CNC加工手表磨头的制备工艺的制作方法
本发明涉及一种cnc加工手表磨头的制备工艺,属于磨头制备领域。
背景技术:
1、玻璃、石英作为传统材料已在生活应用中随处可见,近几年3c及半导体领域快速崛起,硅、蓝宝石、碳化硅等材料的加工规模不断扩大。在对此类硬脆晶体的超精密磨削加工中,目前主要采用的是研磨液、抛光液,生产效率较低,而且产生的废液需要较大的回收处理成本。如果利用超精磨头以磨代抛,则生产效率大大提升,节约企业环保处理成本。但对超精磨磨头要求非常高,不能产生划伤,保持较好的锋利性和自锐性。
2、cnc普通磨头(砂轮棒)加工手表(玻璃、蓝宝石、水晶)材质工艺:
3、1.开料-仿形-cnc1(加工外形)-cnc2(加工台阶)。
4、2.而传统cnc加工手表使用普通设计磨头(砂轮棒)工艺复杂,从而造成磨头(砂轮棒)寿命低和产品良率低、成本高。
技术实现思路
1、为克服现有技术的缺陷,本发明提供一种cnc加工手表磨头的制备工艺,本发明的技术方案是:
2、一种cnc加工手表磨头的制备工艺,包括以下步骤:
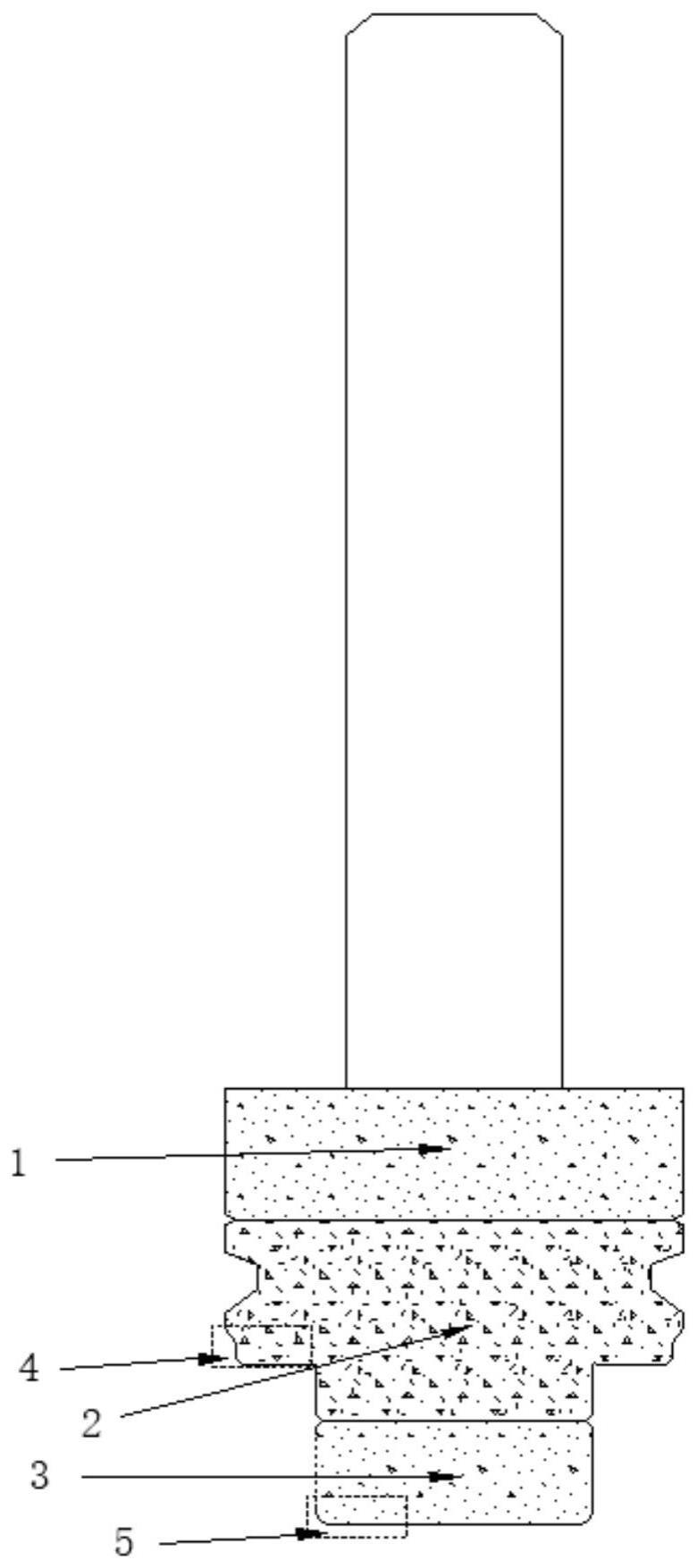
3、(1)对磨头主体分三节进行加工,该磨头主体整体呈t字形设置,分别为第一节磨砂部、第二节磨砂部和第三节磨砂部;
4、(2)在所述的第一节磨砂部、第二节磨砂部以及第三节磨砂部的外围镀金刚石;
5、(3)在第二节磨砂部的边缘形成台阶精修面;所述第三节磨砂部的边缘形成台阶粗修面。
6、所述第一节磨砂部的高度为3.76mm,直径12.79mm;在所述第一节磨砂部的外围镀第一节金刚石层,该第一节金刚石层的粒度为250#。
7、所述第二节磨砂部的高度为5.62mm,在该第二节磨砂部上设置有凹陷部和凸起部,该凹陷部的直径为10.93mm,凸起部的直径为12.23mm,在所述第二节磨砂部的外围镀第二节金刚石层,该第二节金刚石层的粒度为1200#。
8、所述第三节磨砂部的高度为2.9mm,直径7.71mm;在所述第三节磨砂部的外围镀第三节金刚石层,该第一节金刚石层的粒度为400#。
9、在所述的第一节磨砂部处,采用折线连续切角程序路径,先切角设置切削量0.4mm;切角加工进给速度4500mm/min,主轴转速32000rpm/min。
10、在所述的第三磨砂部处,进行外形粗修程序路径,切削量0.37mm,加工进给速度600mm/min,主轴转速32000rpm/min。
11、在所述的台阶粗修面处,进行台阶粗修程序路径,台阶粗修切削量0.2mm,台阶粗修进给速度3500mm/min,z主轴转速32000rpm/min。
12、在所述的台阶精修面处,进行台阶精修和凸台倒边程序路径,台阶精修切削量0.075mm,台阶精修进给速度4500mm/min,主轴转速40000rpm/min。
13、在所述的第二节磨砂部处,进行台阶面倒边和精修边,倒边切削量0.2mm,边切削量0.07mm,面倒边精修进给速度600mm/min,主轴转速40000rpm/min。
14、在所述的第二节磨砂部处,进行台阶底倒边和精修边,倒边切削量0.1mm,边切削量0.03mm,底倒边精修进给速度600mm/min,主轴转速40000rpm/min。
15、本发明的优点是:1.提高磨头寿命。2.优化cnc加工手表工艺和提升加工良率。3.降低加工成本。
