一种防止终拧跟转的高强度大六角头螺栓副的生产工艺的制作方法
本发明实施例涉及设备生产,具体涉及一种防止终拧跟转的高强度大六角头螺栓副的生产工艺。
背景技术:
1、螺栓副:一栓一母二垫圈,在螺栓终拧时,往往因为螺栓头下垫圈面与连接钢板的摩擦力小于终拧时螺母内螺纹与螺栓外螺纹的摩擦力,导致螺栓副在最终拧紧时(在螺母上施加预紧力)螺栓之中处于跟转状态。
技术实现思路
1、为此,本发明实施例提供一种防止终拧跟转的高强度大六角头螺栓副的生产工艺。
2、为了实现上述目的,本发明实施例提供如下技术方案:
3、一种防止终拧跟转的高强度大六角头螺栓副的生产工艺,所述螺栓副由一螺栓、一螺母、二平垫圈组成,对螺母加工件进行表面磷化和皂化处理;对螺栓加工件或平垫圈加工件进行表面磷化处理。
4、进一步地,所述皂化处理使用的润滑剂按重量百分含量计包括:硬脂酸钠70%~75%、无机盐15%~20%、活性剂5%~10%。
5、进一步地,所述皂化处理的温度为70~85℃,时间为3~5分钟。
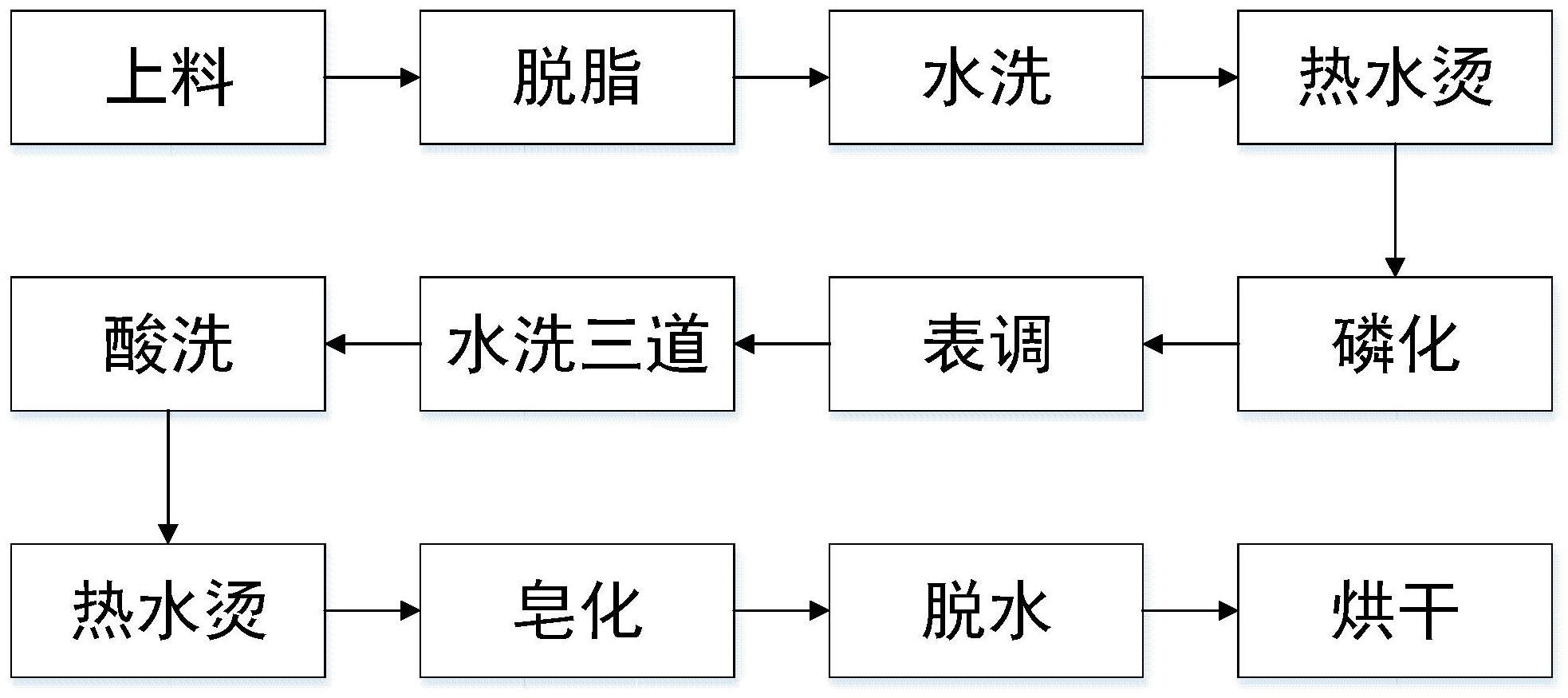
6、进一步地,对所述螺母加工件依次进行如下操作:用脱脂剂在55~65℃下处理13~15分钟;在室温下水洗0.5~1分钟;用75~85℃的热水烫0.5~1分钟;在室温下用10%~20%的工业盐酸洗15分钟;在室温下水洗三道,每道1~2分钟;调节ph值为7~9;在77~85℃下用磷化剂处理15~20分钟;用75~85℃的热水烫0.5~1分钟;用润滑剂在70~85℃下皂化3~5分钟;脱水;在60~100℃下烘干。
7、进一步地,对所述螺栓加工件依次进行如下操作:在室温下用10%~20%的工业盐酸洗15分钟;在室温下水洗两道,每道0.5~1分钟;在77~85℃下用磷化剂处理10~13分钟;在室温下水洗30秒;用75~85℃的热水烫15秒;在室温下用防锈液中浸泡1.5~2分钟;在80~110℃下烘干;风冷。
8、进一步地,对所述平垫圈加工件依次进行如下操作:用脱脂剂在55~65℃下脱脂13~15分钟;在室温下水洗0.5~1分钟;用75~85℃的热水烫0.5~1分钟;在室温下用10%~20%的工业盐酸洗15分钟;在室温下水洗三道,每道0.5~1分钟;调节ph值为7~9;在77~85℃下用磷化剂处理10~13分钟;用75~85℃的热水烫0.5~1分钟;脱水;在60~100℃下烘干。
