的。
120、可以理解的是,在研究“浮动速度”时,可假设存在一个三维直角坐标系(x',y',z'),坐标系(x',y',z')始终与辊系保持相对静止,那么:在坐标系(x',y',z')中的nip点的速度就是“浮动速度”。
121、可以理解的是,下述的“nip点的位移”也必须是仅由两辊体之间的相对运动导致的。
122、可以理解的是,若不发生两辊体之间的相对运动(或者,第一辊体相对第二辊体保持静止),设在t1和t2时刻,辊系对地静止,设在t1和t2时刻间,辊系与地面之间发生一次相对运动,辊系绕第二辊轴顺时针不停顿的转过角度ω1,辊系运动使摆放平面对地位置改变,那么:在t1和t2时刻间(或者,在本次辊系和地面之间发生相对运动的过程中),浮动速度始终等于零。
123、可以理解的是,若不发生辊系运动,设在t'1和t'2时刻,两辊体之间相对静止(或者,一辊体相对另一辊体的速度等于零),设在t'1和t'2时刻间,两辊体之间发生一次相对运动,第一辊体绕第二辊轴顺时针不停顿的转过角度ω'1,两辊体之间的相对运动使摆放平面对地位置改变,在两辊体发生相对运动的过程中,辊缝开度恒定,那么:在t'1和t'2时刻间(或者,在本次两辊体之间发生相对运动的过程中),浮动速度始终不等于零,制备速度的方向不停顿的发生变化。
124、需要说明的是,即使不对“浮动速度”做出如上细致的解释,所属领域普通技术人员也能够直接且毫无疑义的知道,“浮动速度”必须是仅由两辊体之间的相对运动产生的。
125、需要说明的是,一次第一转动是指:不发生辊系运动(或者,剔除由辊系运动产生的影响),摆放平面的角速度从等于零开始,直至再次等于零时结束。
126、可以理解的是,所属领域普通技术人员能够直接且毫无疑义的确定的是,“浮动速度等于零”和“有效速度等于零”,其中,“等于零”包括“趋近于等于零”;“趋近于等于零”是指,在当前的技术状况之下,“速度”与“零”之间可能存在一个能够确定但难以避免的偏差。例如,在制备过程中,两辊体在负载下的、无法绝对消除的变形和\或颤动;或者,在辊体运动过程中,由于熔池中的传输行为并不是在理想条件下进行的,这也会导致的辊体实际的运动与设定的运动之间存在无法避免的偏差。
127、可以理解的是,在本发明专利申请文件中,如果没有特别说明,“等于零”均包括“趋近于等于零”;也就是说,“等于零”应被理解为“等于零或者趋近于等于零”,或者,“基本上等于零”。例如,“角速度等于零”应被理解为,“角速度等于零或者趋近于等于零”,或者“角速度基本上等于零”,又或者“角速度近似等于零”。
128、可以理解的是,一次第二转动是指:不发生辊系运动(或者,剔除由辊系运动产生的影响),摆放平面的角速度从等于零开始,直至再次等于零时结束。
129、可以理解的是,在“第一转动”的起始时刻和结束时刻,“有效速度”是等于零的;在“第二转动”的起始时刻和结束时刻,“有效速度”是等于零的;但是,由于“有效速度”仅是“浮动速度”在制备方向上的分速度,因此,在“第一转动”和“第二转动”的起始时刻和结束时刻,“浮动速度”并不一定等于零。
130、可以理解的是,一次第一转动是摆放平面的一次不停顿的转动;一次第二转动是摆放平面的一次不停顿的转动。
131、可以理解的是,“第一角度”和“第二角度”是以有效速度来界定。
