一种可应用于航空轨道座椅的钛铝梯度材料及其制备方法
本发明属于增材制造和合金制备,具体涉及到一种可应用于航空轨道座椅的钛铝梯度材料及其制备方法。
背景技术:
1、轻质高强一直是运载设备设计者所追求的目标,随着航空航天工业的快速发展,对航空座椅轨道的要求越来越高,现阶段航空座椅轨道的主要发展方向之一是对自身减重,减少能源消耗,提高经济效益。ti/al梯度合金作为新一代轻质高强材料,其密度约为ni基合金的一半,且具有良好的高温抗氧化和抗蠕变能力,被期望于在600-900℃代替传统ni基高温合金,实现对机身减重的目标。
2、钛合金主要含有ti、al、v等元素,铝合金al、si、mg等元素,根据相关金属元素二元合金相图,可见若将钛合金和铝合金直接接触连接,会在结合处界面形成较多脆性金属间化合物,甚至难以达到冶金结合。传统的焊接方法连接钛铝合金时,两侧金属塑性流动不同步,实现顶锻结合较困难;高温下容易生成脆性金属间化合物,不利于接头的性能,两者的焊接性较差。
3、相较于传统焊接方法,金属增材制造与搅拌摩擦焊相结合的工艺存在以下几大优势:第一:适用于复杂零件成形,航空结构件由于性能要求呈现出大量形状复杂的零件制造,采用金属增材制造可以在较低成本下完成产品制造;第二搅拌摩擦焊通过搅拌头、轴肩与材料相互摩擦产生热量,使铝合金发生超塑性流动混合与钛合金形成连接,减少脆性金属间化合物的形成;第三采用金属增材制造工艺与搅拌摩擦焊接工艺的结合,利用增材的快速凝固取得极细的晶粒尺寸,促进焊接过程的紧密结合,给接下来的金属激光熔融充当良好的过渡层。
4、但金属增材制造的快速凝固机制使得熔池底部的气孔在上浮过程中被固溶于合金中,对合金结构性能产生影响;由于钛/铝的活性均较强,焊接会使得接头处形成脆性金属间化合物,使得焊缝变脆、强度降低,本发明通过基于选区激光熔化和搅拌摩擦焊相结合制造钛合金与铝合金梯度材料,有效减少了接合处脆性相的形成,结合强度更高。
技术实现思路
1、本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本申请的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
2、鉴于上述和/或现有技术中存在的问题,提出了本发明。
3、因此,本发明的目的是,克服现有技术中的不足,提供一种可应用于航空轨道座椅的钛铝梯度材料的制备方法。
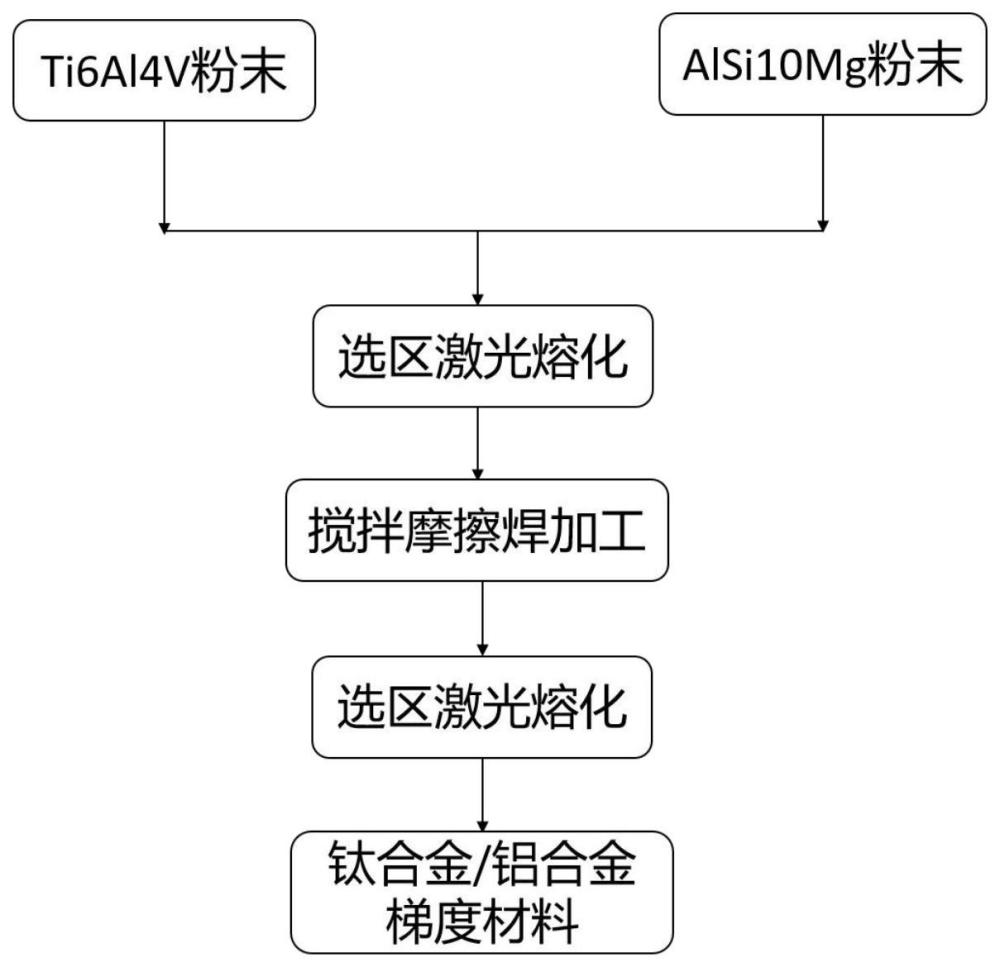
4、为解决上述技术问题,本发明提供了如下技术方案:包括,经过预处理的钛合金基板和铝合金基板表面通过选区激光熔化方法将合金粉末制备形成试样层;通过搅拌摩擦焊的方法在试样层表面形成梯度试样层;通过选区激光熔化方法在梯度试样层的表面形成合金层,得到合金梯度试样;其中,所述合金粉末包括ti6al4v粉末、alsi10mg粉末中的一种或两种;所述搅拌摩擦焊过程中,搅拌头的旋转速度为1000~1400r/min。