9、进一步地,所述磷化剂包括:10%皮膜剂和1%促进剂,其中,所述皮膜剂包括:磷酸、氧化锌和硝酸;所述促进剂包括亚硝酸盐。
10、进一步地,所述脱脂剂包括:纯碱、磷酸三钠、硅酸盐和表面活性剂。
11、本发明实施例具有如下优点:
12、本发明采取螺栓、平垫磷化不皂化,螺母磷化和皂化的处理工艺,增加六角头螺栓头下垫圈面摩擦力,使之产生的摩擦力始终大于螺母内螺纹与外螺纹拧紧时所产生的摩擦力,以达到防止终拧跟转的目的。
技术特征:
1.一种防止终拧跟转的高强度大六角头螺栓副的生产工艺,所述螺栓副由一螺栓、一螺母、二平垫圈组成,其特征在于,
2.根据权利要求1所述的防止终拧跟转的高强度大六角头螺栓副的生产工艺,其特征在于,所述皂化处理使用的润滑剂按重量百分含量计包括:硬脂酸钠70%~75%、无机盐15%~20%、活性剂5%~10%。
3.根据权利要求1所述的防止终拧跟转的高强度大六角头螺栓副的生产工艺,其特征在于,所述皂化处理的温度为70~85℃,时间为3~5分钟。
4.根据权利要求1所述的防止终拧跟转的高强度大六角头螺栓副的生产工艺,其特征在于,对所述螺母加工件依次进行如下操作:
5.根据权利要求4所述的防止终拧跟转的高强度大六角头螺栓副的生产工艺,其特征在于,对所述螺栓加工件依次进行如下操作:
6.根据权利要求4所述的防止终拧跟转的高强度大六角头螺栓副的生产工艺,其特征在于,对所述平垫圈加工件依次进行如下操作:
7.根据权利要求4-6中任一项所述的防止终拧跟转的高强度大六角头螺栓副的生产工艺,其特征在于,所述磷化剂包括:10%皮膜剂和1%促进剂,其中,所述皮膜剂包括:磷酸、氧化锌和硝酸;所述促进剂包括亚硝酸盐。
8.根据权利要求7所述的防止终拧跟转的高强度大六角头螺栓副的生产工艺,其特征在于,所述脱脂剂包括:纯碱、磷酸三钠、硅酸盐和表面活性剂。
技术总结
本发明实施例公开了一种防止终拧跟转的高强度大六角头螺栓副的生产工艺,所述螺栓副由一螺栓、一螺母、二平垫圈组成,对螺母加工件进行表面磷化和皂化处理;对螺栓加工件或平垫圈加工件进行表面磷化处理。本发明采取螺栓、平垫磷化不皂化,螺母磷化和皂化的处理工艺,增加六角头螺栓头下垫圈面摩擦力,使之产生的摩擦力始终大于螺母内螺纹与外螺纹拧紧时所产生的摩擦力,以达到防止终拧跟转的目的。
技术研发人员:董召坡
受保护的技术使用者:北京金兆博高强度紧固件有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!