一种垂直线行星架砂型铸造工艺的制作方法
本发明涉及砂型铸造,特别涉及一种垂直线行星架砂型铸造工艺。
背景技术:
1、砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。砂型铸造用的模具,以前多用木材制作,通称木模。木模存在易变形、易损坏等弊病,铝合金模具或树脂模具尺寸精度较高,并且使用寿命较长,虽然价格有所提高,但仍比金属型铸造用的模具便宜得多,在小批量及大件生产中,价格优势尤为突出。此外,砂型比金属型耐火度更高,因而如铜合金和黑色金属等熔点较高的材料也多采用这种工艺。
2、传统行星架铸造工艺采用水平线生产,具有以下缺陷:
3、1、因产品泥芯重,水平线多为人工手动下芯,人员操作繁重,容易疲惫,导致下芯质量不稳定;
4、2、水平线造型速度慢,生产效率不高,产能受限;
5、3、水平工艺浇注速度慢,生产出来的材质为球铁500-7的新能源汽车行星架,结构复杂,多窗口,壁厚不均匀,不适宜薄壁产品,薄壁产品浇注容易产生冷隔缺陷;
6、4、水平线错型稳定性差,影响产品质量稳定。
7、针对这些缺陷,设计一种垂直线行星架砂型铸造工艺,是很有必要的。
技术实现思路
1、本发明的目的在于提供一种垂直线行星架砂型铸造工艺,采用垂直线生产,相较于现有水平线多为人工手动下芯,可以机械下芯,自动化程度高,生产速度快,效率高,行星架薄壁位置多,冷却速度快,产品容易产生冷隔,垂直工艺浇注速度快,可以极大程度降低此类风险,可以解决现有技术中的问题。
2、为实现上述目的,本发明提供如下技术方案:一种垂直线行星架砂型铸造工艺,包括以下步骤:
3、s1、制模配砂;
4、s2、将模具置于砂箱中,再充入型砂至满箱,形成铸型;
5、s3、设置浇口、冒口、入水口,合箱;
6、s4、对砂箱进行加热;
7、s5、向砂型模具中注入铁水,待其凝固形成铸件后,进行落砂及抛丸处理;
8、s6、检验入库;
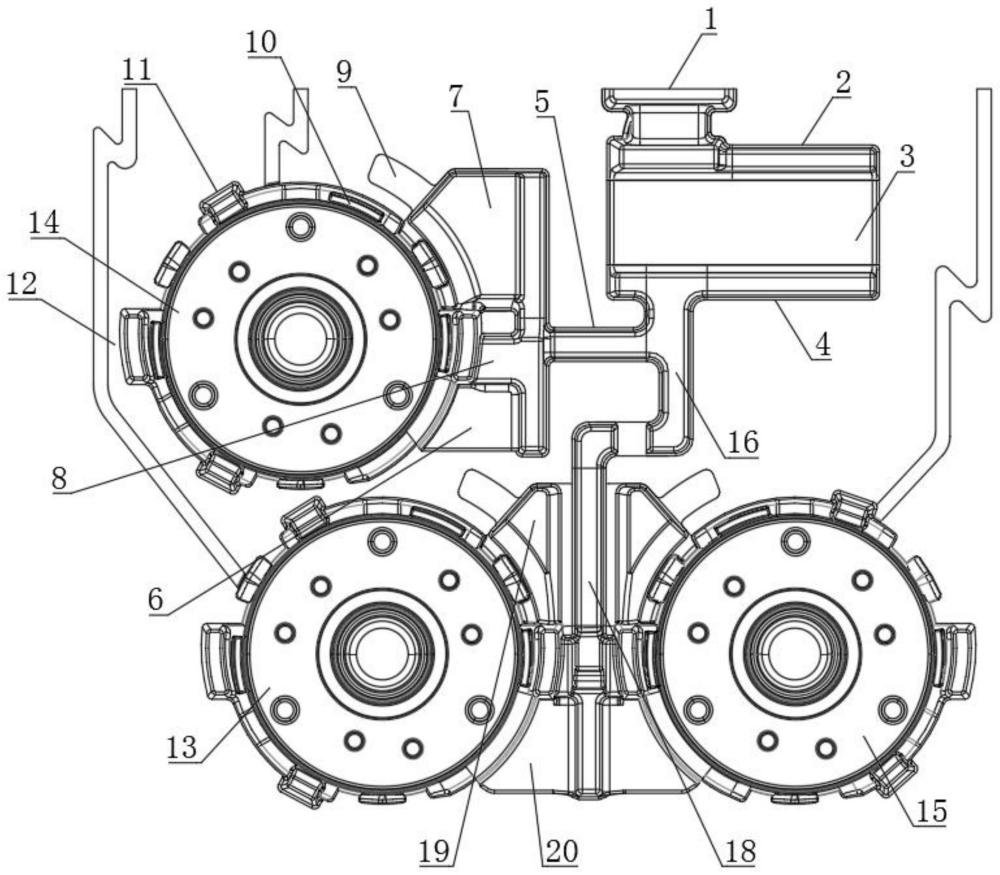
9、所述砂型模具上排布有浇筑系统,所述浇筑系统包括浇口杯、横跑道、避渣薄片、过渡区、主流道一、入水口一、冒口一、入水口分离块、冒口分离块、第一溢流块、第二溢流块、铸件泥芯、铸件二、铸件一、铸件三、主流道二、流道搭接、流道、冒口二和入水口二,横跑道位于浇口杯的下端,且横跑道与浇口杯连通,横跑道的下方设置有竖跑道,竖跑道通过避渣薄片与横跑道连通,避渣薄片与竖跑道之间设置有过渡区,竖跑道包括主流道一和主流道二,主流道一与铸件一上的铸件泥芯连接,铸件一靠近主流道一的一侧设置有入水口一,入水口一的上端设置有入水口分离块,入水口分离块的上方设置有冒口一,主流道二通过流道搭接与流道连通,流道的两侧对称设置有铸件二和铸件三,且铸件二的铸件泥芯和铸件三的铸件泥芯均与流道连通,铸件二和铸件三靠近流道的一侧均设置有冒口二,冒口二的下方设置有入水口二。
