一种超细全等轴晶组织的Al-Mg-Sc合金及其制造方法与流程
本发明属于金属激光增材制造,尤其涉及一种超细全等轴晶组织的al-mg-sc合金及其制造方法。
背景技术:
1、铝合金作为继钢铁之后应用最为广泛的结构材料,具有密度低、塑性好,比强度、比刚度高,优良的导电性、导热性和耐腐蚀性能等特点,是实现产品轻量化的首选结构材料,在航空航天、交通运输等领域具有广阔的应用前景。铝合金根据名义屈服强度通常分为普通强度(<300mpa)、中强度(300~400mpa)、高强度(400~600mpa)和超高强度(>600mpa)铝合金。目前,大多数可打印铝合金仍然局限于共晶al-si基合金,这些铝合金强度依旧很难与传统铸造高强铝合金相媲美,这就需要发展高强韧以及耐腐蚀性良好的slm用铝合金及其复合材料来满足航空航天严苛的使用条件。
2、美国空客公司研发了专门用于增材制造成形的scalmalloy高强铝合金,该合金是在al-mg系合金中添加了sc和zr元素而使其具有良好加工性能、高强度、高延展性和耐腐蚀性能。由于增材制造过程中超高的冷却速率使其凝固时间极短,因此得到的微观组织比较细小,与传统加工成形合金相比,即使是较粗的晶粒也要小到5~10倍。但由于al-mg-sc合金激光增材制造过程中,热量由凝固层向下传导,在沿建造方向形成较大的负温度梯度,晶粒沿该温度梯度的方向进行外延生长形成柱状晶,这一显微组织特征使得成形件表现出明显的力学性能各向异性,严重限制了其构件的使用范围。因此,在某些特定功能件的使用过程中,希望获得无明显取向且细小全等轴晶组织的al-mg-sc合金结构件,以满足高强度、高韧性以及性能各向同性的严苛使用条件。
3、中国发明专利cn108620584a公开了一种全等轴晶金属构件的激光增材制造方法及其装置,利用电磁场辅助装置对激光快速凝固过程进行调控,诱发柱状晶向等轴晶的转变,得到了性能优异的全等轴晶金属构件。但该方法需要在增材制造过程中添加一套电磁辅助装置,设备成本较高,且制造过程中还需调整磁场的强度和分布状态,制备过程总体来说比较复杂。
4、中国发明专利cn115971514a公开了一种航空增材构件激光冲击强化全等轴化方法,通过实验验证了激光沉积制造和激光冲击强化的工艺匹配规则,成功阻断了柱状晶沿增材方向继续生长并实现了全深度方向上的等轴晶微观结构制备。该方法同样需要辅助冲击强化设备,且还需调整增材制造工艺和冲击强化工艺达到匹配状态,同时每沉积完一层后才对该层进行激光冲击强化,因此该方法制备方法成本高、周期长且成形效率较低。
