一种涡轮叶片复杂内腔液力研磨设备的制作方法
本发明涉及涡轮叶片加工设备领域,具体为一种涡轮叶片复杂内腔液力研磨设备。
背景技术:
1、燃气轮机涡轮叶片多为空气冷却方式,其内腔空气流道路径复杂,采用陶瓷型芯铸造,脱模后未脱除干净的型芯附着物及氧化层不易清理,影响后续的渗层质量和气流稳定性。
技术实现思路
1、针对现有技术中存在的问题,本发明提供一种涡轮叶片复杂内腔液力研磨设备,用于清理涡轮叶片复杂内腔的铸造附着物。
2、本发明是通过以下技术方案来实现:
3、一种涡轮叶片复杂内腔液力研磨设备,包括第一压力罐体、第二压力罐体、连通开关阀和电气控制系统,第一压力罐体与第二压力罐体之间通过连通开关阀连通;第一压力罐体上设有第一进气开关阀和第一排气开关阀,第二压力罐体上设有第二进气开关阀和第二排气开关阀,连通开关阀、第一进气开关阀、第一排气开关阀、第二进气开关阀和第二排气开关阀均由电气控制系统控制;未使用时,第二压力罐体内部灌注研磨液。
4、优选的,第一压力罐体的顶部设有第一进气均流管,第一进气开关阀设置于第一进气均流管上;第二压力罐体的顶部设有第二进气均流管,第二进气开关阀设置于第二进气均流管上。
5、优选的,第一进气均流管和第二进气均流管均呈环形,且环形管的下壁开设有出气孔。
6、优选的,第一压力罐体、第二压力罐体、第一进气均流管、第二进气均流管、连通开关阀、第一进气开关阀、第一排气开关阀、第二进气开关阀和第二排气开关阀均由不锈钢材料制成。
7、优选的,第二压力罐体内部设有导流管,导流管的入口设置于第二压力罐体的入口处。
8、优选的,导流管的壁面上开设有多个通孔。
9、优选的,电气控制系统包括plc和触摸屏,plc通过以太网接口连接触摸屏,plc用于控制连通开关阀、第一进气开关阀、第一排气开关阀、第二进气开关阀和第二排气开关阀的状态,触摸屏用于控制和实时监测plc的运行状态。
10、优选的,当研磨设备处于初始状态时,连通开关阀、第一进气开关阀和第二进气开关阀均处于关闭状态;第一排气开关阀、第二排气开关阀均处于接通状态。
11、优选的,当研磨设备处于运行状态时,连通开关阀、第一排气开关阀和第二进气开关阀均处于接通状态,第二排气开关阀、第一进气开关阀均处于关闭状态;
12、换向时,第二进气开关阀和第一排气开关阀处于关闭状态,连通开关阀、第二排气开关阀和第一进气开关阀处于接通状态。
13、优选的,当研磨设备结束循环时,连通开关阀、第一进气开关阀和第二进气开关阀均处于关闭状态,第一排气开关阀和第二排气开关阀均处于接通状态。
14、与现有技术相比,本发明具有以下有益效果:
15、本发明一种涡轮叶片复杂内腔液力研磨设备通过压缩空气驱动实现研磨液在涡轮叶片流道内的往复循环,使用时,压缩空气经空气减压阀调整压力后通过进气开关阀和进气均流管进入第一压力罐体或第二压力罐体,驱动罐体内的研磨液通过叶片内腔流道在两个罐内进行往复循环,实现对涡轮叶片内腔流道的研磨。
16、进一步的,设备与介质接触的罐体、开关阀和管路等均采用不锈钢材质,且结构简单,研磨液和被冲刷出的杂质不易磨损和堵塞设备,对研磨液的适应性强,可满足长时间连续工作的需要,长期使用维护简单,成本低。
17、进一步的,因研磨液中磨粒易发生沉淀,进气均流管的环形管下壁面均匀的开有出气孔,当压缩空气沿出气孔均匀喷出后,会起到将罐底沉淀的磨料搅拌均匀的作用。
18、进一步的,第二压力罐体内安装导流管,导流管壁面均匀的开有通孔,研磨液需通过导流管上的小孔进出第一压力罐体和第二压力罐体,即使研磨液沉淀也不会造成罐体下部的管路堵塞,同时还可起到研磨液进入罐体时不易发生沉淀的作用。
19、进一步的,采用plc控制,触摸屏作为设备的人机接口,通过组态软件对设备工作及控制过程进行组态,实现对工作过程的监测和控制,自动化程度高。
技术特征:
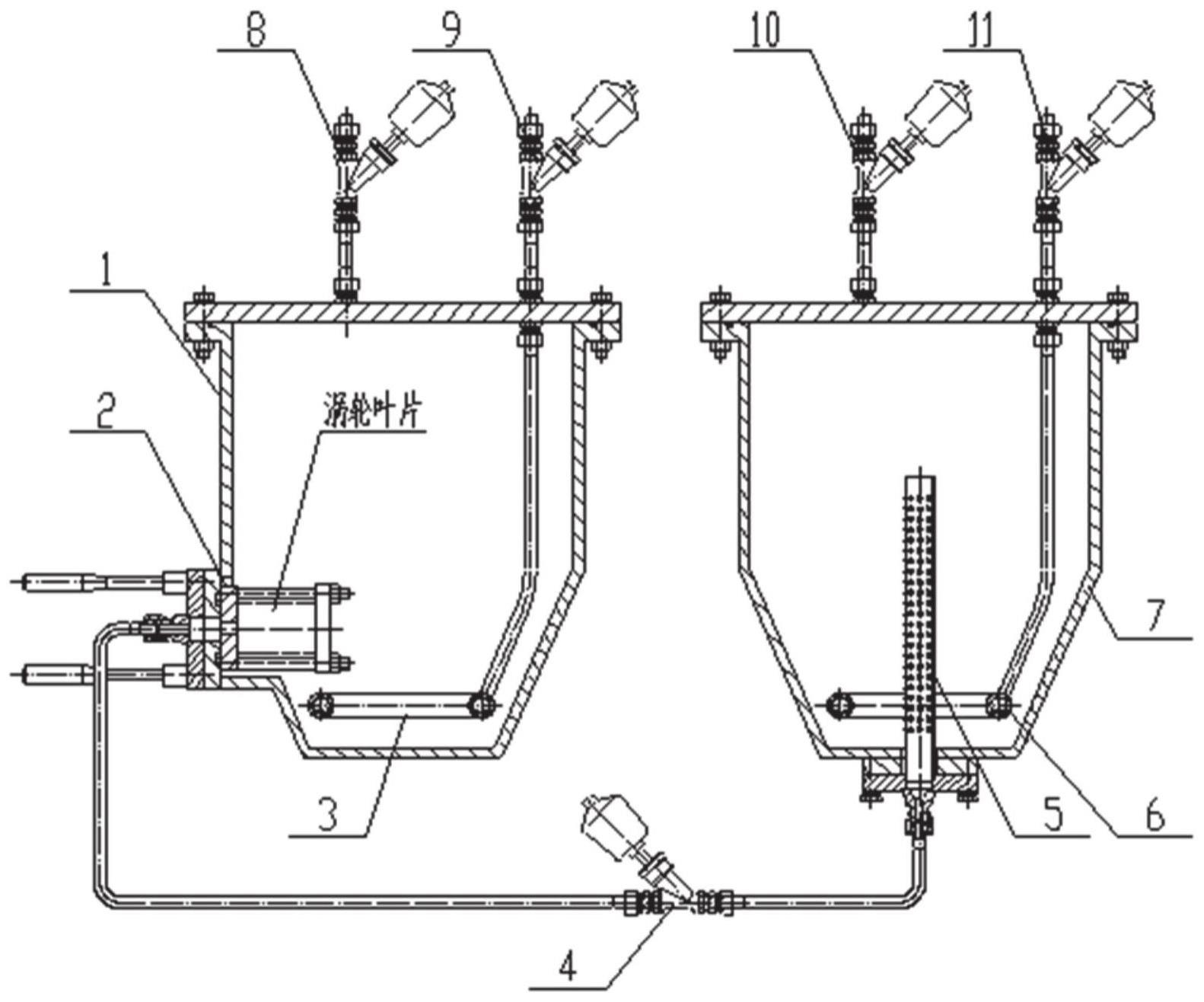
1.一种涡轮叶片复杂内腔液力研磨设备,其特征在于,包括第一压力罐体(1)、第二压力罐体(7)、连通开关阀(4)和电气控制系统,第一压力罐体(1)与第二压力罐体(7)之间通过连通开关阀(4)连通;第一压力罐体(1)上设有第一进气开关阀(9)和第一排气开关阀(8),第二压力罐体(7)上设有第二进气开关阀(11)和第二排气开关阀(10),连通开关阀(4)、第一进气开关阀(9)、第一排气开关阀(8)、第二进气开关阀(11)和第二排气开关阀(10)均由电气控制系统控制;未使用时,第二压力罐体(7)内部灌注研磨液。
2.根据权利要求1所述的涡轮叶片复杂内腔液力研磨设备,其特征在于,第一压力罐体(1)的顶部设有第一进气均流管(3),第一进气开关阀(9)设置于第一进气均流管(3)上;第二压力罐体(7)的顶部设有第二进气均流管(6),第二进气开关阀(11)设置于第二进气均流管(6)上。
3.根据权利要求2所述的涡轮叶片复杂内腔液力研磨设备,其特征在于,第一进气均流管(3)和第二进气均流管(6)均呈环形,且环形管的下壁开设有出气孔。
4.根据权利要求2所述的涡轮叶片复杂内腔液力研磨设备,其特征在于,第一压力罐体(1)、第二压力罐体(7)、第一进气均流管(3)、第二进气均流管(6)、连通开关阀(4)、第一进气开关阀(9)、第一排气开关阀(8)、第二进气开关阀(11)和第二排气开关阀(10)均由不锈钢材料制成。
