一种核壳结构纳米颗粒强化双相不锈钢及其激光打印成形方法
本发明涉及金属材料增材制造,尤其涉及一种核壳结构纳米颗粒强化双相不锈钢及其激光打印成形方法。
背景技术:
1、氧化物弥散强化(ods)钢铁材料较传统钢铁材料具有更加优异的力学性能和耐蚀性能,具有广阔的应用前景和发展空间。
2、目前,ods钢铁材料的大部分研究工作集中于铁素体-马氏体钢、铁素体钢以及奥氏体钢。
3、双相不锈钢是组织由奥氏体和铁素体两相组成的一种集结构与功能一体化材料,逐步成为海洋工程领域关键材料。因此,开发ods双相不锈钢,进一步提升零部件综合性能,对于工程装备服役安全具有重要意义。
4、ods钢通常采用冶炼铸造和粉末冶金方法,通过外部添加氧化物纳米粒子。然而,添加纳米级的粒子极易粗化和团聚,导致纳米氧化物尺寸过大和分布不均匀等问题。
5、另外,第二相纳米氧化物粒子对钢力学性能的强化作用,不仅与第二相粒子的种类和尺寸分布有关,还与第二相粒子与基体之间的界面关系有关。一些纳米氧化物粒子可能与金属基体之间存在晶格参数和弹性模量的不匹配,从而导致纳米氧化物粒子与金属基体界面结合较差,在变形过程中会影响材料的性能。
6、选区激光熔化工艺(slm)是一种广泛应用的基于高能激光束熔化粉末床的金属增材制造技术,逐层成形,方便快捷地制造出形状复杂的近乎全致密三维实体零件,该技术能够简化产品制造流程,缩短产品研制周期,提高效率并降低成本。
7、此外,激光选区熔化成形过程中极高的冷却速率使得材料的组织得到细化,极大地提高打印零件的综合力学性能。因此,可采用slm工艺制备原位析出纳米氧化物颗粒弥散强化金属材料,且纳米颗粒具有与金属基体良好的界面结合的核壳结构。
技术实现思路
1、本发明的目的在于克服上述现有技术的缺点和不足,提供一种核壳结构纳米颗粒强化双相不锈钢及其激光打印成形方法。本发明制备的双相不锈钢成形件具有高致密度、高强度的特点。
2、本发明通过下述技术方案实现:
3、1、一种核壳结构纳米颗粒强化双相不锈钢激光打印成形方法,其特征在于,包括以下步骤:
4、s1.采用超声振动分散预混+v型混合机二次混合工艺制备含0.10wt.%纯ti粉末与2205双相不锈钢均匀混合的ti/2205复合粉末,slm成形原料为经氮气雾化双相不锈钢和氩气雾化纯ti制备的15-53μm的球形粉末;
5、s2.通过软件进行三维模型建立及工艺参数的设计,并将输出的模型及数据文件导入选区激光熔化成形设备;
6、s3.将干燥的ti/2205混合粉末放入选区激光熔化成形设备,填充保护气体,在基板上进行slm打印;
7、s4.将步骤s3成形后的基板取出,得到纳米颗粒弥散强化2205双相不锈钢slm成形件。
8、步骤s1超声振动的频率为10~30khz,超声振动模式为连续或脉冲;超声波振动分散预混合的时间为30min。
9、步骤s2选区激光熔化成形设备参数设置为:激光功率250w;扫描速度800mm/s;铺粉厚度0.03mm;扫描间距0.09mm;扫描策略为上下层相对旋转67°;打印基板为316奥氏体不锈钢基板;基板预热温度160℃。
10、步骤s3保护气体采用o2-ar混合气体,保护气氛中的氧气含量为含1%,混合气体中的氧含量通过控制不同流量的o2和ar实现。
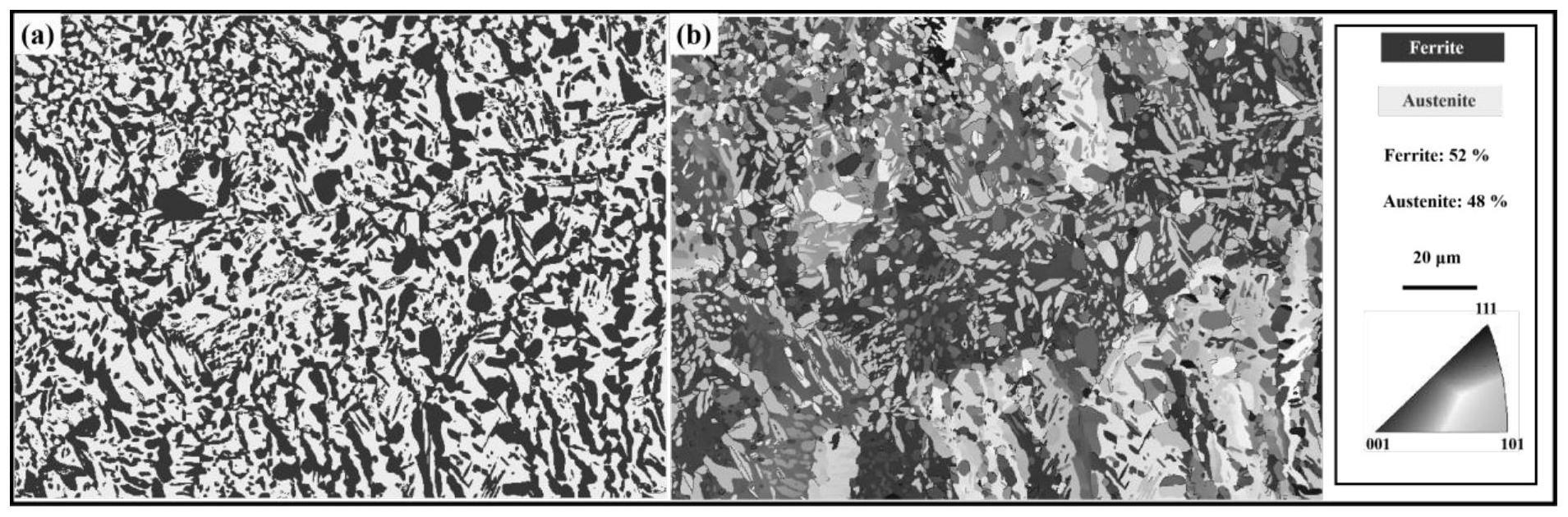