132、可以理解的是,不发生辊系运动(或者,剔除由辊系运动产生的影响),仅由两辊体之间的相对运动导致的“摆放平面与地面之间的一次相对运动”,即为摆放平面的一次“转动”;但是,“摆放平面与地面之间的一次相对运动”并不一定等于“两辊体之间的一次相对运动”。
133、可以理解的是,根据上述关于“两辊体之间的一次相对运动”的解释,可知,仅由两辊体之间的相对运动导致的“摆放平面与地面之间的一次相对运动”是指:不发生辊系运动(或者,剔除由辊系运动产生的影响),从一次摆放平面与地面之间产生相对运动的时刻开始,直至,本次摆放平面与地面之间的相对运动结束;并且,在本次摆放平面与地面之间的相对运动的起始时刻和结束时刻,摆放平面相对地面的转动的角速度等于零。
134、可以理解的是,“摆放平面相对地面的转动的角速度等于零”也可以表述为:“nip点的有效速度等于零”;或者,“浮动速度在制备方向上的分速度等于零”;又或者,“浮动速度与制备速度的内积等于零”。
135、可以理解的是,两辊体之间的一次相对运动的发生过程中,可发生一次或者多次选择性运动。例如:如图15所示,任意取一个与第一辊轴垂直的平面σ,在自然状态下,第一辊轴与平面σ的交点为o1,第二辊轴与平面σ的交点为o2;在制备过程中的某个时间段,两辊体之间发生一次相对运动。
136、可以理解的是,如图15所示,在两辊体之间发生相对运动的过程中,第一辊体对地运动,第二辊体对地静止;第一辊轴从点o1处开始,沿轨迹o1~o1-1~o1-2~o1-3不停顿的运动至点o1-3处后停止;nip点从点n处开始,沿轨迹n~n1~n2~n3不停顿的运动至点n3处后停止;本次两辊体之间的相对运动的起始时刻的nip点位于点n处,本次两辊体之间的相对运动的结束时刻的nip点位于点n3处;在点n处和点n3处,浮动速度等于零;在点n处、点n2处和点n3处,有效速度等于零;第一角度为矢量ω1;第二角度为矢量ω2。
137、可以理解的是,如图15所示的相邻发生的一次第一转动和一次第二转动之间,第一转动的结束时刻,即为第二转动的起始时刻,且在第一转动的结束时刻和第二转动的起始时刻的有效速度等于零;也就是说,一次两辊体之间发生相对运动的过程中,既发生了第一转动,也发生了第二转动;在第一转动发生的过程中,有效速度的方向与制备速度的方向始终相反,即浮动速度与制备速度的内积始终小于零,第一内积始终小于零;在第二转动发生的过程中,有效速度的方向与制备速度的方向始终相同,即浮动速度与制备速度的内积始终大于零,第二内积始终大于零;第一角度ω1的绝对值大于第二角度ω2的绝对值。
138、可以理解的是,如图15所示的一次选择性运动中,第一内积和第二内积的乘积始终小于零;第一角度的绝对值大于第二角度的绝对值。
139、可以理解的是,“第一角度ω1的绝对值大于第二角度ω2的绝对值”也可以表述为:“|ω1|>|ω2|”。
140、需要说明的是,如图15所示,第一角度ω1的绝对值和\或第二角度ω2的绝对值可设定在0.01至1度的范围,也可设定在其它范围。
141、可以理解的是,如图15所示为以“在两辊体之间发生相对运动的过程中,第一辊体对地运动,第二辊体对地静止”来说明“第一转动”和“第二转动”;所属领域普通技术人员能够直接且毫无疑义的确定的是,在两辊体之间发生相对运动的过程中,在两辊体同时对地运动的情况下,剔除两辊体同时对地运动时可能导致的辊系运动的影响之后,两辊体之间的相对运动能够进一步变换(或者,等效)为:第一辊体对地运动,第二辊体对地静止;或者,第一辊体对地静止,第二辊体对地运动。