5、作为本发明所述的可应用于航空轨道座椅的钛铝梯度材料的制备方法一种优选方案,其中:所述预处理包括,将钛合金基板和铝合金基板打磨除去表面锈迹后,用酒精和丙酮进行清洗,再喷砂使其表面光亮。
6、作为本发明所述的可应用于航空轨道座椅的钛铝梯度材料的制备方法一种优选方案,其中:所述对钛合金基板进行选区激光熔化过程中,基板预热温度为100℃,激光功率110~230w,扫描速度700~1500mm/s,铺粉层厚0.03mm,扫描间距0.08mm,螺旋67°扫描,所用的惰性气体为氩气。
7、作为本发明所述的可应用于航空轨道座椅的钛铝梯度材料的制备方法一种优选方案,其中:所述对铝合金基板进行选区激光熔化过程中,基板预热温度为100℃,激光功率22.~340w,扫描速度800~1600mm/s,铺粉层厚0.03mm,扫描间距0.08mm,螺旋67°扫描,所用的惰性气体为氩气。
8、作为本发明所述的可应用于航空轨道座椅的钛铝梯度材料的制备方法一种优选方案,其中:所述搅拌摩擦焊过程中,搅拌头的前进速度为60~100mm/min。
9、作为本发明所述的可应用于航空轨道座椅的钛铝梯度材料的制备方法一种优选方案,其中:所述搅拌摩擦焊过程中,搅拌头压下量为1~2mm。
10、作为本发明所述的可应用于航空轨道座椅的钛铝梯度材料的制备方法一种优选方案,其中:所述合金粉末通过气雾法制备获得,其中合金粉末的烘烤温度为120~160℃,保温时间≥60min。
11、作为本发明所述的可应用于航空轨道座椅的钛铝梯度材料的制备方法一种优选方案,其中:所述合金粉末球形度在90%以上,粉末粒度为100~200目,大小为15~53μm。
12、本发明的另一目的是,克服现有技术中的不足,提供一种可应用于航空轨道座椅的钛铝梯度材料。
13、为解决上述技术问题,本发明提供了如下技术方案:所述梯度材料在室温下抗拉强度达到285~355mpa,室温断裂伸长率6.5~14.5%。
14、本发明有益效果:
15、本发明基于选区激光熔化和搅拌摩擦焊相结合制造钛合金与铝合金梯度材料,其关键技术在于搅拌摩擦焊成形的铝合金试样层,使得钛合金和铝合金得到了很好的结合界面,大大减少了两种异质金属结合产生的脆性金属相,从而减少了宏观裂纹的产生。
16、本发明制备的钛铝梯度材料,基体晶粒组织细小均匀,无裂纹,具有优异的力学性能,其中钛合金抗拉强度1170mpa,断裂伸长率21%,铝合金抗拉强度475mpa,断裂伸长率8.5%;搅拌摩擦焊接焊缝成形良好,无孔洞和裂纹等缺陷的搭接接头,梯度材料的抗拉强度达到铝合金母材的74%。
技术特征:
1.一种可应用于航空轨道座椅的钛铝梯度材料的制备方法,其特征在于:包括,
