一种铸造用电气驱动控制系统的制作方法
本发明涉及有色金属加工装备领域,尤其涉及提升铸造机性能,改善和提高铜合金铸锭产品质量和成品率方面的应用。
背景技术:
1、铜加工企业生产铜铸锭,最常用铸造装备是铸造井内丝杠式垂直铸造机。正常生产普通紫铜产品没有任何问题。但在生产部分高附加值铸锭产品比如铝青铜、铬青铜、框架材料铸锭以及造币带铸锭产品时,铸造过程中经常出现拉漏轻则导致铸锭产品表面质量缺陷,重则整根铸锭报废。实际生产中,成品铸锭质量差,成品率极低,导致企业生产此类型的铸锭成本高昂,产品质量无法保证,规模打不开,无法稳定持续的创造价值效益。普通铸造机工作中处于持续向下铸造,需要将设备功能升级,实现半连续拉停铸造功能;目前市面上生产的半连续拉停驱动控制系统主要是采用伺服器驱动伺服电机,外加全套复杂的控制系统。成本高,操作复杂,并且面对高温、高粉尘、强电磁干扰的复杂环境,使用寿命短。并且铸造机原来的三相普通交流电机必须更换为专用伺服电机。存在改造难度高,后期维护成本高等问题。
2、鉴于上述原因,现研发出一种铸造用电气驱动控制系统。
技术实现思路
1、本发明的目的是为了克服现有技术中的不足,提供一种铸造用电气驱动控制系统,在不改变铸造机本体及驱动电机的情况下,设计一套可实现铸造机半连续停拉铸造的动力驱动控制系统,后期维护方便,电机通用性强,以较小的代价实现铜水在结晶器内以设定的速度铸造,使铜水完全结晶后才出结晶器如此往复循环,最终生产出的铸锭产品表面光亮,成品率直线提升,实现高附加值铜合金铸锭的量产;满足铸锭生产所需的快速启动、停止功能;本发明控制系统控制简单实用,操作更便捷,在高温、粉尘、电磁干扰等环境中可连续稳定工作,故障率低。
2、本发明为了实现上述目的,采用如下技术方案:一种铸造用电气驱动控制系统,所述的电气驱动控制系统包括动力驱动系统、操作控制系统、长度/速度控制显示系统;
3、所述的动力驱动系统由驱动单元,制动单元,制动消耗单元组成;所述的驱动单元采用矢量变频器,所述的制动单元采用制动模块,所述的制动消耗单元采用和变频器功率配套的制动电阻;
4、所述的操作控制系统由集中控制单元、功能操作单元、故障处理单元及信号指示单元组成;所述的集中控制单元采用plc,所述的功能操作单元由各个扭把、开关、按钮按功能需求连接到plc输入端;所述的故障处理单元有故障指示灯及故障恢复按钮直接连到变频器对应端口;所述的信号指示单元为信号灯,所述的信号灯对应plc输出功能的指示以及拉停功能的时间指示;
5、所述的长度/速度控制显示系统由调速单元和测速测长单元组成;所述的调速单元采用调速专用电位计,所述的测速测长单元采用了可识别编码器信号的长度表和速度表;铸造机上安装有编码器,编码器信号接入长度表和速度表。
