深加工合金线的生产方法、碱洗方法及装置与流程
本发明属于合金线材,涉及一种深加工合金线的生产方法、碱洗装置及碱洗方法。
背景技术:
1、在合金线材的深加工过程中,或者说深加工合金线的生产制备中,例如以钢丝、铝合金丝作为初始合金线材,将该初始合金线材进一步深加工成电镀丝(例如镀锌钢丝、镀铜钢丝等)、或者拉拔丝(例如钢帘线、金刚线母线等)等深加工合金线时,常常需要对合金线材先采用碱洗装置进行碱洗,而后再进行酸洗,以去除线材表面的氧化皮。
2、通常的,碱洗装置包括碱洗槽、沿碱洗槽的长度方向依次排布的多块电极板以及供电电源。其中,多块电极板并排平铺在碱洗槽的底部,并且与供电电源电连接,具体地,相邻两块电极板连接供电电源以分别用作阳极板和阴极板;碱洗槽内填充有碱液且其两端分别有放线口和收线口。在应用中,线材从放线口向收线口运动时,线材浸没在碱液液面以下、从各个电极板上方穿过并且与电极板间隔一定距离。在电流的作用下,对应阴极板的线材区域发生反应:表面氧化皮中的三价fe转化为二价铁离子进入碱液中,由此致使氧化皮产生裂纹,进而在后续碱洗时氧化皮非常容易地去除。
3、对于碱洗装置的电极板而言,在用作阳极板时,其表面会沉积氧化物,为避免沉积的氧化物过多而影响电极板的正常功用,因此碱洗装置在应用过程中通常需要进行周期性地极性切换。也即,对于相邻的电极板a和电极板b,在当下周期按照电极板a用作阳极板、电极板b用作阴极板,在下一周期按照电极板a用作阴极板、电极板b用作阳极板。如此,通过周期性地极性切换,使得一个电极板在用作阴极板时所产生的氢气去除在用作阳极板时所沉积的氧化物,进而保证电极板的高效功用。
4、但是,在进行周期性地极性切换时,现有碱洗会出现一定时间段的电流不足状态,这样必然碱洗效果不足,使得碱洗之后所得合金线材的表面氧化皮破碎不充分,进而降低氧化皮在酸洗中的去除效果,提升酸洗难度,最终影响深加工合金线的良率,例如电镀丝的表面镀层不良,拉拔丝的强度、塑韧性差或使用寿命短。
技术实现思路
1、本发明的目的在于提供一种深加工合金线的生产方法、碱洗方法及碱洗装置。
2、为实现上述发明目的,本发明一实施方式提供了一种深加工合金线的生产方法。所述生产方法包括将合金线材经过依序的碱洗工序、酸洗工序和深加工工序,制备出所述深加工合金线;所述深加工工序为表面镀覆工序或拉拔工序,所述深加工合金线为与所述表面镀覆工序相对应的金属镀层合金线或者与所述拉拔工序相对应的拉拔合金丝;
3、其中,所述碱洗工序包括:在线材经过n组电极板时,控制n个直流供电模块分别对n组电极板供电,以对线材进行碱洗;其中,n≥2,n组电极板沿合金线材的走线方向并排平铺,每组所述电极板的数目为两个或以上个;以及,错时控制n个直流供电模块对各自对应的电极板周期性地进行极性切换。
