一种汽车轮毂轴承法兰成型设备及其工艺的制作方法
本发明涉及汽车轮毂轴承法兰制备,具体为一种汽车轮毂轴承法兰成型设备及其工艺。
背景技术:
1、轮毂轴承是应用于汽车车轴处用来承重和为轮毂的转动提供精确引导的零部件,既承受轴向载荷又承受径向载荷,是汽车载重和转动的重要组成部分,轮毂轴承包括法兰芯轴,在法兰芯轴上设有外圈和内圈,法兰芯轴有实心和空心的两种结构,空心的法兰芯轴与驱动轴配合。
2、现有的汽车轮毂轴承法兰有两种制作工艺,一种是古法手工锤炼锻造而成,另一种则是将废铁废料放入熔化炉中进行熔化,再将沙子灌入模具中,做成汽车轮毂轴承法兰的形状,最后将废铁熔液倒入模具中进行成型,当汽车轮毂轴承法兰取出后放置冷却,并将沙砾清除,最后将法兰放入机床中进行磨边修整,从而得到成品的汽车轮毂轴承法兰,两种锻造方法均有可取之处,但两种锻造方法均有劣势,第一种古法手工锻造的方法可以保证锻造出的法兰具有较高的抗压能力,但制作繁琐,产品产出较慢,第二种熔炼制法虽然工序简单,产品产出快,但是所制得的法兰抗压能力明显不如古法手工锻造,为此,我们提出一种汽车轮毂轴承法兰成型设备及其工艺。
技术实现思路
1、鉴于上述和/或现有一种汽车轮毂轴承法兰成型设备及其工艺中存在的问题,提出了本发明。
2、因此,本发明的目的是提供一种汽车轮毂轴承法兰成型设备及其工艺,通过锻造及磨边装置与成型装置的配合,能够对成型装置内部的废铁熔液进行锤炼,再通过锻造及磨边装置与成型装置和旋转电机的配合,能够使成型装置进行转动,对废铁熔液的外壁进行修整,能够解决上述提出现有的问题。
3、为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
4、一种汽车轮毂轴承法兰成型设备,其包括:
5、支撑装置,其放置于地面,且通过支撑装置能够对装置进行放置,方便对法兰进行制作;
6、夹持装置,其安装在支撑装置的输出端,且通过支撑装置的驱动能够带动夹持装置进行旋转,同时通过夹持装置能够对成型装置进行夹持固定;
7、成型装置,其外壁被夹持装置进行夹持,且内部对废料溶液进行放入,并对废料溶液进行冷却成型;
8、锻造及磨边装置,其设置在支撑装置的顶部,且通过锻造及磨边装置的驱动,使锻造及磨边装置对成型装置内的废料溶液进行冲压锻造和磨边操作。
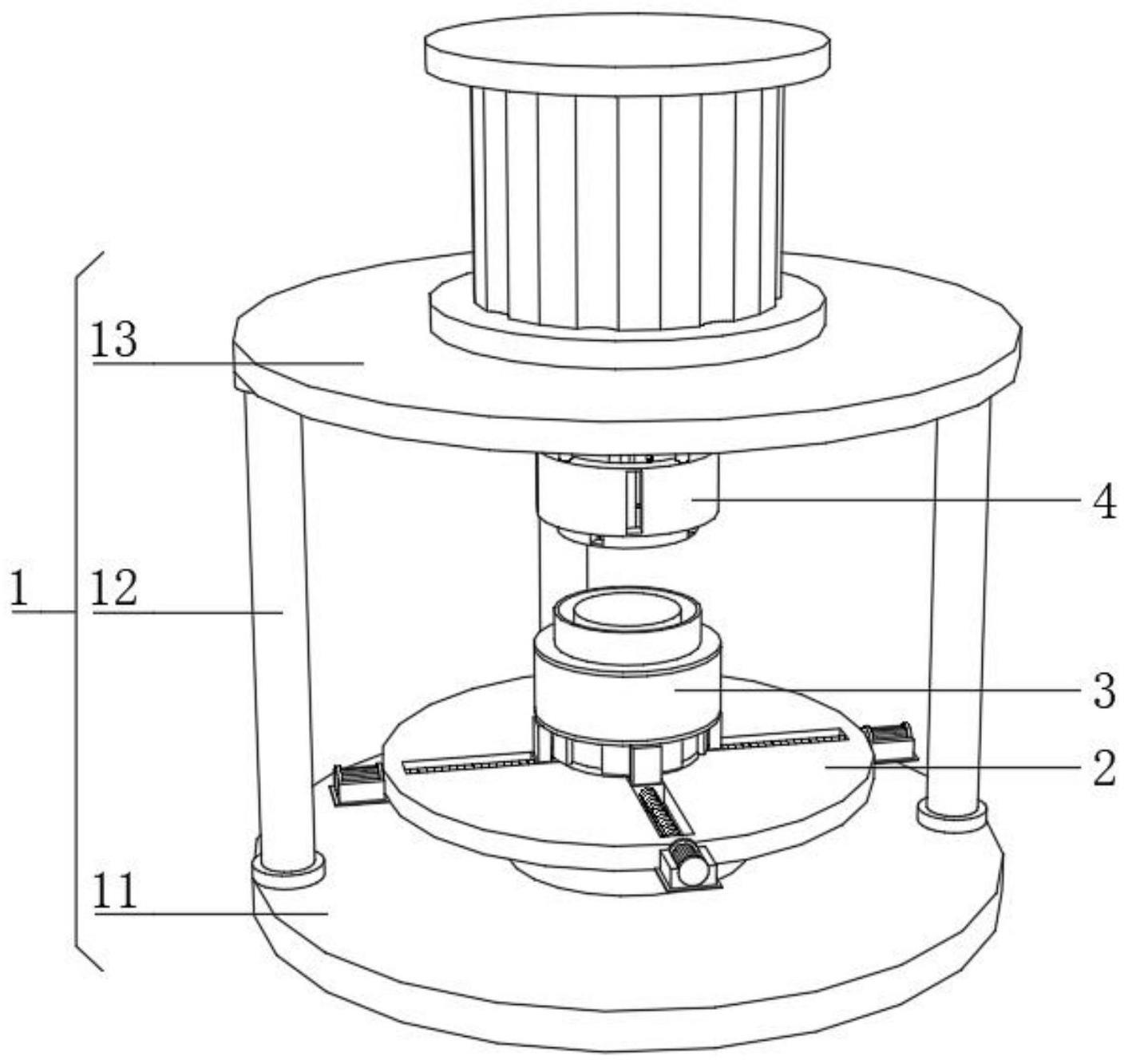
9、作为本发明所述的一种汽车轮毂轴承法兰成型设备的一种优选方案,其中:所述支撑装置包括:
10、底座,其放置于地面;
11、支撑柱,其底部设置在底座表面四周,并使顶部连接顶板的底部;
12、旋转电机,其安装在底座的表面,并使旋转电机的输出端连接夹持装置的底部中心,且通过旋转电机能够带动夹持装置进行转动。
13、作为本发明所述的一种汽车轮毂轴承法兰成型设备的一种优选方案,其中:所述夹持装置包括:
14、放置板,其底部安装在旋转电机的输出端,且通过旋转电机能够带动放置板进行旋转;
15、螺杆,其转动连接在放置板的表面四周;