5.根据权利要求1所述的涡轮叶片复杂内腔液力研磨设备,其特征在于,第二压力罐体(7)内部设有导流管(5),导流管(5)的入口设置于第一压力罐体(1)与第二压力罐体(7)的入口处。
6.根据权利要求5所述的涡轮叶片复杂内腔液力研磨设备,其特征在于,导流管(5)的壁面上开设有多个通孔。
7.根据权利要求1所述的涡轮叶片复杂内腔液力研磨设备,其特征在于,电气控制系统包括plc和触摸屏,plc通过以太网接口连接触摸屏,plc用于控制连通开关阀(4)、第一进气开关阀(9)、第一排气开关阀(8)、第二进气开关阀(11)和第二排气开关阀(10)的状态,触摸屏用于控制和实时监测plc的运行状态。
8.根据权利要求7所述的涡轮叶片复杂内腔液力研磨设备,其特征在于,当研磨设备处于初始状态时,连通开关阀(4)、第一进气开关阀(9)和第二进气开关阀(11)均处于关闭状态;第一排气开关阀(8)、第二排气开关阀(10)均处于接通状态。
9.根据权利要求7所述的涡轮叶片复杂内腔液力研磨设备,其特征在于,当研磨设备处于运行状态时,连通开关阀(4)、第一排气开关阀(8)和第二进气开关阀(11)均处于接通状态,第二排气开关阀(10)、第一进气开关阀(9)均处于关闭状态;
10.根据权利要求7所述的涡轮叶片复杂内腔液力研磨设备,其特征在于,当研磨设备结束循环时,连通开关阀(4)、第一进气开关阀(9)和第二进气开关阀(11)均处于关闭状态,第一排气开关阀(8)和第二排气开关阀(10)均处于接通状态。
技术总结
本发明涉及涡轮叶片加工设备领域,尤其涉及一种涡轮叶片复杂内腔液力研磨设备,包括第一压力罐体、第二压力罐体、连通开关阀和电气控制系统,第一压力罐体与第二压力罐体之间通过连通开关阀连通;第一压力罐体上设有第一进气开关阀和第一排气开关阀,第二压力罐体上设有第二进气开关阀和第二排气开关阀,连通开关阀、第一进气开关阀、第一排气开关阀、第二进气开关阀和第二排气开关阀均由电气控制系统控制;未使用时,第二压力罐体内部灌注研磨液。本发明中压缩空气经空气减压阀调整压力后通过进气开关阀和进气均流管进入第一压力罐体或第二压力罐体,驱动罐体内的研磨液通过叶片内腔流道在2个罐内进行往复循环,实现对涡轮叶片内腔流道的研磨。
技术研发人员:王莉,王琼波,张江伟,张在望,张光明,罗阿利,杨军军,徐国成
受保护的技术使用者:中国航发动力股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!