一种轮式工程机械车轮用锁圈制造工艺的制作方法
本发明涉及机械制造领域,且更具体地涉及一种轮式工程机械车轮用锁圈制造工艺。
背景技术:
1、随着工程机械行业的不断发展,轮式工程机械在建筑、挖掘和运输等领域中扮演着重要的角色。而锁圈作为轮式工程机械的重要组成部分之一,其质量和性能直接影响着整体机械的安全性、稳定性和效率。
2、车轮锁圈作为固定车轮在轴上的重要零部件,其主要功能是确保车轮的稳定性和可靠性。传统的车轮锁圈制造工艺通常采用铸造、锻造或冲压等方法,但这些方法存在一些局限性和缺点。
3、首先,传统制造方法可能存在质量不稳定的问题,无法保证锁圈的尺寸精度和机械性能的一致性。这可能导致锁圈在使用过程中出现尺寸偏差、不良表面质量或者强度不足的问题,从而影响整个车轮的安全性能。
4、其次,传统工艺方式通常需要多个加工步骤,包括组装和后处理等,生产周期长且效率较低。这增加了生产成本和交货时间,并且容易受到人工操作的影响,存在一定的工艺风险。
5、此外,传统工艺方法对于复杂形状的锁圈设计和制造存在限制。一些特殊要求的锁圈形状和内部结构可能难以通过常规加工方法实现,这限制了锁圈的设计创新和功能优化,无法满足不同应用场景的需求。
6、综上所述,传统的车轮锁圈制造工艺在质量、效率和灵活性等方面存在一些问题和挑战。因此,研究开发一种新的制造工艺,能够提高锁圈的质量、性能和生产效率,实现更精确、可靠和灵活的车轮锁圈制造,具有重要的研究和应用价值。
7、因此,本发明公开一种轮式工程机械车轮用锁圈制造工艺。
技术实现思路
1、针对现有技术的不足,本发明公开了一种轮式工程机械车轮用锁圈制造工艺,通过利用3d建模软件生成车轮锁圈的数字化模型,实现了定制化设计的优势。通过3d打印机器快速制造出车轮锁圈的原型。过逐层添加金属材料镁,锁圈的强度得以提升,可以更好地承受车轮在工作中的载荷和振动,进一步提高整体的安全性和可靠性。通过数控机床加工,提高了锁圈的尺寸精度和表面质量,从而提高了整体的装配质量和使用性能。通过热处理方法对其进行处理,提高了整体的耐久性和可靠性。通过漆面处理,延长了其使用寿命。通过质量检验,保证其符合设计要求和产品标准。
2、为了实现上述技术效果,本发明采用以下技术方案:
3、一种轮式工程机械车轮用锁圈制造工艺,其中所述方法包括:
4、作为本发明进一步的技术方案,包括以下步骤:
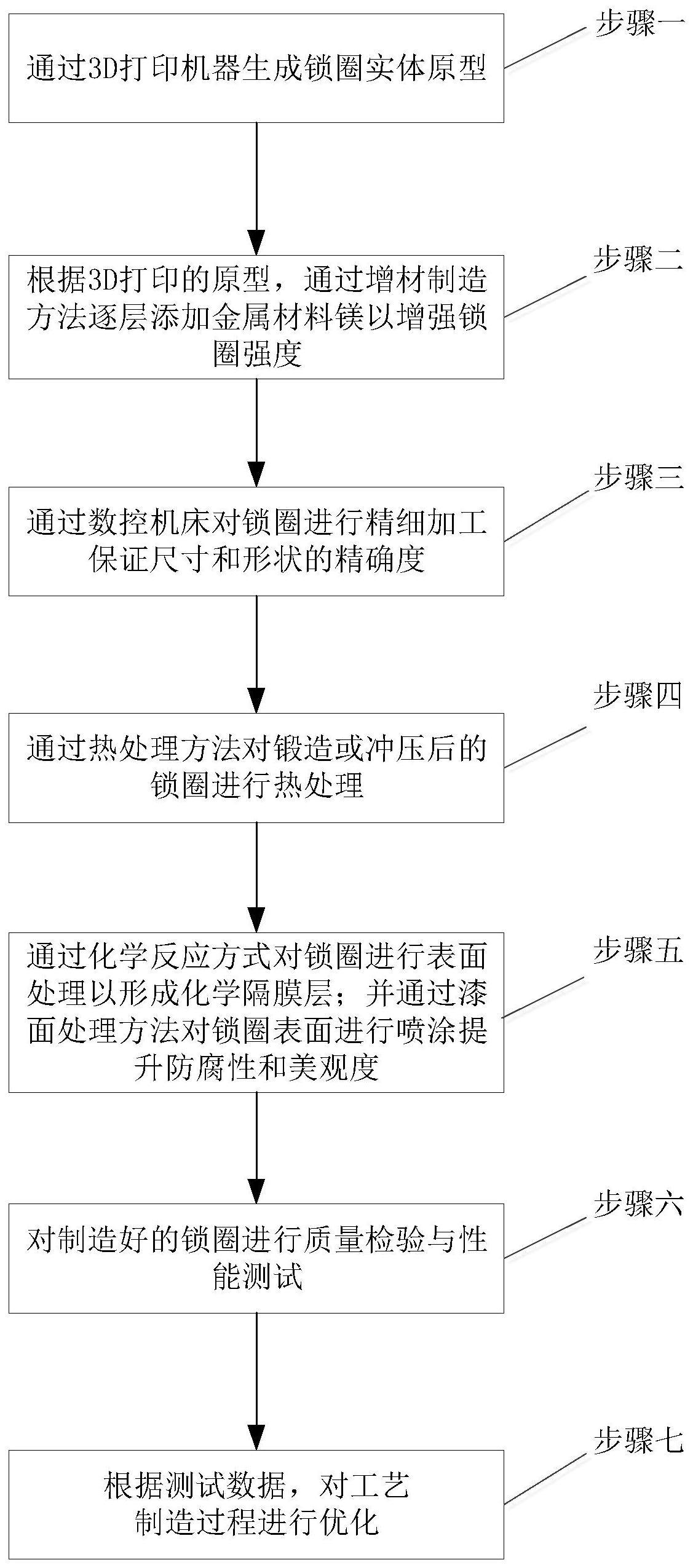
5、(s1)通过3d打印机器生成锁圈实体原型,所述3d打印机器包括数字模型模块、性能分析模块和3d打印模块;所述数字模型模块通过3d建模软件cad生成锁圈的数字化模型;所述性能分析模块通过模拟分析软件对锁圈进行力学和疲劳分析;并根据分析结果,通过3d建模软件cad对锁圈外形进行参数调整;最终通过3d打印模块制造出锁圈原型;
6、(s2)根据3d打印的原型,通过增材制造方法逐层添加金属材料镁以增强锁圈强度;
7、(s3)通过数控机床对锁圈进行精细加工保证尺寸和形状的精确度;
8、(s4)通过热处理方法对锻造或冲压后的锁圈进行热处理,所述热处理方法通过淬退火和固溶处理提高材料的强度和耐用性;所述淬退火通过盐浴淬火方法控制材料的组织结构;所述固溶处理通过恒温槽改变温度以形成适当的冷却速率,使合金元素重新形成均匀的固体溶体结构;