11、对步骤s4获得的slm成形件进行固溶处理,即可得到具有均匀分布的铁素体相与奥氏体两相组织。固溶处理温度为1050℃,保温时间为10min,冷却方式为水淬。
12、本发明相对于现有技术,具有如下的优点及效果:
13、本发明灵活采用slm工艺成形特点,创新性的提出通过元素ti改性slm成形过程中原位引入的纳米夹杂物颗粒,获得具有tin壳-(o-m)核结构的夹杂物纳米颗粒。
14、核壳结构纳米夹杂物颗粒具有优异的高温稳定性,其tin壳结构与奥氏体具有半共格界面关系,在固溶处理过程中可以促进奥氏体形核,同时可以钉扎铁素体-奥氏体相界的迁移,从而细化奥氏体组织。
15、本发明原位析出的纳米颗粒可避免外部添加工艺中易团聚的弊端。
16、本发明经ti元素改性后的纳米级夹杂物与金属基体具有良好的界面结合。
17、本发明的核壳结构纳米颗粒弥散强化2205双相不锈钢具有优异的强塑性匹配。
技术特征:
1.一种核壳结构纳米颗粒强化双相不锈钢激光打印成形方法,其特征在于,包括以下步骤:
2.根据权利要求1所述核壳结构纳米颗粒强化双相不锈钢激光打印成形方法,其特征在于,步骤s1超声振动的频率为10~30khz,超声振动模式为连续或脉冲;超声波振动分散预混合的时间为30min。
3.根据权利要求1所述核壳结构纳米颗粒强化双相不锈钢激光打印成形方法,其特征在于,步骤s2选区激光熔化成形设备参数设置为:激光功率250w;扫描速度800mm/s;铺粉厚度0.03mm;扫描间距0.09mm;扫描策略为上下层相对旋转67°;打印基板为316奥氏体不锈钢基板;基板预热温度160℃。
4.根据权利要求1所述核壳结构纳米颗粒强化双相不锈钢激光打印成形方法,其特征在于,步骤s3保护气体采用o2-ar混合气体,保护气氛中的氧气含量为含1%,混合气体中的氧含量通过控制不同流量的o2和ar实现。
5.根据权利要求1所述核壳结构纳米颗粒强化双相不锈钢激光打印成形方法,其特征在于,对步骤s4获得的slm成形件进行固溶处理;固溶处理温度为1050℃,保温时间为10min,冷却方式为水淬。
6.一种具有核壳结构纳米夹杂物颗粒弥散强化2205双相不锈钢材料,其特征在于由权利要求1-5中任一项所述激光打印成形方法获得。
技术总结
本发明公开了一种核壳结构纳米颗粒强化双相不锈钢及其激光打印成形方法;本发明核壳结构纳米夹杂物强化双相不锈钢的微观组织为含量约1:1铁素体与奥氏体基体及弥散分布的具有TiN壳‑(M‑O)核的原位析出纳米尺寸夹杂物颗粒。制备工艺包括:O<subgt;2</subgt;‑Ar成形气氛强化结合夹杂物改性制备SLM高性能2205双相不锈钢材料,1050℃固溶处理10min,水淬获得具有核壳结构纳米颗粒均匀分布的双相组织。本发明采用SLM工艺成形过程气氛强化结合合金元素Ti改性纳米氧化物,原位析出均匀分布的具有核壳结构的纳米夹杂物颗粒;固溶处理后获得相比例约为1:1的奥氏体相与铁素体基体组织;具有优异的强塑性匹配,抗拉强度达到925MPa,断后伸长率超过53%。
技术研发人员:张建涛,肖志瑜,朱贺,席晓莹,唐浩,李星毅
受保护的技术使用者:华南理工大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!