一种火箭贮箱超大尺寸环件热处理方法及定型装置与流程
本发明属于运载火箭零件加工领域,尤其是涉及贮箱超大尺寸环件热处理方法及定型装置。
背景技术:
1、现役运载火箭贮箱环件采用3米级和5米级直径以2a14和2219为代表的铝铜合金,而新一代运载火箭贮箱环件采用7米级超大尺寸直径铝锂合金,新材料、新结构,具有强度高、结构大的产品特点,热处理过程变形严重。为满足产品最终使用性能和成形精度要求,在热处理性能强化的同时需进行热处理变形控制,目前,国内尚无相应热处理加工制度及工艺方案。
技术实现思路
1、有鉴于此,本发明旨在提出一种火箭贮箱超大尺寸环件热处理方法及定型装置,以解决上述技术问题。
2、为达到上述目的,本发明的技术方案是这样实现的:
3、本发明提供一种火箭贮箱超大尺寸环件热处理方法,包括以下步骤:
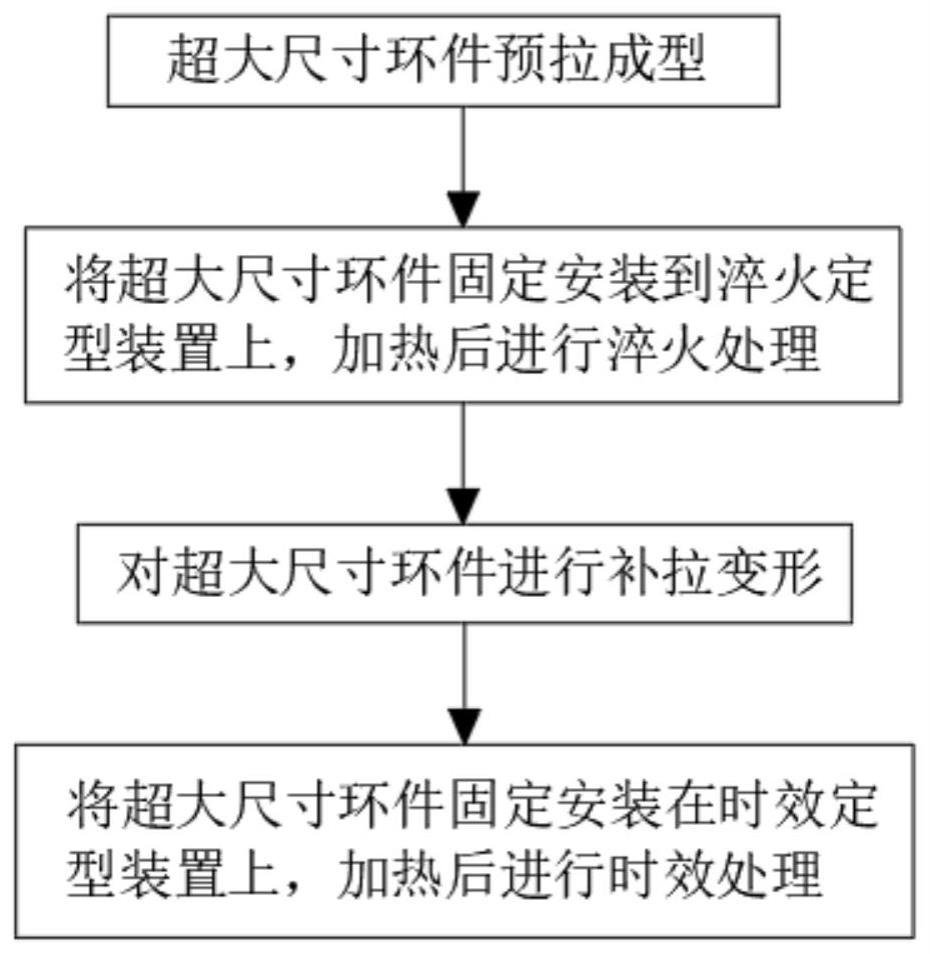
4、s1、将超大尺寸环件进行预成形;
5、s2、将预成形的超大尺寸环件固定在淬火定型装置上,加热超大尺寸环件进行淬火处理;
6、s3、淬火处理完成后对超大尺寸环件进行终成形;
7、s4、将终成形后的超大尺寸环件固定在时效定型装置上,加热超大尺寸环件进行时效处理。
8、进一步的,所述淬火定型装置包括固定部件和若干顶紧部件,所述顶紧部件沿圆周方向均匀间隔固装在所述固定部件上,所述顶紧部件通过弧形连杆串联在一起,所述弧形连杆两端通过支杆固装在所述固定部件两端;所述顶紧部件用于固定超大尺寸环件。
9、进一步的,所述固定部件包括扇形边框和若干径向梁,所述径向梁间隔固装在所述扇形边框中;所述径向梁上固装所述顶紧部件;
10、所述顶紧部件包括l型的安装板、定型条板和一对卡兰,所述安装板固装在所述径向梁上,所述安装板外侧固装所述定型条板,所述定型条板为与超大尺寸环件内壁贴合的弧形结构;所述安装板上下两端安装用于夹持超大尺寸环件的所述卡兰;所述安装板背部固装有三角形的加固板。
11、进一步的,所述时效定型装置包括支撑部件和若干夹持部件,所述支撑部件顶端面为弧形;所述夹持部件间隔固装在所述支撑部件顶部,用于固定超大尺寸环件。
12、进一步的,所述支撑部件包括底框、一对承托杆和若干纵向支撑梁,所述底框两侧固装弧形的所述承托杆,所述承托杆与所述底框之间间隔固装若干纵向支撑梁;所述承托杆之间固装所述夹持部件。
13、进一步的,所述夹持部件包括上夹板、下夹板和定型块,所述下夹板上方设置所述上夹板,所述上夹板与所述下夹板两端通过螺栓活动连接;所述下夹板上固装所述定型块,所述定型块顶端面为与超大尺寸环件贴合的弧形;所述上夹板底部两端对称固装一对压合块。
14、进一步的,所述s2中超大尺寸环件的加热方法为:将淬火炉加热升温至515-520℃,随后将超大尺寸环件放入淬火炉保温1.5h-1.8h。
15、进一步的,所述s2中淬火处理方式为:将加热后的超大尺寸环件放入水中冷却,转移时间不大于20s。
16、进一步的,所述s4中超大尺寸环件的加热方法为:将时效炉加热升温至160-165℃,随后将超大尺寸环件放入时效炉保温36h。
17、进一步的,所述s4中时效处理方式为:将加热后的超大尺寸环件在空气中进行冷却。
18、相对于现有技术,本发明所述的一种火箭贮箱超大尺寸环件热处理方法及定型装置,具有以下有益效果:
19、(1)本发明提供的火箭贮箱超大尺寸环件热处理方法,可适用于7米级直径铝锂合金超大尺寸环件的加工,填补了现有技术中超大尺寸环件热处理工艺的空白,提高超大尺寸环件力学性能的同时保证了其尺寸和精度,为后续型号工程化应用奠定了基础。