技术特征:
1.一种cnc加工手表磨头的制备工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种cnc加工手表磨头的制备工艺,其特征在于,所述第一节磨砂部的高度为3.76mm,直径12.79mm;在所述第一节磨砂部的外围镀第一节金刚石层,该第一节金刚石层的粒度为250#。
3.根据权利要求1所述的一种cnc加工手表磨头的制备工艺,其特征在于,所述第二节磨砂部的高度为5.62mm,在该第二节磨砂部上设置有凹陷部和凸起部,该凹陷部的直径为10.93mm,凸起部的直径为12.23mm,在所述第二节磨砂部的外围镀第二节金刚石层,该第二节金刚石层的粒度为1200#。
4.根据权利要求1所述的一种cnc加工手表磨头的制备工艺,其特征在于,所述第三节磨砂部的高度为2.9mm,直径7.71mm;在所述第三节磨砂部的外围镀第三节金刚石层,该第一节金刚石层的粒度为400#。
5.根据权利要求2所述的一种cnc加工手表磨头的制备工艺,其特征在于,在所述的第一节磨砂部处,采用折线连续切角程序路径,先切角设置切削量0.4mm;切角加工进给速度4500mm/min,主轴转速32000rpm/min。
6.根据权利要求4所述的一种cnc加工手表磨头的制备工艺,其特征在于,在所述的第三磨砂部处,进行外形粗修程序路径,切削量0.37mm,加工进给速度600mm/min,主轴转速32000rpm/min。
7.根据权利要求4或6所述的一种cnc加工手表磨头的制备工艺,其特征在于,在所述的台阶粗修面处,进行台阶粗修程序路径,台阶粗修切削量0.2mm,台阶粗修进给速度3500mm/min,z主轴转速32000rpm/min。
8.根据权利要求1所述的一种cnc加工手表磨头的制备工艺,其特征在于,在所述的台阶精修面处,进行台阶精修和凸台倒边程序路径,台阶精修切削量0.075mm,台阶精修进给速度4500mm/min,主轴转速40000rpm/min。
9.根据权利要求1所述的一种cnc加工手表磨头的制备工艺,其特征在于,在所述的第二节磨砂部处,进行台阶面倒边和精修边,倒边切削量0.2mm,边切削量0.07mm,面倒边精修进给速度600mm/min,主轴转速40000rpm/min。
10.根据权利要求1所述的一种cnc加工手表磨头的制备工艺,其特征在于,在所述的第二节磨砂部处,进行台阶底倒边和精修边,倒边切削量0.1mm,边切削量0.03mm,底倒边精修进给速度600mm/min,主轴转速40000rpm/min。
技术总结
本发明涉及一种CNC加工手表磨头的制备工艺,包括以下步骤:(1)对磨头主体分三节进行加工,该磨头主体整体呈T字形设置,分别为第一节磨砂部、第二节磨砂部和第三节磨砂部;(2)在所述的第一节磨砂部、第二节磨砂部以及第三节磨砂部的外围镀金刚石;(3)在第二节磨砂部的边缘形成台阶精修面;所述第三节磨砂部的边缘形成台阶粗修面。本发明的优点是:1.提高磨头寿命。2.优化CNC加工手表工艺和提升加工良率。3.降低加工成本。
技术研发人员:全炯飞,郭雄,钟雄刚,胡坤
受保护的技术使用者:东莞华清光学科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!