9、(s5)通过化学反应方式对锁圈进行表面处理以形成化学隔膜层;并通过漆面处理方法对锁圈表面进行喷涂提升防腐性和美观度;其中所述化学反应方式为:
10、镍盐水(适量)+8naoh+3h2so4→niso4+6hcl+7nacl+4h2o;或
11、镍盐水(适量)+6nh4no3→niso4+3nacl+4h2o+5nh3+;
12、或
13、镍盐水(适量)+4nacn+3h2so4→niso4+3nacl+2h2o+4cn-;
14、所述漆面处理方法为;
15、通过蒸汽设备去除锁圈表面的油脂和其他污染物;
16、通过喷枪将环氧底漆均匀喷涂在锁圈表面,形成底漆膜;
17、通过喷涂机将聚氨酯漆料均匀喷涂在锁圈表面,形成隔离涂层;
18、通过抛光机和抛光液对涂层进行抛光处理,使锁圈表面光滑细腻;
19、(s6)对制造好的锁圈进行质量检验与性能测试,所述质量检验通过尺寸检测、强度检测和表面质量检测确保锁圈的质量强度符合要求;所述性能测试通过耐久性测试、疲劳寿命测试和环境适应性测试验证锁圈在各种工况下的可靠性和安全性;所述要求符合锁圈的质量强度符合国家标准《锁具安全通用技术条件》各项参数规定;
20、(s7)根据测试数据,通过调整加工工序、优化热处理参数和改进表面处理方法对整个制造过程进行工艺优化,以提高制造效率和产品质量。
21、作为本发明进一步的技术方案,所述3d打印机器通过选择性激光熔化方式进行金属3d打印,所述选择性激光熔化方式包括;炼材单元和构建单元,所述炼材单元通过高功率激光束瞬间加热金属粉末,将金属粉末局部熔化,其中瞬时加热金属粉末的能量传递公式为:
22、q = m × c ×δf (1)
23、在公式(1)中,q表示能量传递量,m表示金属粉末的质量,c表示金属材料的比热容,δf表示金属粉末的温升;
24、所述构建单元基于数字化模型数据,通过激光束的扫描和移动来逐层构建金属制品,所述激光束通过机器视觉系统和三维移动算法控制在每一层上扫过的路径,以形成复杂形状的锁圈;
25、其中激光束扫描和移动构建金属制品的路径控制公式为:
26、y = r0 + v ×t (2)
27、在公式(2)中,y表示激光束在每一层上扫过的路径;r0表示初始位置;v表示激光束的扫描速度;t表示时间;
28、而构建单元形成复杂形状锁圈的三维移动算法公式为:
29、
30、在公式(3)中,z表示相对初始位置在每一层上的移动路径;x表示初始位置;p表示移动速度;t表示时间。
31、作为本发明进一步的技术方案,所述增材制造方法通过以下步骤实现;
32、步骤1,通过切片软件将锁圈模型切割成多层薄片,并生成切片模型,其中切片模型生成算法公式为:
33、
34、在公式(4)中,s表示在高度r和角度θ处的切片模型,r表示空间位置高度;θ表示空间位置角度,通过公式(4)对三维模型的几何特征进行分析和计算,在每个切片层上获取合适的位置和角度,执行积分操作来生成对应的切片模型;
35、步骤2,根据增材制造设备的要求,加入镁金属粉末作为锁圈材料装入供料系统中,其中供料系统控制算法公式为:
36、q(t) = a ×s (5)
37、在公式(5)中,q(t)表示在时间t处的供料速率,a表示供料装置的截面面积,s表示供料速度;通过公式(5)控制供料速率以保证设备正常供料;
38、步骤3,根据切片模型,使用增材制造设备进行打印;所述增材制造设备通过激光烧结、光固化和电子束熔化逐层加热并粘接材料,以生成锁圈的实体结构。
