一种石英异形片的加工装置及方法与流程
本发明涉及光学材料制备,具体涉及一种石英异形片的加工装置及方法。
背景技术:
1、石英作为一种特殊的光学材料,广泛应用于诸多光学器件领域,包括雷达超声延迟线、红外测向、红外摄影、通信、光谱仪、分光光度计、透镜、大型天文望远镜、高温操作窗口、振镜系统反射镜等等。
2、对于振镜系统,基底材料是决定性能的关键,目前广泛使用的基底材料包括单晶硅、k9玻璃、石英等。其中硅基底用途较为广泛,可用于从可见到红外的振镜系统。石英光学性能及热学性能最好,多用于紫外波段等高端应用,精度要求更高、价格也最为昂贵。
3、用于振镜系统的硅片或石英片均为八边形或其它种类的异形片,通常需将毛坯块料通过切割、铣、磨、抛等方式加工成型,由于外形为异形且对尺寸精度要求极高,常规切割方式无法满足成型加工需求,现有方法硅、石英、玻璃等材质的基底异形片多采用精雕机加工,不同厚度和倒边产品通过定制成型磨具实现外形和倒边同时完成。市场需求的规格均为定制,无标准尺寸。由于其特殊的异形结构和高精度需求,对加工设备和成型磨具精度有较高要求。
4、现有精雕机加工振镜异形基底时,大尺寸异形片成型用真空吸附固定加工,小尺寸异形片成型需要胶粘固定。此方法加工不足处在于,成型磨具专为某一种异形片规格定制,磨具不具有通用性,耗材采购成本高、周期长。石英材质较为坚硬,由于成型磨具磨削位置固定,持续加工磨料容易钝化脱落,造成研磨阻力增大,工件容易产生崩边和掉料,为此需要频繁检查和更换磨具,加工效率低。另外,异形片倒边精度取决于成型刀具精度不可调整,导致高精度产品加工受限。另外与普通玻璃或硅单晶相比,石英玻璃硬度更高且质地硬脆,导致加工效率及成品率均较低。随着高端紫外及深紫外振镜应用需求的增加,现有精雕机加工石英振镜异形片的方式无法满足用户对数量及品质的要求。
技术实现思路
1、本发明要解决的技术问题是提供一种石英异形片的加工装置及方法,加工成型效率高,能够进行批量生产,尺寸精度及成品率高。
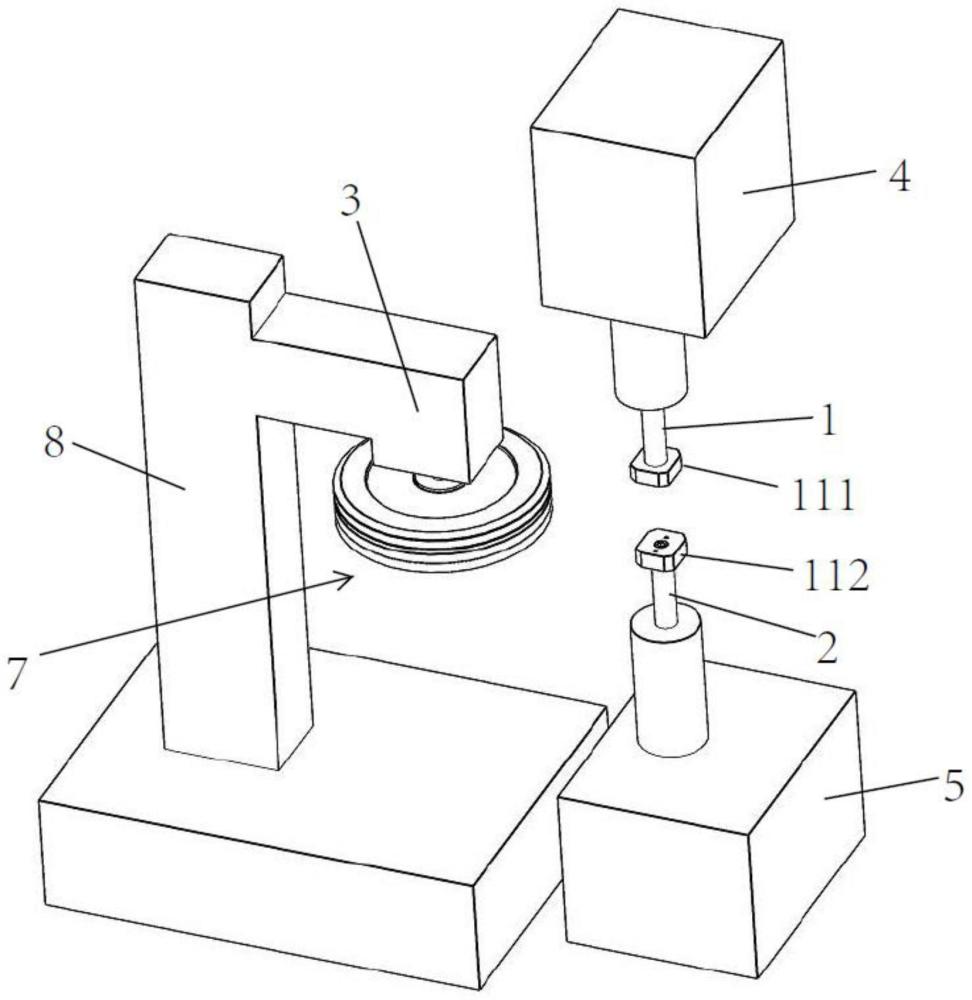
2、为了解决上述技术问题,本发明提供了一种石英异形片的加工装置及方法,包括上主轴、下主轴和第一主轴电机,所述上主轴顶部与升降组件连接,且底部设置有上工装,所述下主轴底部设置有第二主轴电机,且顶部设置有下工装,所述下工装上设置有负压孔,所述负压孔与真空系统连接,所述第一主轴电机的转轴上设置有砂轮组,所述第一主轴电机还与三轴移动组件连接;
3、所述砂轮组包括从下至上依次设置的粗磨砂轮、精磨砂轮、下倒边砂轮和上倒边砂轮。
4、进一步的,所述上工装和下工装的材质为环氧树脂,所述上工装和下工装通过粗磨砂轮在线加工而成。
5、进一步的,所述粗磨砂轮、精磨砂轮、下倒边砂轮和上倒边砂轮的直径相等。
6、进一步的,所述升降组件包括气缸,所述上工装通过气缸提供的压力将工件压紧在下工装上。
7、进一步的,所述三轴移动组件包括三个分别沿x、y、z三轴方向布置连接的伺服滑台。
8、进一步的,还包括冷却管,所述冷却管用于喷淋冷却液。
9、进一步的,所述下主轴上套设环形曝光灯,所述环形曝光灯朝向下工装方向发光。
10、一种加工方法,采用上述任意一项所述的加工装置,包括以下步骤:
11、步骤1)在两片环氧树脂片中部打孔并分别锁固安装在下主轴和上主轴上,其中下主轴上的环氧树脂片上还开设有负压孔;
12、步骤2)通过升降组件驱动上主轴向下移动并使得两个环氧树脂片抵紧在一起,随后采用砂轮组上的调粗磨砂轮对两个环氧树脂片的外周进行磨削,得到下工装和上工装;
