一种高效率单面抛光的方法与流程
本发明属于陶瓷基板抛光,尤其涉及一种高效率单面抛光的方法。
背景技术:
1、陶瓷基板是指铜箔在高温下直接键合到氧化铝或氮化铝陶瓷基片表面上的特殊工艺板,所制成的超薄复合基板具有优良电绝缘性能,高导热特性,优异的软钎焊性和高的附着强度,并可像pcb板一样能刻蚀出各种图形,具有很大的载流能力,因此,陶瓷基板已成为大功率电力电子电路结构技术和互连技术的基础材料。
2、陶瓷基板在生产加工的过程中,需要对陶瓷基板的单面进行抛光处理。
3、例如专利申请号cn201810997467.6发明专利公开游星轮与抛光方法,其包括一种抛光方法,具体步骤为,步骤一,将晶片放置在放置在游星轮的表面,步骤二、将装有晶片的游星轮放置在双面抛光机上进行抛光处理。
4、然而,目前对于陶瓷基板的抛光,需要定制游星轮夹具保护产品的非抛光面,或者需要购买专用单抛机,生产成本高且兼容性不强,同时,针对于特殊产品,如0.127mm厚度强度低、易碎、易裂产品在游星轮夹具中磨抛与游星轮撞击风险较大,导致产品在加工过程中发生损坏,鉴于此,本发明提出一种高效率单面抛光的方法。
技术实现思路
1、本发明提供一种高效率单面抛光的方法,旨在解决上述存在的问题。
2、本发明是这样实现的,本发明提供如下技术方案:一种高效率单面抛光的方法,该方法涉及的设备为双面抛光机、游星轮和辅助材料,所述辅助材料为高温胶,该方法具体包括以下步骤:
3、为了达到对两个加工产品进行贴合,并一次对两个加工产品分别进行单面抛光操作,具体地:
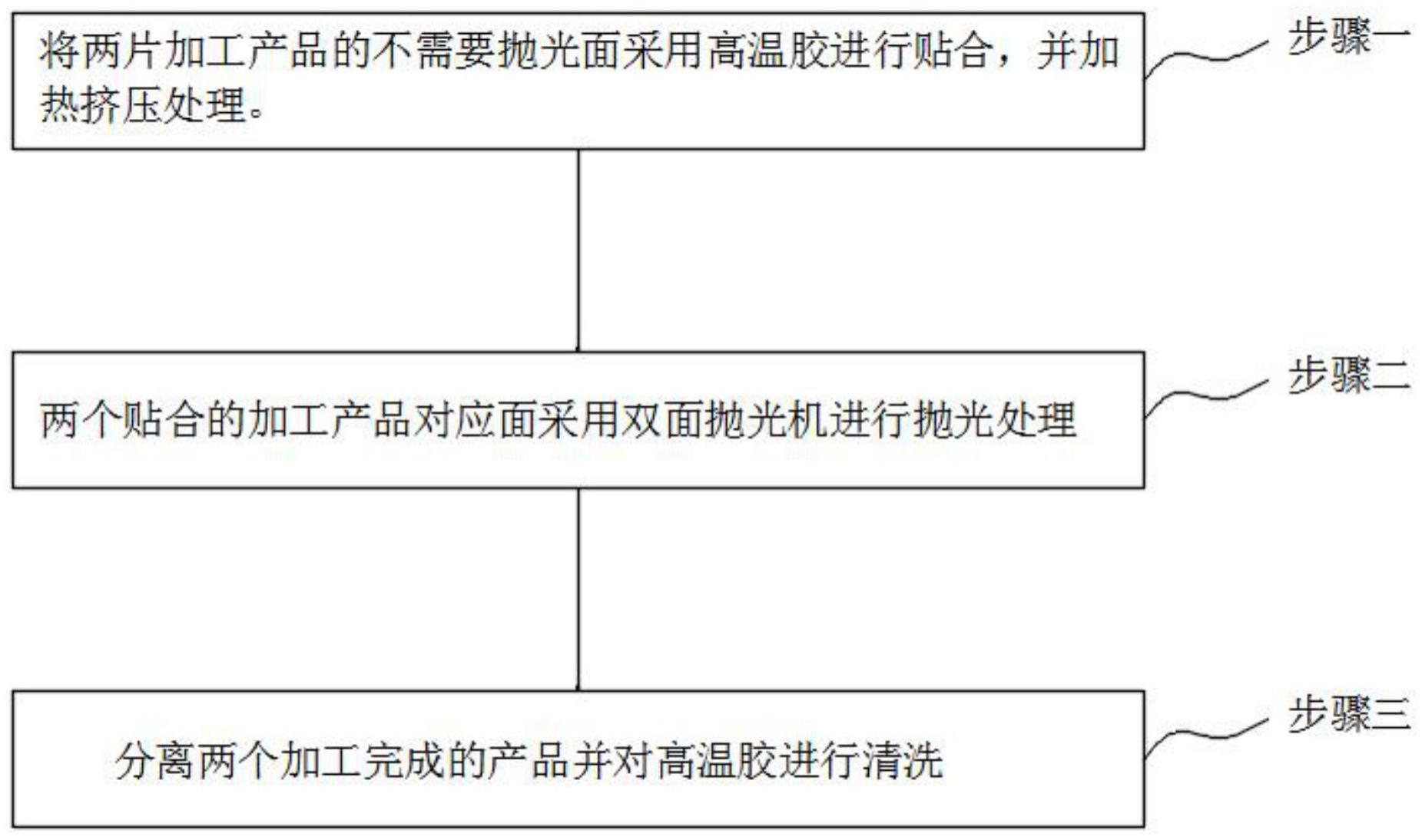
4、步骤一、将高温胶采用加热超声混合成液体状,将两片加工产品采用高温液体胶黏贴在一起,对两个贴合后的加工产品进行加热压平处理,待高温胶凝固后,洗去多余的高温胶,使得两个加工产品完全贴合在一起;
5、步骤二、将贴合完全的两个加工产品放置在双面抛光机上,使得抛光机的两个抛光面分别贴合在加工产品的双面位置,并对双面同时进行抛光处理;
6、步骤三、将加工完成的加工产品放置在加热台上进行加热处理,将两个加工产品处的高温胶熔化,最后取出加工产品放置在清洗剂的内部清洗。
7、在一个优选地实施方式中,所述高温胶为液体石蜡和热熔胶的任意一种,所述高温胶的熔点为70℃以下。
