Y型试块砂芯的制作方法与流程
本发明涉及铸造,特别涉及一种砂芯的制作方法。
背景技术:
1、y型试块为球墨铸铁通用单铸试块。在铸造产品交付时,试块性能作为铸件性能的判断依据,对于铸件重量小于2000kg、铸件壁厚小于200mm的铸件,铸件试块采用单铸试块。
2、目前多数铸造厂为了造型方便,在浇注y型试块时往往摒弃浇注系统采用单一砂型,导致试块内夹渣或者冷却速度过快,影响力学性能;或者采用分为两型,然后在砂型上压重的方式,此方式增加了现场操作人员的操作难度和工作强度。
技术实现思路
1、有鉴于以上y型试块整芯浇注清砂不干净易出现夹渣、过冷的问题和分型装配浇注需要压型造成的操作工序增多的问题,有必要提出一种y型试块砂芯的制作方法。
2、一种y型试块砂芯的制作方法,包括,
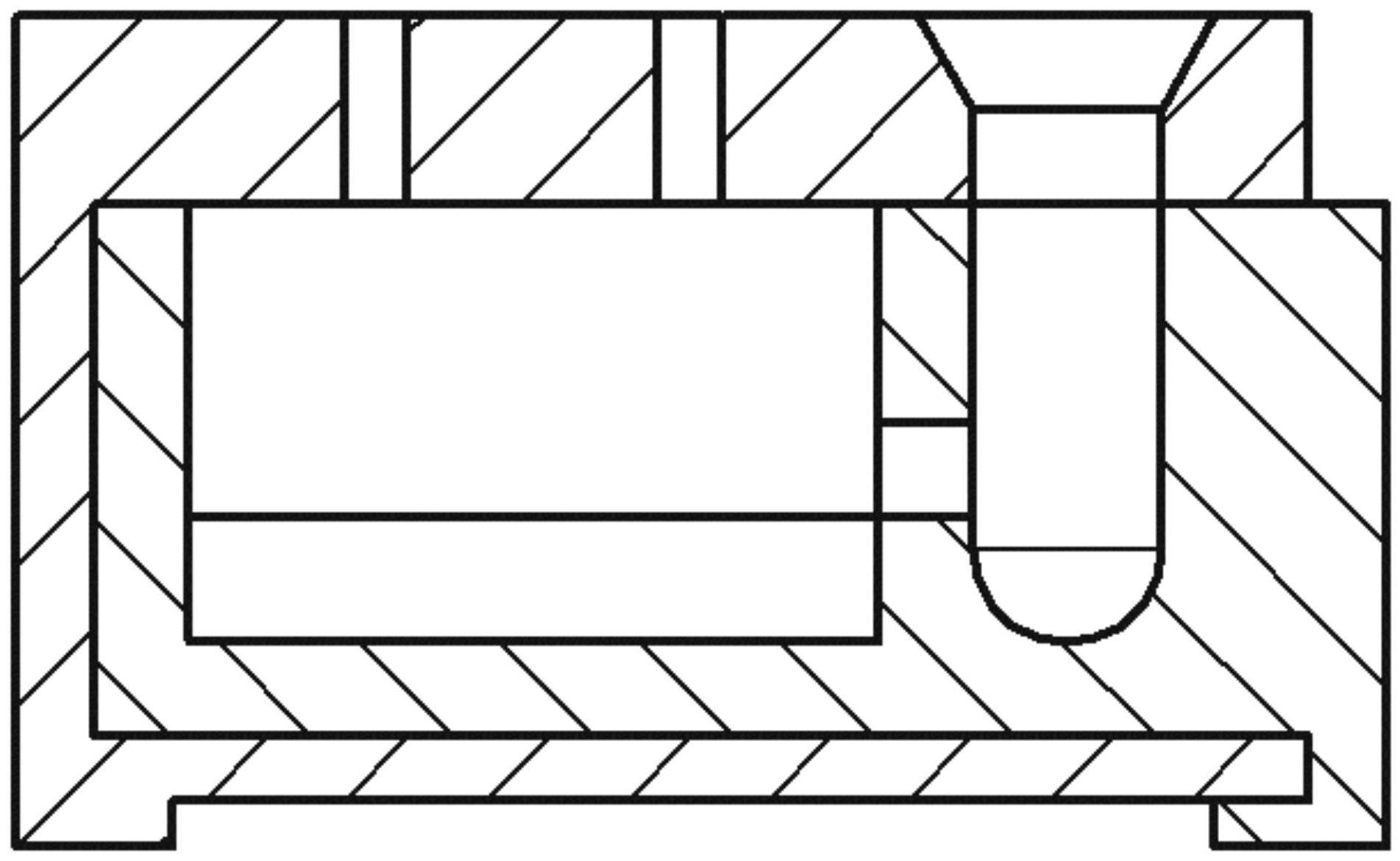
3、1)依据y型试块的结构设计用以形成y型试块的型芯包,所述型芯包内设有用以形成y型试块外部轮廓和内部结构的型腔;
4、2)依据水平组芯的方式,将所述型芯包拆分为第一砂芯、第二砂芯和第三砂芯,所述第一砂芯用以形成y型试块的外部轮廓,所述第二砂芯用以形成y型试块的内部结构,第三砂芯用以形成y型试块的浇注系统。
5、进一步地,为了方便第一砂芯和第二砂芯的装配,所述第一砂芯和所述第二砂芯之间设有间隙,所述间隙的大小为1mm~2mm。
6、进一步地,在所述第一砂芯、第二砂芯和第三砂芯与金属液接触的腔道或表面施涂涂料,避免高温金属液直接与砂芯接触造成铸件表面粘砂。
7、本发明技术方案的有益效果:通过将型芯装配方式改为水平插入式组芯的方式,避免了型芯包需要压箱的问题,且保证了金属液浇注时砂芯由于浮力发生漂移的问题,实现了y型试块无压箱或夹持的裸浇。
技术特征:
1.一种y型试块砂芯的制作方法,其特征在于,包括,