142、可以理解的是,关于“第一转动”和“第二转动”,所属领域普通技术人员能够理解,“第一”和“第二”只是用来区分制备过程中所发生的、特征不同的仅由两辊体之间的相对运动导致的摆放平面的转动;“第一”和“第二”并不是用于限定产生顺序;在一次选择性运动中,第一转动与第二转动的发生顺序不分先后;也就是说,在一次选择性运动中,可以先发生第一转动然后相邻的发生第二转动,也可以先发生第二转动然后相邻的发生第一转动。
143、需要说明的是,“第一角度的绝对值”也可以表述为“第一角度的大小”;也就是说,矢量的绝对值与矢量的大小具有相同的含义。同理,也适用于第二角度。
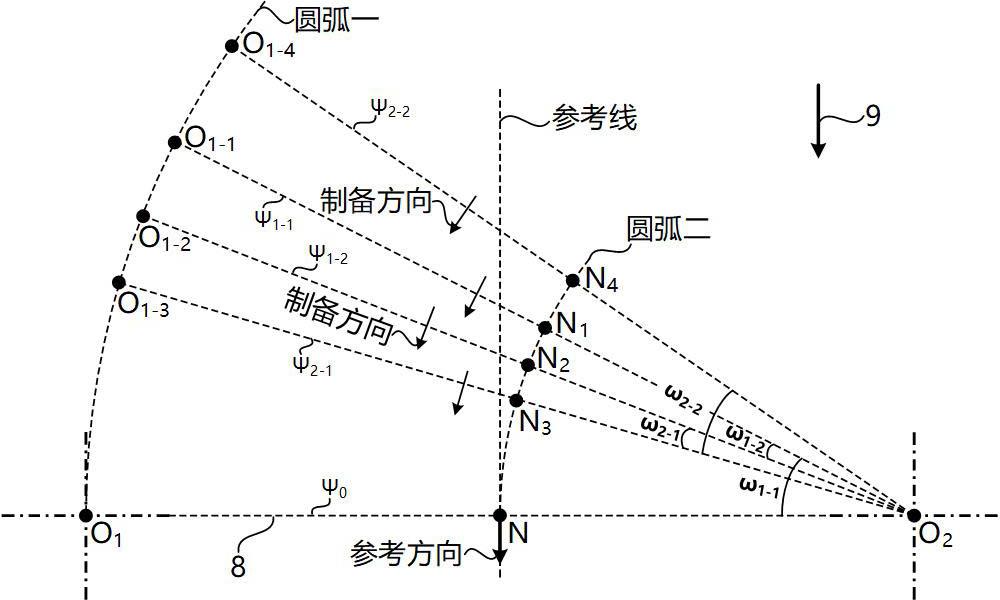
144、需要说明的是,如图16所示为以水平等径双辊薄带铸机为例进行说明;其中,点n1位于线段o1-1o2上,线段o1-1o2位于平面ψ1-1上;点n2位于线段o1-2o2上,线段o1-2o2位于平面ψ2-1上;点o1-3、点n4和点n3均位于线段o1-4o2上,线段o1-4o2位于平面ψ1-2上;点o1-2位于线段o1-5o2上,线段o1-5o2位于平面ψ1-3上;平面ψ2-1与平面ψ1-3重合;线段o1-1o1-2与圆弧o1-2o1-3相切于点o1-2,线段o1-3o1-4与圆弧o1-2o1-3相切于点o1-3;在两辊体之间发生相对运动的过程中,第一辊体对地运动,第二辊体对地静止。
145、可以理解的是,如图16所示,若第一辊轴从点o1-1处开始,沿轨迹o1-1~o1-2~o1-3~o1-4不停顿的运动至点o1-4处后停止,然后,第一辊轴再从点o1-4处开始,沿线段o1-4o1-5不停顿的运动至点o1-5处后停止;nip点从点n1处开始,沿轨迹n1~n2~n3~n4不停顿的运动至点n4处后停止,然后,nip点从点n4处开始,沿线段n4n5不停顿的运动至点n5处后停止;摆放平面先从平面ψ1-1处转动至平面ψ1-2处,产生第一角度ω1,然后,摆放平面从平面ψ1-2处转动至平面ψ2-1处,产生第二角度ω2;在第一角度ω1发生的过程中,浮动速度与制备速度的内积始终小于零,即第一内积始终小于零;在第二角度ω2发生的过程中,浮动速度与制备速度的内积始终大于零,即第二内积始终大于零;在第一辊轴从点o1-3处开始,沿轨迹o1-3~o1-4运动至点o1-4处的过程中,摆放平面不发生变化;也就是说,一次两辊体之间的相对运动产生了第一角度ω1,另一次两辊体之间的相对运动产生了第二角度ω2;第一角度ω1的绝对值大于第二角度ω2的绝对值,|ω1|>|ω2|;相邻发生的一次第一转动和一次第二转动之间,两辊体之间发生相对运动,第一辊轴沿轨迹o1-3~o1-4从点o1-3处运动至点o1-4处,有效速度等于零,摆放平面不发生变化。
146、可以理解的是,若两辊体之间发生一次相对运动,并且,本次两辊体之间的相对运动不改变摆放平面;也就是说,在本次两辊体之间发生相对运动的过程中,浮动速度与制备速度的内积始终等于零;那么,本次两辊体之间的相对运动既不导致摆放平面产生第一角度(或者,第一转动),也不导致摆放平面产生第二角度(或者,第二转动)。