2.如权利要求1所述的可应用于航空轨道座椅的钛铝梯度材料的制备方法,其特征在于:所述预处理包括,将钛合金基板和铝合金基板打磨除去表面锈迹后,用酒精和丙酮进行清洗,再喷砂使其表面光亮。
3.如权利要求1所述的可应用于航空轨道座椅的钛铝梯度材料的制备方法,其特征在于:所述对钛合金基板进行选区激光熔化过程中,基板预热温度为100℃,激光功率110~230w,扫描速度700~1500mm/s,铺粉层厚0.03mm,扫描间距0.08mm,螺旋67°扫描,所用的惰性气体为氩气。
4.如权利要求1所述的可应用于航空轨道座椅的钛铝梯度材料的制备方法,其特征在于:所述对铝合金基板进行选区激光熔化过程中,基板预热温度为100℃,激光功率22.~340w,扫描速度800~1600mm/s,铺粉层厚0.03mm,扫描间距0.08mm,螺旋67°扫描,所用的惰性气体为氩气。
5.如权利要求1所述的可应用于航空轨道座椅的钛铝梯度材料的制备方法,其特征在于:所述搅拌摩擦焊过程中,搅拌头的前进速度为60~100mm/min。
6.如权利要求1所述的可应用于航空轨道座椅的钛铝梯度材料的制备方法,其特征在于:所述搅拌摩擦焊过程中,搅拌头压下量为1~2mm。
7.如权利要求1所述的可应用于航空轨道座椅的钛铝梯度材料的制备方法,其特征在于:所述合金粉末通过气雾法制备获得,其中合金粉末的烘烤温度为120~160℃,保温时间≥60min。
8.如权利要求1所述的可应用于航空轨道座椅的钛铝梯度材料的制备方法,其特征在于:所述合金粉末球形度在90%以上,粉末粒度为100~200目,大小为15~53μm。
9.如权利要求1~8任一所述的方法制得的可应用于航空轨道座椅的钛铝梯度材料。
10.如权利要求9所述的可应用于航空轨道座椅的钛铝梯度材料,其特征在于:所述梯度材料在室温下抗拉强度达到285~355mpa,室温断裂伸长率6.5~14.5%。
技术总结
本发明公开了一种可应用于航空轨道座椅的钛铝梯度材料及其制备方法,包括,经过预处理的钛合金基板和铝合金基板表面通过选区激光熔化方法将合金粉末制备形成试样层;通过搅拌摩擦焊的方法在试样层表面形成梯度试样层;通过选区激光熔化方法在梯度试样层的表面形成合金层,得到合金梯度试样;其中,所述合金粉末包括Ti6Al4V粉末、AlSi10Mg粉末中的一种或两种;所述搅拌摩擦焊过程中,搅拌头的旋转速度为1000~1400r/min。本发明基于选区激光熔化和搅拌摩擦焊相结合制造钛合金与铝合金梯度材料,其关键技术在于搅拌摩擦焊成形的铝合金试样层,使得钛合金和铝合金得到了很好的结合界面,大大减少了两种异质金属结合产生的脆性金属相,从而减少了宏观裂纹的产生。
技术研发人员:李瑞迪,胡茂辉,王悦婷,牛朋达
受保护的技术使用者:中南大学
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!