6、进一步,所述的plc内的控制程序由拉停动作可调定时器程序、拉停动作时间设定程序和拉停铸造及连拉铸造切换、启动程序组成;控制程序内设拉停动作循环,在满足启动条件后才能启动;拉时间设定:2-10秒可调;停时间设定:2-10秒可调;控制程序设有拉停铸造及连拉铸造两种模式的切换通道。
7、进一步,所述的长度表采用xsn/a-hs2t2k1b2c1;所述的速度表采用xsm/a-h1gb2vo。
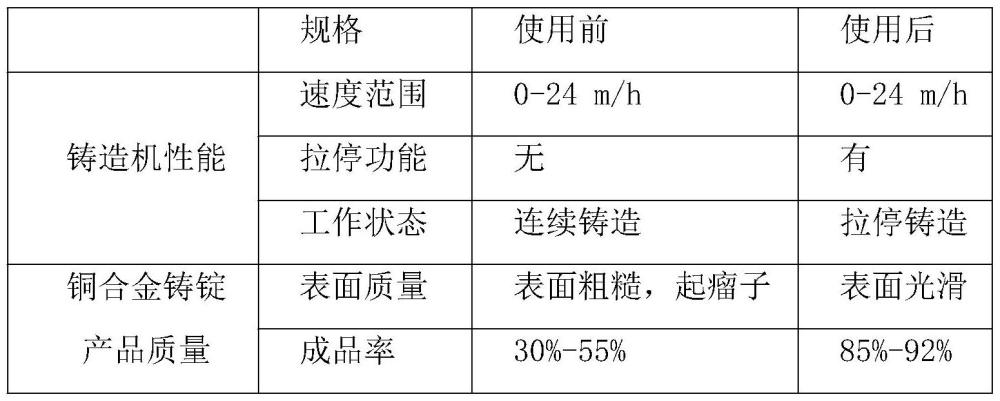
8、本发明的有益效果是:本发明在不改变铸造机本体及驱动电机的情况下,设计一套可实现铸造机半连续停拉铸造的动力驱动控制系统,后期维护方便,电机通用性强,以较小的代价实现铜水在结晶器内以设定的速度铸造2-10秒,停2-10秒,使铜水完全结晶后才出结晶器如此往复循环,最终生产出的铸锭产品表面光亮,成品率直线提升,实现高附加值铜合金铸锭的量产;本发明拉停时间指示通过指示灯闪烁计时,无需额外增加触摸显示设备,实现铸造机启动、停止时间控制在0.8-1.5秒以内,满足铸锭生产所需的快速启动、停止功能;本发明控制系统控制简单实用,操作更便捷,在高温、粉尘、电磁干扰等环境中可连续稳定工作,故障率低;本发明未详细介绍处为现有常用技术。
技术特征:
1.一种铸造用电气驱动控制系统,其特征在于:所述的电气驱动控制系统包括动力驱动系统、操作控制系统、长度/速度控制显示系统;
2.根据权利要求1所述的一种铸造用电气驱动控制系统,其特征在于:所述的plc内的控制程序由拉停动作可调定时器程序、拉停动作时间设定程序和拉停铸造及连拉铸造切换、启动程序组成;控制程序内设拉停动作循环,在满足启动条件后才能启动;拉时间设定:2-10秒可调;停时间设定:2-10秒可调;控制程序设有拉停铸造及连拉铸造两种模式的切换通道。
3.根据权利要求1所述的一种铸造用电气驱动控制系统,其特征在于:所述的长度表采用xsn/a-hs2t2k1b2c1;所述的速度表采用xsm/a-h1gb2vo。
技术总结
一种铸造用电气驱动控制系统,包括动力驱动系统、操作控制系统、长度/速度控制显示系统;所述的动力驱动系统由驱动单元,制动单元,制动消耗单元组成;所述的驱动单元采用矢量变频器,所述的制动单元采用制动模块,所述的操作控制系统由集中控制单元、功能操作单元、故障处理单元及信号指示单元组成;所述的长度/速度控制显示系统由调速单元和测速测长单元组成;在不改变铸造机本体及驱动电机的情况下,设计一套可实现铸造机半连续停拉铸造的动力驱动控制系统,后期维护方便,电机通用性强,成品率直线提升,实现高附加值铜合金铸锭的量产;本发明控制系统控制简单实用,操作更便捷,在高温、粉尘、电磁干扰等环境中可连续稳定工作,故障率低。
技术研发人员:号素谦,赵洪鹏,马杰,韩骋,路松,杜文仓,黄丙召,李继通
受保护的技术使用者:中铝洛阳铜加工有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!