147、需要说明的是,如图17所示为以水平等径双辊薄带铸机为例来继续说明“一次选择性运动”;点n为自然状态下的nip点;点o1-2、点n1和点n2位于线段o1-1o2上,线段o1-1o2位于平面ψ1-1上;点n3位于线段o1-3o2上,线段o1-3o2位于平面ψ1-2上;在两辊体之间发生相对运动的过程中,第一辊体对地运动,第二辊体对地静止。
148、可以理解的是,如图17所示,连续的发生三次两辊体之间的相对运动:
149、第一次两辊体之间的相对运动,第一辊轴从点o1处开始,沿线段o1o1-1不停顿的运动至点o1-1处后停止,摆放平面从平面ψ0处转动至平面ψ1-1处,第一转动发生,产生第一角度ω1-1,在第一角度ω1-1发生的过程中,浮动速度与制备速度的内积始终小于零,即第一内积始终小于零;
150、第二次两辊体之间的相对运动,第一辊轴从点o1-1处开始,沿线段o1-1o1-2不停顿的运动至点o1-2处后停止,摆放平面不发生转动,浮动速度不等于零,有效速度始终等于零,nip点产生位移n1→n2;
151、第三次两辊体之间的相对运动,第一辊轴从点o1-2处开始,沿线段o1-2o1-3不停顿的运动至点o1-3处后停止,摆放平面从平面ψ1-1处转动至平面ψ1-2处,第二转动发生,产生第二角度ω1-2,在第二角度ω1-2发生的过程中,浮动速度与制备速度的内积始终大于零,即第二内积始终大于零;
152、一次第一转动和一次第二转动是相邻的发生的。
153、可以理解的是,“n1→n2”表示起点为点n1、终点为点n2的矢量,方向从点n1处指向点n2处。
154、可以理解的是,本发明专利申请文件中,位移n1→n2是在调节辊缝开度的过程中产生的。
155、本发明人经研究发现,位移n1→n2存在的意义是;在当前的技术状况之下,在第一位移和\或第二位移发生的过程中,保持辊缝开度的绝对恒定可能存在一定的难度,尽管辊缝开度的绝对恒定是对工艺稳定性和\或坯体质量有益的;为使得选择性运动能够根据实际需要、无限制的累加以达到所需要的技术目的,并降低装备误差和\或控制误差的累计效应可能对辊缝开度产生的影响,在辊缝开度偏离设定值并到一定程度时,可以在不改变摆放平面的情况下,控制两辊体之间发生相对运动,以适当的调整两辊体之间的距离;当然,也可以在第一位移和\或第二位移发生的同时,对辊缝的开度做出必要的调整,具体应考虑当前的技术状况。
156、需要说明的是,如图16和17所示,在每次选择性运动中,第一内积始终小于零,第二内积始终大于零;所属领域普通技术人员能够直接且毫无疑义的知道,在其它实施方式中,在每次选择性运动中,第一内积始终大于零,第二内积始终小于零。
157、进一步地,一种双辊薄带工艺的辊缝浮动方法,多次所述选择性运动是连续或者部分连续的发生的;相邻发生的两次所述选择性运动之间,所述第一辊体和所述第二辊体之间不发生相对运动,或者,所述第一辊体和所述第二辊体之间发生相对运动,但是,所述浮动速度与所述制备速度的内积等于零。
158、可以理解的是,“所述多次选择性运动是连续或者部分连续的发生的”;假设第n次选择性运动与第(n+1)次选择性运动是连续的发生的,并且,第n次选择性运动在先发生,第(n+1)次选择性运动在后发生,n为正整数;那么,“第(n+1)次选择性运动的起始时刻”是“第n次选择性运动的结束时刻”,或者,第(n+1)次选择性运动的起始时刻”是“第n次选择性运动的结束时刻之后的某个时刻”;也就是说,“第(n+1)次选择性运动的起始时刻”不可能是“第n次选择性运动的起始时刻与结束时刻之间的某个时刻”。