4、优选地,所述合金线材的化学成分以质量百分比计:c,0.8~1.1%;si,0.15~0.4%;mn,0.20~0.50%;cr,0.15~0.40%;其余为fe和不可避免的杂质;
5、所述深加工合金线的直径0.3~3.5mm。
6、为实现上述发明目的,本发明一实施方式提供了一种合金线材的碱洗方法。所述碱洗方法包括:
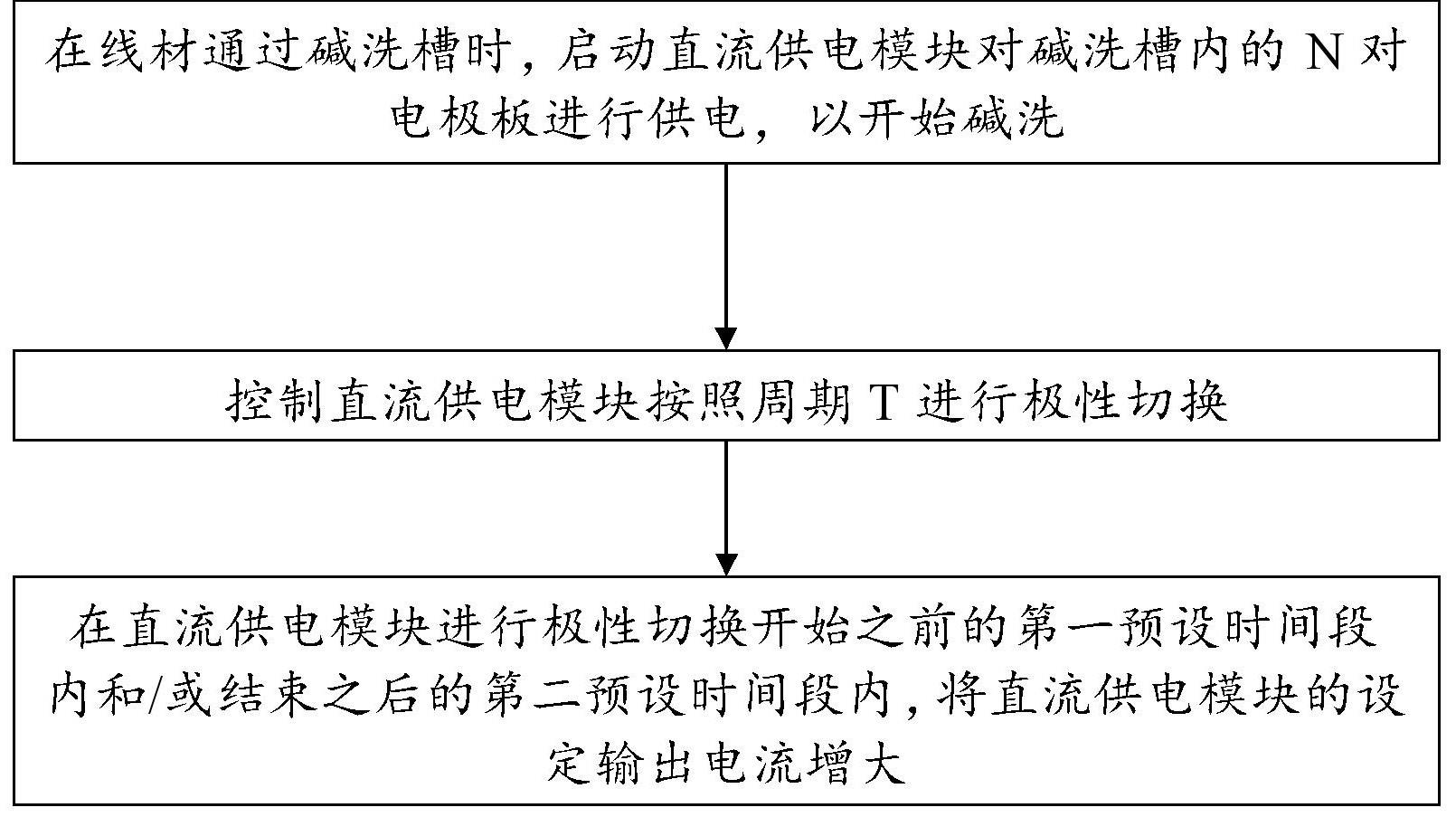
7、在线材通过碱洗槽时,启动直流供电模块对碱洗槽内的n对电极板进行供电,以开始碱洗;
8、控制直流供电模块按照周期t进行极性切换;
9、在直流供电模块进行极性切换开始之前的第一预设时间段内和/或结束之后的第二预设时间段内,将直流供电模块的设定输出电流增大。
10、优选地,所述直流供电模块包括交流电源、连接于所述交流电源输出端的整流器、以及位于整流器和电极板之间的变向电路;
11、“控制直流供电模块按照周期t进行极性切换”中,控制电极板通过所述变向电路从接通整流器的一对电极的其中之一切换为接通整流器的一对电极的其中另一,以使得直流供电模块实现极性切换。
12、优选地,所述直流供电模块包括直流电源、以及位于直流电源和电极板之间的变向电路;
13、“控制直流供电模块按照周期t进行极性切换”中,控制电极板通过所述变向电路从接通直流电源的一对电极的其中之一切换为接通直流电源的一对电极的其中另一,以使得直流供电模块实现极性切换。
14、优选地,“在线材通过碱洗槽时,启动直流供电模块对碱洗槽内的n对电极板进行供电,以开始碱洗”中,直流供电模块的设定输出电流取第一预设值i0;
15、“在直流供电模块进行极性切换开始之前的第一预设时间段内和/或结束之后的第二预设时间段内,将直流供电模块的设定输出电流增大”中,在直流供电模块进行极性切换开始之前的第一预设时间段内和结束之后的第二预设时间段内,直流供电模块的设定输出电流取第二预设值i1,i1>i0。
16、优选地,所述碱洗方法还包括:获取直流供电模块进行极性切换的持续时长t0;
17、“在直流供电模块进行极性切换开始之前的第一预设时间段内和/或结束之后的第二预设时间段内,将直流供电模块的设定输出电流增大”中,第一预设时间段和第二预设时间段分别设置为t0。
18、优选地,所述碱洗方法还包括:获取n对电极板的前后边沿的间距l0以及控制线材的走线速度v;
19、第二预设值i1与第一预设值i0满足i1=i0+i0/2n×ceil(t0×v×n/l0)。