13、步骤3)升降组件上升移动,带动上工装向上移动,将备料工件放置在下工装上并进行调整,保证备料工件的侧边与对应下工装的侧边之间具有磨削间距,调整到位后,通过真空系统将备料工件吸附在下工装上;
14、步骤4)升降组件下降移动,带动上工装向下移动并将备料工件施压抵紧在下工装上,随后启动第二主轴电机对备料工件位置进行调节,启动第一主轴电机带动砂轮组转动,通过三轴移动组件带动转动的砂轮组对备料工件进行单边磨削,单边磨削结束后,砂轮组退回并通过第二主轴电机对备料工件进行转动角度,随后砂轮组再次进行单边磨削,直至备料工件所有的侧边加工完成,得到加工成品;
15、步骤5)加工结束,升降组件上升移动,上工装解除对加工成品的施压,关闭真空系统,取走加工成品,完成下料。
16、本发明的有益效果:
17、1、工件通过一次装夹定位,实现外形粗磨、精磨和倒边加工,提升加工效率和定位精度。
18、2、上工装和下工装配合对工件固定,接触面积大,牢固不容易掉料,可增加砂轮组转速和研磨进给量提升研磨效率。
19、3、通过砂轮组装配使用,实现不同厚度和倒边需求产品磨具通用,降低成型磨具定制成本和采购周期。
20、4、砂轮组研磨位置可调节,且ab面可重复使用,不仅提高砂轮使用寿命,降低耗材成本,还可以避免因为持续固定位置磨削导致的产品崩边问题,进而提高成品率。
21、5、此方法加工磨具具有通用性,减少了耗材采购,节约成本,由于工件固定牢固不易掉片,可以提升研磨速度和成品率,缩短加工周期,加工效率提升3倍以上,进一步降低了加工成本。
技术特征:
1.一种石英异形片的加工装置,其特征在于,包括上主轴、下主轴和第一主轴电机,所述上主轴顶部与升降组件连接,且底部设置有上工装,所述下主轴底部设置有第二主轴电机,且顶部设置有下工装,所述下工装上设置有负压孔,所述负压孔与真空系统连接,所述第一主轴电机的转轴上设置有砂轮组,所述第一主轴电机还与三轴移动组件连接;
2.如权利要求1所述的石英异形片的加工装置,其特征在于,所述上工装和下工装的材质为环氧树脂,所述上工装和下工装通过粗磨砂轮在线加工而成。
3.如权利要求1所述的石英异形片的加工装置,其特征在于,所述粗磨砂轮、精磨砂轮、下倒边砂轮和上倒边砂轮的直径相等。
4.如权利要求1所述的石英异形片的加工装置,其特征在于,所述升降组件包括气缸,所述上工装通过气缸提供的压力将工件压紧在下工装上。
5.如权利要求1所述的石英异形片的加工装置,其特征在于,所述三轴移动组件包括三个分别沿x、y、z三轴方向布置连接的伺服滑台。
6.如权利要求1所述的石英异形片的加工装置,其特征在于,还包括冷却管,所述冷却管用于喷淋冷却液。
7.如权利要求1所述的石英异形片的加工装置,其特征在于,所述下主轴上套设环形曝光灯,所述环形曝光灯朝向下工装方向发光。
8.一种加工方法,其特征在于,采用权利要求1-7任意一项所述的加工装置,包括以下步骤:
技术总结
本发明公开了一种石英异形片的加工装置,包括上主轴、下主轴和第一主轴电机,所述上主轴顶部与升降组件连接,且底部设置有上工装,所述下主轴底部设置有第二主轴电机,且顶部设置有下工装,所述下工装上设置有负压孔,所述负压孔与真空系统连接,所述第一主轴电机的转轴上设置有砂轮组,所述第一主轴电机还与三轴移动组件连接,所述砂轮组包括从下至上依次设置的粗磨砂轮、精磨砂轮、下倒边砂轮和上倒边砂轮,还提供一种一次装夹完成加工的方法。本发明加工成型效率高,能够进行批量生产,尺寸精度及成品率高。
技术研发人员:赵玲,徐超,朱逢旭,王玉洁,甄西合
受保护的技术使用者:河南微米光学科技有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!