16、夹持电机,其安装在放置板的外壁四周,并使输出端连接螺杆的外侧端口,且通过夹持电机能够带动螺杆进行转动;
17、夹持板,其内壁螺纹连接在螺杆的外壁,并使底部滑动连接在放置板的表面,且通过夹持板能够对成型装置进行夹持固定。
18、作为本发明所述的一种汽车轮毂轴承法兰成型设备的一种优选方案,其中:所述成型装置包括:
19、第一模具组件,其放置在放置板的表面中心,并使中间贯穿第二模具组件、第三模具组件和第四模具组件的内部,同时与第四模具组件齐平;
20、第二模具组件,其底部可拆卸安装在第一模具组件的表面;
21、第三模具组件,其底部可拆卸安装在第二模具组件的表面,并使外壁被夹持板进行夹持固定;
22、第四模具组件,其可拆卸安装在第三模具组件的顶部,且通过第一模具组件、第二模具组件、第三模具组件和第四模具组件的配合,使内部呈现法兰形状的模具,并通过将废铁溶液倒入模具的内部,从而进行熔炼制法。
23、作为本发明所述的一种汽车轮毂轴承法兰成型设备的一种优选方案,其中:所述第一模具组件包括:
24、第一模具,其放置在放置板的表面中心;
25、第一安装块,其设置在第一模具的表面四周;
26、立柱,其设置在第一模具的表面中心,并使中间贯穿第二模具组件、第三模具组件和第四模具组件的内部,同时与第四模具组件齐平;
27、所述第二模具组件包括:
28、第二模具,其可拆卸安装在第一模具的表面;
29、第二安装块,其设置在第二模具的顶部;
30、第一安装槽,其设置在第二模具的底部,并使第一安装槽内部被第一安装块插入。
31、作为本发明所述的一种汽车轮毂轴承法兰成型设备的一种优选方案,其中:所述第三模具组件包括:
32、第三模具,其可拆卸安装在第二模具的表面;
33、第二安装槽,其设置在第三模具的顶部和底部,并使底部的第二安装槽内部插入第二安装块的内部,使顶部的第二安装槽内部插入第三安装块;
34、所述第四模具组件包括:
35、第四模具,其底部设有第三安装块的底部,并使第四模具通过第三安装块插入顶部第二安装槽的内部。
36、作为本发明所述的一种汽车轮毂轴承法兰成型设备的一种优选方案,其中:所述锻造及磨边装置包括:
37、液压缸,其安装在顶板的表面;
38、第一锻造组件,其设置在顶板的底部,并使第一锻造组件的顶部与液压缸的输出端连接,且通过液压缸的驱动,能够使第一锻造组件对成型装置内部的废铁熔液进行锤炼加压,同时,通过第一锻造组件与夹持装置和旋转电机配合,能够对锤炼冷却后的成型装置内部的废铁熔液进行磨边修整;
39、第二锻造组件,其设置在第一锻造组件的外侧,且通过液压缸的驱动,能够使第二锻造组件对成型装置内部的废铁熔液进行锤炼加压,同时,通过第二锻造组件与夹持装置和旋转电机配合,能够对锤炼冷却后的成型装置内部的废铁熔液进行磨边修整。
40、作为本发明所述的一种汽车轮毂轴承法兰成型设备的一种优选方案,其中:所述第一锻造组件包括:
41、连接盘,其顶部安装在液压缸的输出端;
42、第一伸缩杆,其设置在连接盘的底部,并使输出端连接第一锻造模具的顶部四周;