39、作为本发明进一步的技术方案,所述激光烧结通过高能激光束将粉末材料局部加热至熔点,使颗粒之间粘合以构建锁圈结构;所述电子束熔化通过高能电子束局部加热和熔化金属镁粉末以粘接材料;所述光固化通过紫外线光源和光敏树脂对照射区域进行固化和硬化以添加细节并形成实体结构。
40、作为本发明进一步的技术方案,所述热处理方法通过淬退火将锁圈快速加热至临界温度后迅速冷却,以改变锁圈的组织结构,提高材料的强度和硬度;所述淬退火过程中,冷却速度及淬退火温度的关系式为;
41、u = k×log (t0-tb)2 (6)
42、在公式(6)中,u表示冷却速度,tb表示淬退火温度,t0表示初始温度,k和b为实验常数;
43、所述固溶处理通过加热锁圈至合金元素溶解温度后迅速冷却,使合金元素溶质均匀分布,以提高材料的强度和韧性;其中,淬退温度和保温时间的关系式为;
44、g=k×∮(ts-tg)b (7)
45、其中,g表示保温时间,ts表示淬退温度,tg表示固溶温度,k和b为实验常数。
46、作为本发明进一步的技术方案,所述数控机床通过车削、铣削和磨削操作对锁圈进行精细加工,其中,所述车削操作的切削速度为300m/min,进给速度为0.1mm/rev,切削深度设置为1mm,麻花角设置为8°;所述铣削操作切削速度为400m/min,进给速度为300mm/min,切削深度为0.3mm;刀具直径为16mm;所述磨削操作的磨削速度为30m/s,进给速度为0.05mm/pass,磨削深度为0.1mm。
47、作为本发明进一步的技术方案,所述化学处理方式包括热镀锌和阳极氧化;其中,所述热镀锌通过将经过预处理的锁圈浸入熔化的锌中,使锌与钢材发生冶金反应,形成致密的锌铁合金层,提供出色的防腐保护性能;所述阳极氧化将铝作为阳极,并将锁圈浸入电解槽中,通过电解氧化过程,在锁圈表面形成一层坚硬、致密的氧化膜,提供优异的耐腐蚀性、耐磨性和电绝缘性能。所述坚硬、致密的氧化膜硬度大于hv500,密度小于0.5g/cm3。
48、作为本发明进一步的技术方案,所述尺寸检测通过三坐标测量设备对锁圈的尺寸进行全方位的检测和比对以确保尺寸精确符合设计要求;所述强度测试通过拉伸试验机和冲击试验机对锁圈的强度和韧性进行测试以确保其承载能力和使用性能;所述表面质量检查通过显微镜对锁圈的表面缺陷、气泡和裂纹进行观察和分析以保证锁圈符合工程标准。
49、本工艺区别于传统工艺的积极有益效果在于,
50、本方法通过3d建模软件生成车轮锁圈的数字化模型,实现了定制化设计的优势。通过3d打印机器快速制造出车轮锁圈的原型。过逐层添加金属材料镁,锁圈的强度得以提升,可以更好地承受车轮在工作中的载荷和振动,进一步提高整体的安全性和可靠性。通过数控机床加工,提高了锁圈的尺寸精度和表面质量,从而提高了整体的装配质量和使用性能。通过热处理方法对其进行处理,提高了整体的耐久性和可靠性。通过漆面处理,延长了其使用寿命。通过质量检验,保证其符合设计要求和产品标准。
51、附图说明
52、为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图,其中:
53、图1为一种轮式工程机械车轮用锁圈制造工艺的流程示意图;
54、图2为一种轮式工程机械车轮用锁圈制造工艺的增材制造方法架构图;
55、图3为一种轮式工程机械车轮用锁圈制造工艺的锁圈结构图;
- 还没有人留言评论。精彩留言会获得点赞!