159、可以理解的是,“连续”是指:
160、相邻发生的两次选择性运动之间,两辊体之间不发生相对运动;
161、或者,
162、相邻发生的两次选择性运动之间,虽然两辊体之间发生相对运动,但是,两辊体之间发生的相对运动仅仅使浮动速度的方向与制备方向垂直,也就是说,有效速度等于零,浮动速度与制备速度的内积等于零,摆放平面并不发生改变(不发生辊系运动,或者,剔除由辊系运动产生的影响)。
163、进一步地,一种双辊薄带工艺的辊缝浮动方法,至少两次所述选择性运动是连续的发生的。
164、本发明人经研究发现,在通常情况下,控制多次选择性运动连续发生,更有利于工艺的稳定和\或坯体质量。
165、进一步地,一种双辊薄带工艺的辊缝浮动方法,至少三次所述选择性运动是连续的发生的。
166、本发明人经研究发现,在通常情况下,连续发生的选择性运动的次数越多,越有利于工艺的稳定和\或坯体质量。
167、进一步地,一种双辊薄带工艺的辊缝浮动方法,在一次所述选择性运动中,所述第二角度的绝对值与所述第一角度的绝对值的比值在0.05至0.95的范围。
168、进一步地,一种双辊薄带工艺的辊缝浮动方法,所述选择性运动的发生频率在0.01至10赫兹的范围。
169、可以理解的是,“选择性运动的发生频率”是指:单位时间内选择性运动发生的次数。
170、进一步地,一种双辊薄带工艺的辊缝浮动方法,在每次所述选择性运动中,所述第一内积小于零。
171、进一步地,一种双辊薄带工艺的辊缝浮动方法,在一次所述选择性运动中,所述第一角度对应的所述nip点的位移的方向与所述第二角度对应的所述nip点的位移的方向是垂直的。
172、可以理解的是,“所述第一角度对应的所述nip点的位移”是指,一次“所述第一角度”(或者,第一转动)的起始时刻和结束时刻之间,两辊体之间的相对运动使nip点发生的位移。
173、可以理解的是,“所述第二角度对应的所述nip点的位移”是指,一次“所述第二角度”(或者,第二转动)的起始时刻和结束时刻之间,两辊体之间的相对运动使nip点发生的位移。
174、优选的,一种双辊薄带工艺的辊缝浮动方法,在一次所述选择性运动中,所述第一角度对应的所述浮动速度的方向不发生变化,所述第二角度对应的所述浮动速度的方向不发生变化,且所述第一角度对应的所述浮动速度的方向与所述第二角度对应的所述浮动速度的方向是垂直的。
175、可以理解的是,“在一次所述选择性运动中,所述第一角度对应的所述浮动速度的方向不发生变化,所述第二角度对应的所述浮动速度的方向不发生变化”,也就是说,第一角度对应的nip点的运动为直线运动,第二角度对应的nip点的运动为直线运动。
176、进一步地,一种双辊薄带工艺的辊缝浮动方法,在自然状态下,所述nip点处的所述坯体的移动速度的方向称为参考方向;在一次所述选择性运动中,所述第一角度对应的所述nip点的位移的方向与所述参考方向斜交或者平行。
177、进一步地,一种双辊薄带工艺的辊缝浮动方法,在所述多次选择性运动中,每次所述第一角度的绝对值相同。
178、进一步地,一种双辊薄带工艺的辊缝浮动方法,在所述多次选择性运动中,至少两次所述第一角度的绝对值相同。
179、进一步地,一种双辊薄带工艺的辊缝浮动方法,在一次所述选择性运动中,所述第一角度对应的所述nip点的位移的方向和所述第二角度对应的所述nip点的位移的方向是相反的。