10、优选的,所述铸件泥芯上设置有第一溢流块和第二溢流块,且第一溢流块设置有三个,第二溢流块设置有两个。
11、优选的,所述冒口一和冒口二的上端均设置有冒口分离块。
12、优选的,所述入水口一和入水口二的厚度均为2mm。
13、优选的,所述铸件二、铸件一和铸件三的材质均为灰铁300,本体抗拉强度为300mpa,化学成分为c:3.7-3.8,si:2.7-2.8%,mn:0.2-0.3%,mg:0.04-0.05%,cu:0.1-0.2%,sn:0.03-0.04%。
14、优选的,所述步骤五中具体包括:将正砂模和反砂模插接配合,形成型腔,将铁水从浇口浇筑于型腔内,冷却凝固后,分离正砂模和反砂模,得到所需铸件,然后对其进行落砂清理。
15、优选的,所述步骤三中形成铸型后,在铸型的型腔表面涂覆耐高温涂料。
16、优选的,所述铸件的原材料为废钢加回炉料,通过中频感应电炉熔炼,产生冶金反应,转变成液态金属。
17、优选的,所述铁水采用高碳高硅高碳当量的铁水,浇注前在铁水中加入孕育剂进行孕育处理。
18、优选的,所述铸型的分型面为垂直线。
19、与现有技术相比,本发明的有益效果如下:
20、1、本发明提出的垂直线行星架砂型铸造工艺,采用垂直线生产,相较于现有水平线多为人工手动下芯,可以机械下芯,自动化程度高,生产速度快,效率高,行星架薄壁位置多,冷却速度快,产品容易产生冷隔,垂直工艺浇注速度快,可以极大程度降低此类风险,第一溢流块和第二溢流块对应铸件位置壁厚薄,冷却速度快,容易产生白口,增加溢流可以降低白口风。
21、2、本发明提出的垂直线行星架砂型铸造工艺,垂直线错型概率小于水平工艺,产品质量稳定;铁水通过三次孕育处理,炉内铁水转运至中转包内第一次孕育,中转包铁水转运至浇注包过程中第二次孕育,浇注过程中瞬时孕育,采用多孕育方式,降低铁水白口倾向;通过利用废钢加回炉料用中频感应电炉熔炼出灰铁300铁水,本体抗拉强度为300mpa,铁水采用高碳高硅高碳当量成分,此工艺成分铁水流动性高,白口倾向小。
技术特征:
1.一种垂直线行星架砂型铸造工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种垂直线行星架砂型铸造工艺,其特征在于:所述铸件泥芯(12)上设置有第一溢流块(10)和第二溢流块(11),且第一溢流块(10)设置有三个,第二溢流块(11)设置有两个。