5、中国发明专利cn113414405a公开了一种调节激光增材制造晶粒形貌的方法,该方法通过多参数的组合,在增材制造过程中,交替使用不同的增材制造参数,使得熔池内部的等轴晶粒被部分保留而不被重熔,该方法实现了激光增材制造金属构件内部晶粒形貌从柱状晶到等轴晶粒的调控。该方法虽然不用辅助其他设备,操作简单,但并不能做到显微组织全等轴晶化,只能有效减小柱状晶尺寸和数量;同时,在成型过程中交替使用不同的工艺参数,对于一些工艺参数窗口较窄的合金,特别是铝合金,可能会影响成形件打印质量,出现未熔合、孔洞以及裂纹等制造缺陷。
6、综上所述,现有的制备方法对于增材制造成形等轴晶组织的al-mg-sc合金适用性不强,且难以获得细小的全等轴晶显微组织,因此,需要一种简单高效、易操作且可控的制备方法来调节al-mg-sc合金组织,从而达到提高强度、消除各向异性的目的。
技术实现思路
1、针对当前对增材制造超细全等轴晶组织的al-mg-sc合金获得方法处在的不足,本发明提供了一种超细全等轴晶组织的al-mg-sc合金及其制造方法,本发明通过异质形核剂的添加来促进合金组织中柱状晶向等轴晶的转化,进而获得细小全等轴晶组织,消除力学性能各向异性,同时提高al-mg-sc合金力学性能,使其满足服役环境的要求。
2、为达到上述目的,具体采取以下技术方案:
3、一种超细全等轴晶组织的al-mg-sc合金的制造方法,包括如下过程:
4、通过激光增材的方法将al-mg-sc基复合粉末材料逐层熔化凝固,最终形成三维实体零;
5、所述al-mg-sc基复合粉末材料采用al-mg-sc合金粉末材料与形核剂粉末的混合粉料。
6、优选的,所述形核剂粉末采用sic粉末、tic粉末、b4c粉末、tib2粉末、al2o3粉末、aln粉末和zro2粉末中的一种或几种的混合物。
7、优选的,所述形核剂粉末的粒径尺寸为30~500nm;
8、其中,形核剂粉末粒径尺寸在30~100nm的,添加比例为al-mg-sc合金粉末材料质量的0.3wt.%~1wt.%;
9、形核剂粉末粒径尺寸在100~300nm的,添加比例为al-mg-sc合金粉末材料质量的1wt.%~2.5wt.%;
10、形核剂粉末粒径尺寸在300~500nm的,添加比例为al-mg-sc合金粉末材料质量的2.5wt.%~5.5wt.%。