180、可以理解的是,“在一次所述选择性运动中,所述第一角度对应的所述nip点的位移的方向和所述第二角度对应的所述nip点的位移的方向是相反的”也可以表述为:在一次选择性运动中,第一角度对应的nip点的位移的方向和第二角度对应的nip点的位移的方向所成角度为180度。
181、可以理解的是,为进一步明确“第一角度”与对应的“nip点的位移”的关系,本发明人结合图17进行说明,如图17所示,“第一角度ω1-1”对应的“nip点的位移”为:矢量n→n1,方向是从点n处指向点n1处。
182、可以理解的是,为进一步明确“第二角度”与对应的“nip点的位移”的关系,本发明人结合图17进行说明,如图17所示,“第二角度ω1-2”对应的“nip点的位移”为:矢量n2→n3,方向是从点n2处指向点n3处。
183、需要说明的是,如图17所示,在一次选择性运动中,第一角度ω1-1对应的nip点的位移n→n1的方向与参考方向斜交;当然,第一角度对应的nip点的位移n→n1的方向可以与参考方向相同或者相反。
184、需要说明的是,如图17所示,在一次选择性运动中,摆放平面的第二角度ω1-2对应的nip点的位移n2→n3的方向与参考方向斜交;当然,第二角度对应的nip点的位移n2→n3的方向可以与参考方向相同或者相反。
185、优选的,一种双辊薄带工艺的辊缝浮动方法,在一次所述第一转动发生的过程中,所述浮动速度的方向与所述参考方向所成的角度不发生变化。
186、优选的,一种双辊薄带工艺的辊缝浮动方法,在一次所述第二转动发生的过程中,所述浮动速度的方向与所述参考方向所成的角度不发生变化。
187、进一步地,在一次所述第一转动发生的过程中,所述浮动速度的方向与所述制备速度的方向始终相反。
188、可以理解的是,若“所述浮动速度的方向与所述制备速度的方向始终相反”,则辊缝的开度是恒定的。
189、进一步地,在一次所述第一转动发生的过程中,所述浮动速度的方向与所述制备速度的方向始终相同。
190、可以理解的是,若“所述浮动速度的方向与所述制备速度的方向始终相同”,则辊缝的开度是恒定的。
191、进一步地,一种双辊薄带工艺的辊缝浮动方法,所述第一角度的绝对值和\或所述第二角度的绝对值在0.01至0.1度的范围。
192、进一步地,一种双辊薄带工艺的辊缝浮动方法,所述第一角度的绝对值和\或所述第二角度的绝对值在0.1至1度的范围。
193、进一步地,一种双辊薄带工艺的辊缝浮动方法,所述第一角度的绝对值和\或所述第二角度的绝对值在1至5度的范围。
194、进一步地,一种双辊薄带工艺的辊缝浮动方法,在一次所述选择性运动的发生过程中的部分或者全部时间,所述辊缝的开度是恒定的。
195、优选地,一种双辊薄带工艺的辊缝浮动方法,在所述多次选择性运动的发生过程中的全部时间,所述辊缝的开度是恒定的。
196、进一步地,一种双辊薄带工艺的辊缝浮动方法,在自然状态下,所述第一辊轴和所述第二辊轴所在的平面称为基准平面;产生所述第一转动和\或所述第二转动的两所述辊体之间的相对运动包括以下运动方式中的一种或者多种:
197、所述第一辊体绕所述第二辊轴转动;
198、所述第二辊体绕所述第一辊轴转动;
199、所述第一辊体的速度的方向和\或所述第二辊体的速度的方向与所述基准平面垂直;
200、所述第一辊体的速度的方向和\或所述第二辊体的速度的方向与所述基准平面斜交;
201、所述第一辊体绕任意与所述第一辊轴平行的轴线转动;