8、为了保证液体石蜡在加工产品表面分布均匀一致,无气泡和空腔现象,在一个优选地实施方式中,所述在对加工产品进行加热压平的步骤为,两个加工产品之间采用高温液体胶贴合后,一边采用对高温胶进行加热的方式,一边对两个加工产品之间进行按压,挤出高温液体胶中的气泡和空腔,挤压采用气囊进行挤压,挤压压力为0.2mpa,挤压时间为10s。
9、在一个优选地实施方式中,所述将高温胶进行凝固时采用低温冷却的方法,所述低温冷却温度为1-3℃,所述低温冷却采用水冷或者风冷。
10、在一个优选地实施方式中,所述高温胶贴合在加工产品表面时,厚度均匀性需满足≤5um。
11、为了满足液体石蜡的去除效果,将加工产品表面的液体石蜡清洗干净,在一个优选地实施方式中,所述在步骤一和步骤三中,对高温胶的清洗均采用清洗剂,所述清洗剂为表面活性剂、有机溶剂和去离子水按照配比0.5:0.5:1混合而成。
12、在一个优选地实施方式中,所述在步骤一中,在对两个加工产品进行贴合时,首先高温胶涂抹在其中一个加工产品不需要抛光的位置,将另一个加工产品不需要抛光的位置与其贴合,待凝固后即可。
13、为了达到对加工产品表面液体石蜡进行清洗的效果,在一个优选地实施方式中,所述在步骤一中,对多余的胶进行清洗时,采用棉签沾上清洗剂并将粘有清洗剂的棉签慢慢清洗多余的胶,避免接触到两个加工产品贴合处的高温胶,所述在步骤三中的清洗方式为,直接将加工完成的加工产品放置在装有清洗剂的容器中进行清洗,最后采用去离子水再次清洗一遍。
14、与现有技术相比,本发明的有益效果是:
15、1、通过采用液体石蜡固定两片产品并进行双面磨抛,使得产品的加工厚度翻倍,稳定性更强,避免了炸盘的风险,进而不需要采用游星轮夹具和专用的单面抛光机,减少生产成本的同时提高产品的加工效率,避免产生在加工过程中发生损坏,而且能够使得产品从单片单抛变为两片双抛,无形中提高产品的生产加工效率;
16、2、通过液体石蜡将两个加工产品进行贴合,使得两个加工产品能够将不需要打磨的面进行贴合,一次抛光能够成型两个产品,加工效果快,而且,能够将两个贴合后的工件分离,并方便后续工作人员对该加工完成产品表面的液体石蜡进行去除,操作简单,成本低。
技术特征:
1.一种高效率单面抛光的方法,该方法涉及的设备为双面抛光机、游星轮和辅助材料,所述辅助材料为高温胶,其特征在于:该方法具体包括以下步骤:
2.根据权利要求1所述的一种高效率单面抛光的方法,其特征在于:所述高温胶为液体石蜡和热熔胶的任意一种,所述高温胶的熔点为70℃以下。
