一种浇铸装置的制作方法
【】本发明涉及金属熔炼领域,尤其涉及一种浇铸装置。
背景技术
0、
背景技术:
1、现有技术的浇铸系统通过旋转编码器控制比例阀来实现特定角度的液压驱动盛放件旋转,使合金溶液由盛放件中流出,经过中间包后流动至水冷铜辊,再通过水冷铜辊甩带成片。在上述盛放件向中间包倾倒合金溶液的过程中,中间包内的合金溶液保有量难以保持稳定,进而导致由水冷铜辊甩带成片的合金片的厚度均匀性较低。
2、因此,有必要提供一种浇铸装置,用于解决中间包内合金溶液保有量难以保持稳定的问题。
技术实现思路
0、
技术实现要素:
1、本发明的目的在于提供一种浇铸装置,用于解决中间包内合金溶液保有量难以保持稳定的问题。
2、本发明的技术方案如下:一种浇铸装置,所述浇铸装置包括:
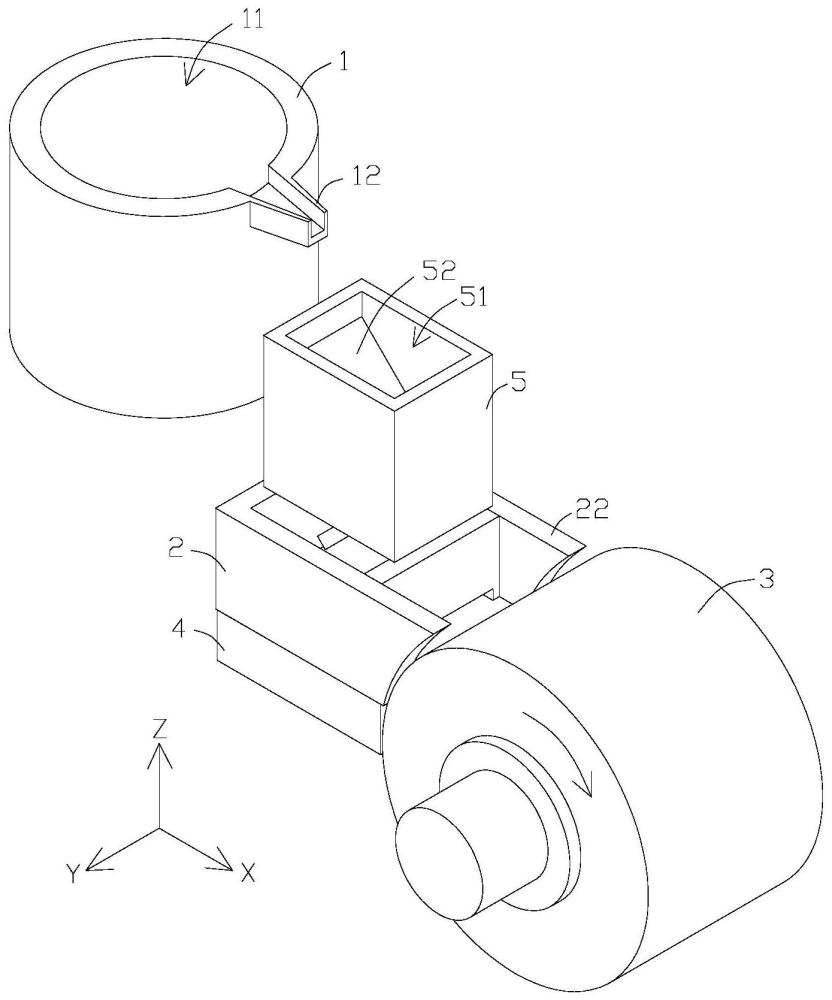
3、盛放件,所述盛放件包括容纳腔和控制件,所述容纳腔用于盛放合金溶液,所述控制件与所述容纳腔的侧壁连接,用于控制合金溶液的流出速度;
4、中间包,所述中间包位于所述盛放件的一侧,合金溶液能够由所述盛放件流动至所述中间包内;
5、冷却辊,所述冷却辊位于所述中间包远离所述盛放件的一侧,用于冷却合金溶液,合金溶液由所述中间包流动至所述冷却辊表面;
6、其中,所述中间包的一侧设置有测量件,用于测量所述中间包的重量,所述测量件与所述控制件电连接,所述控制件能够根据所述测量件的测量结果控制合金溶液流出所述容纳腔的速度。
7、在一种可能的实施方式中,所述中间包包括缓存腔,所述缓存腔的两侧分别与所述盛放件和所述冷却辊连通,沿竖直方向,所述测量件位于所述中间包下方,并且与所述缓存腔对应。
8、在一种可能的实施方式中,所述中间包与所述盛放件之间设置有导流件,所述导流件的一端与所述盛放件连通,另一端与所述缓存腔连通。
9、在一种可能的实施方式中,所述导流件包括导流腔和多个导流板,所述导流板安装于所述导流腔的侧壁,并且向靠近所述中间包的一侧倾斜。
10、在一种可能的实施方式中,所述导流板与所述导流腔的侧壁之间的夹角为30°至60°。
11、在一种可能的实施方式中,所述导流件内导流板的个数为2个至5个。
12、在一种可能的实施方式中,多个导流板间隔设置于所述导流腔相对的两个侧壁。
13、在一种可能的实施方式中,所述缓存腔靠近所述导流件的一侧设置有流入口,所述导流板能够穿过所述流入口伸入所述缓存腔,并且所述导流板的端部与所述缓存腔的底壁之间的间隙小于10mm。
14、在一种可能的实施方式中,所述中间包靠近所述冷却辊的一侧设置有流出口,所述流出口的高度小于所述中间包中合金溶液的高度。
15、在一种可能的实施方式中,沿所述浇铸装置的宽度方向,所述中间包的两侧设置均有沿靠近所述冷却辊的方向延伸的延伸部,所述延伸部面向所述冷却辊的一侧与所述冷却辊的弧度一致。