11、优选的,所述al-mg-sc合金粉末的粒径为15~65μm。
12、优选的,所述al-mg-sc基复合粉末材料的流动性为60~120s/50g。
13、优选的,以质量百分数计,所述al-mg-sc合金粉末的化学成分包括:
14、mg为4.5%~5.1%,sc为0.68%~0.88%,zr为0.2%~0.5%,mn为0.3%~0.8%,si≤0.4%,fe≤0.4%,ti≤0.15%,o≤0.05%,余量为al。
15、优选的,通过激光增材的方法将al-mg-sc基复合粉末材料逐层熔化凝固时,成形工艺参数包括:
16、激光功率为200~300w,激光扫描速度为1000~1500mm/s,扫描间距为0.06~0.10mm,铺粉层厚为30~40μm。
17、优选的,本发明的制造方法还包括对所述三维实体零进行热处理过程,进行所述热处理时,在325~375℃下保温2~4h,随炉冷却后完成所述热处理。
18、本发明还提供了一种超细全等轴晶组织的al-mg-sc合金,该超细全等轴晶组织的al-mg-sc合金通过本发明如上所述的制造方法制得。
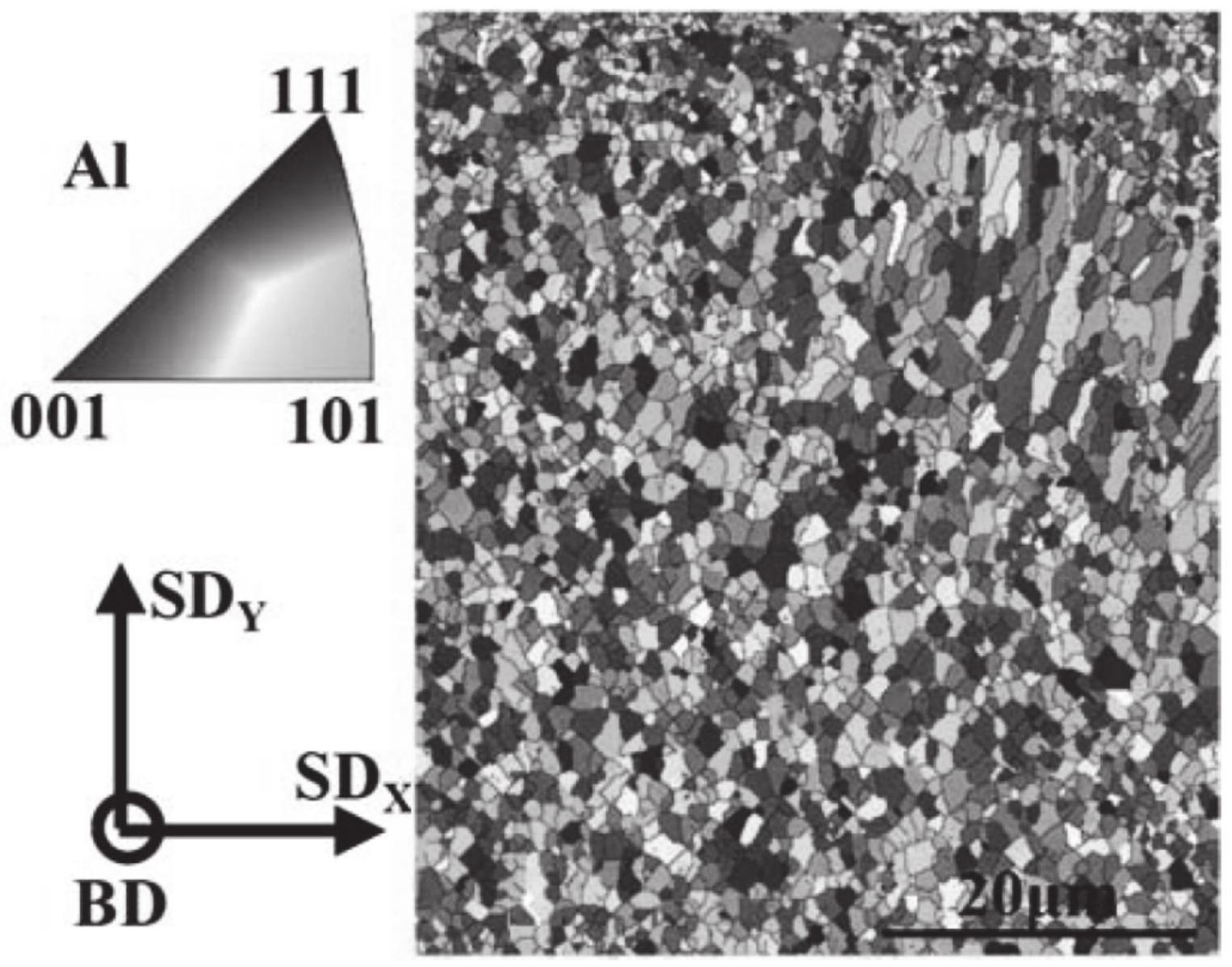
19、优选的,所述超细全等轴晶组织的al-mg-sc合金的显微组织为全等轴晶组织,等轴晶粒尺寸d<3μm,其中d<1μm的超细晶数量占比为85%~100%,1≤d<3μm的细晶数量占比为0~15%;
20、所述超细全等轴晶组织的al-mg-sc合金的横向和纵向抗拉强度为550~580mpa,屈服强度为530~570mpa,延伸率为8%~14%;
21、所述超细全等轴晶组织的al-mg-sc合金的横向拉伸强度和纵向拉伸强度差异不超过10mpa,延伸率差异不超过2%。
22、本发明具有如下有益效果:
23、1、本发明在al-mg-sc合金激光增材制造过程中,通过添加异质形核剂来促进熔池内部异质形核,诱发柱状晶向等轴晶的转变,并且有效细化了晶粒,能够得到超细全等轴晶的金属构件。2、本法明能够有效消除金属构件力学性能的各向异性,获得高强度的金属构件。3、本发整个工艺流程简单有效,不涉及制造设备的改造和其他设备的辅助,具有良好的普适性,能够运用于任何粉末增材制造,且生产效率高,投入成本低,很利于技术的推广。
- 还没有人留言评论。精彩留言会获得点赞!