2.如权利要求1所述的y型试块砂芯的制作方法,其特征在于,所述型芯包的装配过程包括,
3.如权利要求2所述的y型试块砂芯的制作方法,其特征在于,所述第一砂芯和所述第二砂芯之间设有间隙。
4.如权利要求2所述的y型试块砂芯的制作方法,其特征在于,在所述第二砂芯与所述第一砂芯配合面上设置凸楞,在所述第一砂芯相对应的面上设置凹槽,通过凸楞与凹槽的相互配合,实现第一砂芯和第二砂芯的良好配合。
5.如权利要求2所述的y型试块砂芯的制作方法,其特征在于,在所述第一砂芯和所述第二砂芯之间还设有锁芯结构。
6.如权利要求5所述的y型试块砂芯的制作方法,其特征在于,所述锁芯结构包括设置在第一砂芯和第二砂芯上的通孔和用以锁紧所述第一砂芯和所述第二砂芯的卡锁件。
7.如权利要求2所述的y型试块砂芯的制作方法,其特征在于,在所述第一砂芯、第二砂芯和第三砂芯与金属液接触的腔道或表面施涂涂料。
技术总结
一种Y型试块砂芯的制作方法,属于铸造技术领域,用以解决Y型试块整芯浇注清砂不干净易出现夹渣、过冷的问题和分型装配浇注需要压型造成的操作工序增多的问题,包括1)依据Y型试块的结构设计用以形成Y型试块的型芯包,所述型芯包内设有用以形成Y型试块外部轮廓和内部结构的型腔;2)依据水平组芯的方式,将所述型芯包拆分为第一砂芯、第二砂芯和第三砂芯,所述第一砂芯用以形成Y型试块的外部轮廓,所述第二砂芯用以形成Y型试块的内部结构,第三砂芯用以形成Y型试块的所述浇注系统。通过将型芯装配方式改为水平插入式组芯的方式,避免了型芯包需要压箱的问题,且保证了金属液浇注时砂芯由于浮力发生漂移的问题。
技术研发人员:王培德,宋亮,田学智,常永慧,程永刚,戴明,张国峰,朱为晶,时清明
受保护的技术使用者:泉州共享智能铸造产业创新中心有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!