43、第一锻造模具,其顶部安装在第一伸缩杆的输出端,且通过第一锻造模具能够对成型装置内部的废铁熔液进行锤炼;
44、第一出渣口,其设置在第一锻造模具的外壁四周,且内部能够将沙砾和磨边的废屑进行排出;
45、第一磨边刀具,其转动连接在第一出渣口的内侧端口,且通过第一磨边刀具的角度调整能够对废铁熔液的外壁进行修整。
46、作为本发明所述的一种汽车轮毂轴承法兰成型设备的一种优选方案,其中:所述第二锻造组件包括:
47、第二伸缩杆,其设置在连接盘的表面四周,并使输出端连接第二锻造模具的顶部四周;
48、第二锻造模具,其顶部连接第二伸缩杆的输出端,且通过第二锻造模具能够对成型装置内部的废铁熔液进行锤炼;
49、第二出渣口,其设置在第二锻造模具的外壁四周;
50、第二磨边刀具,其转动连接在第二出渣口的内侧端口,且第二磨边刀具设置为若干组,若干组第二磨边刀具通过链轮和链条相互连接,同时,通过第二磨边刀具能够对废铁熔液的外壁进行修整;
51、角度调节电机,其设置在第二锻造模具的顶部,并使输出端连接一组第二磨边刀具的顶部端口,且角度调节电机与角度传感器连接,能够实时监测第二磨边刀具的倾斜角度,方便对修边的厚度进行控制。
52、一种汽车轮毂轴承法兰成型设备的工艺,包括以下操作步骤:
53、s1:将第一模具、第二模具、第三模具和第四模具进行组装,并将沙砾黏合在成型装置的内壁,从而对成型装置进行保护;
54、s2:通过将成型装置放置在放置板的中心,并通过夹持板将成型装置进行夹持固定,此时将熔化的废铁熔液倒入成型装置的内部进行冷却成型;
55、s3:通过启动液压缸,使液压缸带动第一锻造模具对成型装置内冷却的废铁熔液进行不断锤炼,并不断将废铁熔液补入成型装置的内部,使凝固的废铁熔液与成型装置齐平;
56、s4:当对废铁熔液的内侧表面锤炼完成后,将第一模具取下,同时启动第一伸缩杆和第二伸缩杆,将第一锻造模具收缩,并将第二锻造模具伸展,再次启动液压缸,对废铁熔液的外侧表面进行锤炼,重复上述锤炼操作,直至将法兰锤炼至相应的抗压程度;
57、s5:通过将第一锻造模具和第二锻造模具下压,并启动旋转电机,带动成型装置进行旋转,并启动角度调节电机调整第一磨边刀具和第二磨边刀具的倾斜角度,在旋转下压的过程中,通过磨边刀具将沙砾导入出渣口,并将沙砾排出,并使刀具与法兰外壁接触,对法兰的外壁进行修整,并将修整后的废屑通过出渣口排出;
58、s6:当修整完成后,将法兰取出冷却,最后放入机床的内进行加工,从而得到汽车轮毂轴承法兰。
59、与现有技术相比:
60、通过锻造及磨边装置与成型装置的配合,能够对成型装置内部的废铁熔液进行锤炼,从而增加废铁熔液的抗压能力;
61、通过锻造及磨边装置与成型装置和旋转电机的配合,能够使成型装置进行转动,从而使锻造及磨边装置插入成型装置的内部,将沙砾排出,同时通过刀具对废铁熔液的外壁进行修整,并将废屑排出,进而使成型的法兰更加整洁,在增加法兰制作的速率的同时,能够增加法兰的抗压能力,同时能够减少后续修整的加工的工序。
- 还没有人留言评论。精彩留言会获得点赞!