20、优选地,n对电极板沿线材的走线方向成对设置,且一对电极板分别接通直流供电模块的一对电极,直流供电模块对各对电极板进行并联供电。
21、为实现上述发明目的,本发明一实施方式提供了一种合金线材的碱洗装置。所述碱洗装置包括:
22、碱洗槽,其内部容纳有碱洗液;
23、n对电极板,沿线材的走线方向并排平铺于所述碱洗槽内;
24、直流供电模块,其与n对电极板电学相连且一对电极可极性切换地输出;以及,
25、控制器,其与所述直流供电模块相连接,并配置为:控制所述直流供电模块按照周期t进行极性切换;以及,在直流供电模块进行极性切换开始之前的第一预设时间段内和/或结束之后的第二预设时间段内,将直流供电模块的设定输出电流增大。
26、优选地,所述直流供电模块包括交流电源、连接于所述交流电源输出端的整流器、以及位于整流器和电极板之间的变向电路;
27、所述控制器还配置为:控制电极板通过所述变向电路从接通整流器的一对电极的其中之一切换为接通整流器的一对电极的其中另一,以使得直流供电模块实现极性切换。
28、优选地,所述直流供电模块包括直流电源、以及位于直流电源和电极板之间的变向电路;
29、所述控制器还配置为:控制电极板通过所述变向电路从接通直流电源的一对电极的其中之一切换为接通直流电源的一对电极的其中另一,以使得直流供电模块实现极性切换。
30、优选地,所述控制器还配置为:获取直流供电模块进行极性切换的持续时长t0、n对电极板的前后边沿的间距l0以及控制线材的走线速度v;以及,第一预设时间段和第二预设时间段分别设置为t0;以及,控制所述直流供电模块在进行极性切换、第一预设时间段和第二预设时间段的其余时间,按照设定输出电流取第一预设值i0供电,且在进行第一预设时间段和第二预设时间段按照设定输出电流取第二预设值i1供电,所述方法还包括:第二预设值i1与第一预设值i0满足i1=i0+i0/2n×ceil(t0×v×n/l0)。
31、优选地,n对电极板沿线材的走线方向成对设置,且一对电极板分别连接直流供电模块的一对电极,直流供电模块对各对电极板进行并联供电。
32、与现有技术相比,本发明的有益效果为:通过在极性切换之前或之后,将直流供电模块20的设定输出电流增大,如此,可以在不需要额外增加设备成本(比如不需要额外增加电极板,或者额外增加碱洗槽)的情况下,解决现有技术存在的因电极板的极性切换所导致的碱洗不良的问题,于所述第一预设时间段、第二预设时间段内对碱洗不良的线材相应区段进行补强碱洗,改善线材的全区段的碱洗均匀性,提升碱性效果,为后续酸洗降低难度奠定基础,以保证氧化皮的去除效果,进而最终影响深加工合金线(例如金属镀层合金线、拉拔合金丝)的良率。
- 还没有人留言评论。精彩留言会获得点赞!