16、本发明的有益效果在于:通过测量件能够准确的测量出中间包的重量,控制件通过测量件的测量结果控制合金溶液流出容纳腔的速度,使中间包的重量保持稳定,进而能够使中间包内的合金溶液保有量保持稳定,有利于提高冷却后合金片的厚度均匀性。
技术特征:
1.一种浇铸装置,其特征在于,所述浇铸装置包括:
2.根据权利要求1所述的浇铸装置,其特征在于,所述中间包包括缓存腔,所述缓存腔的两侧分别与所述盛放件和所述冷却辊连通,沿竖直方向,所述测量件位于所述中间包下方,并且与所述缓存腔对应。
3.根据权利要求2所述的浇铸装置,其特征在于,所述中间包与所述盛放件之间设置有导流件,所述导流件的一端与所述盛放件连通,另一端与所述缓存腔连通。
4.根据权利要求3所述的浇铸装置,其特征在于,所述导流件包括导流腔和多个导流板,所述导流板安装于所述导流腔的侧壁,并且向靠近所述中间包的一侧倾斜。
5.根据权利要求4所述的浇铸装置,其特征在于,所述导流板与所述导流腔的侧壁之间的夹角为30°至60°。
6.根据权利要求4所述的浇铸装置,其特征在于,所述导流件内导流板的个数为2个至5个。
7.根据权利要求6所述的浇铸装置,其特征在于,多个导流板间隔设置于所述导流腔相对的两个侧壁。
8.根据权利要求4所述的浇铸装置,其特征在于,所述缓存腔靠近所述导流件的一侧设置有流入口,所述导流板能够穿过所述流入口伸入所述缓存腔,并且所述导流板的端部与所述缓存腔的底壁之间的间隙小于10mm。
9.根据权利要求1所述的浇铸装置,其特征在于,所述中间包靠近所述冷却辊的一侧设置有流出口,所述流出口的高度小于所述中间包中合金溶液的高度。
10.根据权利要求1至9中任一项所述的浇铸装置,其特征在于,沿所述浇铸装置的宽度方向,所述中间包的两侧设置均有沿靠近所述冷却辊的方向延伸的延伸部,所述延伸部面向所述冷却辊的一侧与所述冷却辊的弧度一致。
技术总结
本发明提供了一种浇铸装置,包括盛放件、中间包和冷却辊,盛放件包括容纳腔和控制件,控制件与容纳腔的侧壁连接,用于控制容纳腔内合金溶液的流出速度,中间包位于盛放件的一侧,冷却辊位于中间包远离盛放件的一侧,用于冷却合金溶液,盛放件内的合金溶液通过中间包流动至冷却辊表面。中间包的一侧设置有测量件,用于测量中间包的重量,控制件与测量件电连接,根据测量件的测量结果控制合金溶液的流出速度。本发明的浇铸装置可以通过测量件能够准确的测量出中间包的重量,控制件通过测量件的测量结果控制合金溶液流出容纳腔的速度,使中间包的重量保持稳定,进而能够使中间包内的合金溶液保有量保持稳定,有利于提高冷却后合金片的厚度均匀性。
技术研发人员:王明波,孙欢,王世平,李犇
受保护的技术使用者:瑞声开泰科技(马鞍山)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!