202、所述第二辊体绕任意与所述第二辊轴平行的轴线转动。
203、可以理解的是,上述任意一种“产生所述第一转动和\或所述第二转动的两辊体之间的相对运动”,均会产生nip点的浮动,且使摆放平面发生改变,不同的“运动方式”会导致有效速度的变化趋势或者变化速率存在差异;但是,在不考虑辊缝开度的影响的前提下,只要有效速度的方向与制备方向相反,就能够可持续的增大熔池压力,反之,只要有效速度的方向与制备方向相同,就能够可持续的降低熔池压力。
204、可以理解的是,所属领域普通技术人员能够直接且毫无疑义的确定的是,根据实际工艺进程的需要,保证辊缝开度不发生变化或者在允许的范围内变化,选择上述“运动方式”和适宜的参数进行组合以使选择性运动能够实现任意时空尺度的累加,以使熔池压力的变化达到所需的技术效果。
205、可以理解的是,“适宜的参数”包括“浮动速度的方向”与“制备方向”所成的角度。
206、可以理解的是,“所述第一辊体绕所述第二辊轴转动”,其中,“转动”是指:在两辊体之间发生相对运动的过程中,第一辊体绕第二辊轴(或者,第二辊体)做圆周运动,辊缝开度恒定。同理,也适用于“所述第二辊体绕所述第一辊轴转动”。
207、可以理解的是,“所述第一辊体绕任意与所述第一辊轴平行的轴线转动”,其中,“转动”是指:在两辊体之间发生相对运动的过程中,第一辊体绕与第一辊轴平行的轴线做圆周运动,辊缝开度发生变化。同理,也适用于“所述第二辊体绕任意与所述第二辊轴平行的轴线转动”。
208、可以理解的是,在本发明专利申请文件中,两辊体之间发生相对运动的过程中第一辊体绕第二辊轴(或者,第二辊体;又或者,与第一辊轴平行的轴线)做转动,其中,“转动”均是指的圆周运动。
209、进一步地,一种双辊薄带工艺的辊缝浮动方法,在一次所述第一转动发生的过程中,以所述第二辊体为参照物,所述第一辊体的速度的方向是随时间连续变化的。
210、可以理解的是,在一次第一转动发生的过程中,若“以所述第二辊体为参照物,所述第一辊体的速度的方向是随时间连续变化的”,则以第二辊体为参照物,第一辊体的运动轨迹是曲线。例如:第二辊体对地静止,第一辊体绕第二辊体转动,那么,以第二辊体为参照物,第一辊体的运动轨迹是圆弧线。
211、可以理解的是,“第二辊体对地静止,第一辊体绕第二辊体转动,那么,以第二辊体为参照物,第一辊体的运动轨迹是圆弧线”是“以所述第二辊体为参照物,所述第一辊体的速度的方向是随时间连续变化的”的一种情况;“以所述第二辊体为参照物,所述第一辊体的速度的方向是随时间连续变化的”的情况下,第一辊体的运动轨迹还可以是椭圆弧线、抛物线、双曲线、三角函数、其他符合函数规律曲线或者任意无规则曲线等。
212、进一步地,应用于一种双辊薄带工艺的辊缝浮动方法的装置,所述装置包括第一辊体、第二辊体、第一轴承座、第二轴承座;所述第一辊体的轴承安装在所述第一轴承座中,所述第二辊体的轴承安装在所述第二轴承座中,所述装置还包括曲率调节轨道、角度调节轨道和外轨道,所述第一轴承座和\或所述第二轴承座可移动的设置在所述曲率调节轨道上,所述曲率调节轨道可移动的设置在所述角度调节轨道上,所述角度调节轨道可移动的设置在外轨道上。
213、进一步地,应用于一种双辊薄带工艺的辊缝浮动方法的装置,所述第一轴承座和\或所述第二轴承座与所述曲率调节轨道接触并能产生相对运动,组成运动副;所述曲率调节轨道与所述角度调节轨道接触并能产生相对运动,组成运动副;所述角度调节轨道与所述外轨道接触并能产生相对运动,组成运动副。