20、(2)本发明还提供了火箭贮箱超大尺寸环件热处理过程中使用的定型装置,确保在热处理环节进行有效的变形抑制和校形,提高了零件的尺寸精度。
技术特征:
1.一种火箭贮箱超大尺寸环件淬火定型装置,其特征在于:包括固定部件和若干顶紧部件,所述顶紧部件沿圆周方向均匀间隔固装在所述固定部件上,所述顶紧部件通过弧形连杆串联在一起,所述弧形连杆两端通过支杆固装在所述固定部件两端;所述顶紧部件用于固定超大尺寸环件。
2.根据权利要求1所述的一种火箭贮箱超大尺寸环件淬火定型装置,其特征在于:所述固定部件包括扇形边框和若干径向梁,所述径向梁间隔固装在所述扇形边框中;所述径向梁上固装所述顶紧部件;
3.一种使用权利要求1或2所述的火箭贮箱超大尺寸环件淬火定型装置的热处理方法,其特征在于:包括以下步骤:
4.根据权利要求3所述的一种火箭贮箱超大尺寸环件热处理方法,其特征在于:所述时效定型装置包括支撑部件和若干夹持部件,所述支撑部件顶端面为弧形;所述夹持部件间隔固装在所述支撑部件顶部,用于固定超大尺寸环件。
5.根据权利要求4所述的一种火箭贮箱超大尺寸环件热处理方法,其特征在于:所述支撑部件包括底框、一对承托杆和若干纵向支撑梁,所述底框两侧固装弧形的所述承托杆,所述承托杆与所述底框之间间隔固装若干纵向支撑梁;所述承托杆之间固装所述夹持部件。
6.根据权利要求4所述的一种火箭贮箱超大尺寸环件热处理方法,其特征在于:所述夹持部件包括上夹板、下夹板和定型块,所述下夹板上方设置所述上夹板,所述上夹板与所述下夹板两端通过螺栓活动连接;所述下夹板上固装所述定型块,所述定型块顶端面为与超大尺寸环件贴合的弧形;所述上夹板底部两端对称固装一对压合块。
7.根据权利要求3所述的一种火箭贮箱超大尺寸环件热处理方法,其特征在于:所述s2中超大尺寸环件的加热方法为:将淬火炉加热升温至515-520℃,随后将超大尺寸环件放入淬火炉保温1.5h-1.8h。
8.根据权利要求3所述的一种火箭贮箱超大尺寸环件热处理方法,其特征在于:所述s2中淬火处理方式为:将加热后的超大尺寸环件放入水中冷却,转移时间不大于20s。
9.根据权利要求3所述的一种火箭贮箱超大尺寸环件热处理方法,其特征在于:所述s4中超大尺寸环件的加热方法为:将时效炉加热升温至160-165℃,随后将超大尺寸环件放入时效炉保温36h。
10.根据权利要求3所述的一种火箭贮箱超大尺寸环件热处理方法,其特征在于:所述s4中时效处理方式为:将加热后的超大尺寸环件在空气中进行冷却。
技术总结
本发明提供了一种火箭贮箱超大尺寸环件热处理方法及定型装置,包括以下步骤:S1、超大尺寸环件预成形;S2、将预成形的超大尺寸环件固定在淬火定型装置上,加热超大尺寸环件进行淬火处理;S3、淬火处理完成后对超大尺寸环件进行终成形;S4、将终成形后的超大尺寸环件固定在时效定型装置上,加热超大尺寸环件进行时效处理。本发明适用于运载火箭贮箱铝锂合金超大尺寸环件的加工,填补了国内现有热处理工艺技术空白,提高超大尺寸环件力学性能的同时保证了其尺寸和精度,为后续型号工程化应用奠定了基础。
技术研发人员:谷春杰,白景彬,李继光,王妍琴,陶现宾,吴会强,胡德友,殷伟,尚洪帅,王海涛,窦鹏程,李智,卢润卓,王斌,胡正根,董曼红,王馨梦,初冠南
受保护的技术使用者:天津航天长征火箭制造有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!