3.根据权利要求1所述的一种垂直线行星架砂型铸造工艺,其特征在于:所述冒口一(7)和冒口二(19)的上端均设置有冒口分离块(9)。
4.根据权利要求1所述的一种垂直线行星架砂型铸造工艺,其特征在于:所述入水口一(6)和入水口二(20)的厚度均为2mm。
5.根据权利要求1所述的一种垂直线行星架砂型铸造工艺,其特征在于:所述铸件二(13)、铸件一(14)和铸件三(15)的材质均为灰铁300,本体抗拉强度为300mpa,化学成分为c:3.7-3.8,si:2.7-2.8%,mn:0.2-0.3%,mg:0.04-0.05%,cu:0.1-0.2%,sn:0.03-0.04%。
6.根据权利要求1所述的一种垂直线行星架砂型铸造工艺,其特征在于:所述步骤五中具体包括:将正砂模和反砂模插接配合,形成型腔,将铁水从浇口浇筑于型腔内,冷却凝固后,分离正砂模和反砂模,得到所需铸件,然后对其进行落砂清理。
7.根据权利要求1所述的一种垂直线行星架砂型铸造工艺,其特征在于:所述步骤三中形成铸型后,在铸型的型腔表面涂覆耐高温涂料。
8.根据权利要求1所述的一种垂直线行星架砂型铸造工艺,其特征在于:所述铸件的原材料为废钢加回炉料,通过中频感应电炉熔炼,产生冶金反应,转变成液态金属。
9.根据权利要求1所述的一种垂直线行星架砂型铸造工艺,其特征在于:所述铁水采用高碳高硅高碳当量的铁水,浇注前在铁水中加入孕育剂进行孕育处理。
10.根据权利要求1所述的一种垂直线行星架砂型铸造工艺,其特征在于:所述铸型的分型面为垂直线。
技术总结
本发明公开了一种垂直线行星架砂型铸造工艺,属于砂型铸造技术领域。本发明的一种垂直线行星架砂型铸造工艺,包括以下步骤:S1、制模配砂;S2、将模具置于砂箱中,再充入型砂至满箱,形成铸型;S3、设置浇口、冒口、入水口,合箱;S4、对砂箱进行加热;S5、向砂型模具中注入铁水,待其凝固形成铸件后,进行落砂及抛丸处理;S6、检验入库。本发明解决了现有行星架铸造工艺采用水平线铸造,影响产品质量稳定的问题,采用垂直线生产,相较于现有水平线多为人工手动下芯,可以机械下芯,自动化程度高,生产速度快,效率高,行星架薄壁位置多,冷却速度快,产品容易产生冷隔,垂直工艺浇注速度快,可以极大程度降低此类风险。
技术研发人员:黄克俊,芮训飞
受保护的技术使用者:安徽海立精密铸造有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!