214、进一步地,应用于一种双辊薄带工艺的辊缝浮动方法的装置,所述第一轴承座、所述第二轴承座、所述曲率调节轨道、所述角度调节轨道、所述外轨道为主构件,在相邻的两个所述主构件间设置一个或者多个子构件,所述子构件与相邻所述主构件组成运动副,以允许实现更复杂和\或更精确的运动。
215、更进一步地,应用于一种双辊薄带工艺的辊缝浮动方法的装置,在相邻的两所述主构件间的相邻两所述子构件组成运动副,以允许实现更复杂和\或更精确的运动。
216、需要说明的是,在本发明专利申请文件中,关于运动副,有多种等价的表达方式,包括:
217、“甲在乙上的运动组成运动副”;
218、“甲与乙组成运动副”;
219、“甲在乙上运动的活动联接(或者,连接),组成运动副”;
220、“甲与乙之间产生相对运动的活动联接,组成运动副”。
221、需要说明的是,“甲”和“乙”均表示构件,可以用具体的构件名称来进行替换。
222、需要说明的是,本发明专利申请文件所提出的“选择性运动”的内涵是:根据合金成分,控制辊缝产生偏好性的浮动;“偏好性”是辊缝的浮动过程针对kiss角的作用效果而言。
223、发明人目前的研究能够表明,对于绝大部分钢铁材料和难以计数的高价值有色金属材料,均需要对辊缝的浮动方式进行“选择”:要么利于kiss角的稳定形成;要么阻止kiss角的过度发展。需要“选择”的根本原因是:半固态金属具有剪切变稀的特性;对于生产效率的追求。
224、尽管双辊薄带工艺在1845年前后就被提出,但是,发生于熔池中的半固态剪切变稀行为,以及由此产生的图2所示的kiss角,是本发明人首次发现的。
225、本发明专利申请文件所提方法的优点包括:
226、利于实时控制,通过促使辊体顶紧力小幅波动,以防止辊体顶紧力在相对较长的时间跨度中,持续的以非常微弱的趋势增大或者持续的以非常微弱的趋势降低,给操作人员带来不必要的心理压力;
227、因“材”施策,所谓的“策”,是可改变熔池压力的辊缝浮动之“策”;
228、对于两相区较窄的材料,能够促使kiss角形成,利用kiss角阻碍熔池中的压力与出熔池的未凝固的坯体芯部相连通,避免“脊”、“蛇蛋”和“鸡蛋灌饼”等坯体缺陷;
229、对于两相区较宽的材料,能够促使kiss角物质更新,抑制kiss角的快速发展,降低长程剪切变稀界面崩溃时的压力峰值,防止因熔池压力峰值过高产生的侧封板漏液、侧封板损坏、卡带、断带、裂纹等多样化的工艺稳定性问题和关键元件服役时间缩短的问题;
230、消除横贯坯体的“亮线”;
231、降低双辊薄带铸机的颤动;
232、制备小批量的高端材料;
233、有望实现较宽两相区的金属材料薄带的制备;
234、有望实现极窄两相区的金属材料薄带的制备;
235、本发明专利申请文件中所提技术方案可用于利用双辊薄带工艺制备钢铁薄带、有色金属薄带等,例如:复层薄板带(例如,铜-铝复合薄板带;又例如,钛-铝复合薄板带)、铝合金薄板带(例如,七系铝合金;又例如,六系铝合金)、硅钢薄板带(例如,硅含量超过5%的硅钢)、因瓦合金薄板带、铜合金薄板带(例如,cu-15ni-8sn;又例如,cu-9ni-6sn)、高熵合金薄板带、复层棒材、复层管材、复层板材(例如,10毫米厚度的复层合金板)。
- 还没有人留言评论。精彩留言会获得点赞!