3.根据权利要求1所述的一种高效率单面抛光的方法,其特征在于:所述在对加工产品进行加热压平的步骤为,两个加工产品之间采用高温液体胶贴合后,一边采用对高温胶进行加热的方式,一边对两个加工产品之间进行按压,挤出高温液体胶中的气泡和空腔,挤压采用气囊进行挤压,挤压压力为0.2mpa,挤压时间为10s。
4.根据权利要求1所述的一种高效率单面抛光的方法,其特征在于:所述将高温胶进行凝固时采用低温冷却的方法,所述低温冷却温度为1-3℃,所述低温冷却采用水冷或者风冷。
5.根据权利要求1所述的一种高效率单面抛光的方法,其特征在于:所述高温胶贴合在加工产品表面时,厚度均匀性需满足≤5um。
6.根据权利要求1所述的一种高效率单面抛光的方法,其特征在于:所述在步骤一和步骤三中,对高温胶的清洗均采用清洗剂,所述清洗剂为表面活性剂、有机溶剂和去离子水按照配比0.5:0.5:1混合而成。
7.根据权利要求1所述的一种高效率单面抛光的方法,其特征在于:所述在步骤一中,在对两个加工产品进行贴合时,首先高温胶涂抹在其中一个加工产品不需要抛光的位置,将另一个加工产品不需要抛光的位置与其贴合,待凝固后即可。
8.根据权利要求1所述的一种高效率单面抛光的方法,其特征在于:所述在步骤一中,对多余的胶进行清洗时,采用棉签沾上清洗剂并将粘有清洗剂的棉签慢慢清洗多余的胶,避免接触到两个加工产品贴合处的高温胶,所述在步骤三中的清洗方式为,直接将加工完成的加工产品放置在装有清洗剂的容器中进行清洗,最后采用去离子水再次清洗一遍。
技术总结
本发明公开一种高效率单面抛光的方法,具体涉及陶瓷基板抛光技术领域,包括步骤一、将两个加工产品不需要抛光的面贴合;步骤二、两片加工产品对应抛光面加工,步骤三、两个加工产品加热分离并清洗。本发明通过采用液体石蜡固定两片产品并进行双面打磨抛光,能够使得产品的加工厚度翻倍,在抛光过程中稳定性更强,避免了出现炸盘的风险,而且,通过采用常规的双抛机和游星轮可完成加工产品的单抛片加工,无需定制游星轮,降低产品的生产成本,同时,能够使得产品从单片单抛变为两片双抛,无形中提高产品的生产加工效率,整体步骤简单,适合陶瓷基板的大规模抛光生产。
技术研发人员:刘励扬
受保护的技术使用者:四川六方钰成电子科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!