一种汽车空调压缩机叶轮的超低速压铸模具的制作方法
本发明涉及汽车零部件模具领域,具体为一种汽车空调压缩机叶轮的超低速压铸模具。
背景技术:
1、汽车空调压缩机叶轮是在一侧端面上设置有涡旋状凸筋的部件,是空调压缩机中很重要的部件,其整体采用铝压铸工艺成型而成,而现在主要的铝压铸都是采用高温高压的快速压铸模具,但是对于汽车空调压缩机叶轮来说如果采用快速压铸模具则会因为排气不畅,铝料流速过快而产生很多的气孔,及时是增加抽真空装置也无法避免气孔的产生,所以需要采用低速压铸模具来保证铝液充分地填充到模腔中,但是现有的传统低速压铸模具的排气结构还是采用排气块,这种排气方式显然是阻力过大,影响模腔内气体的快速排出,所以需要对汽车空调压缩机叶轮的压铸模具进行重新设计。
技术实现思路
1、本发明提供了一种汽车空调压缩机叶轮的超低速压铸模具,可以解决现有的低速压铸模具排气不畅在模具中容易产生气孔的技术问题。
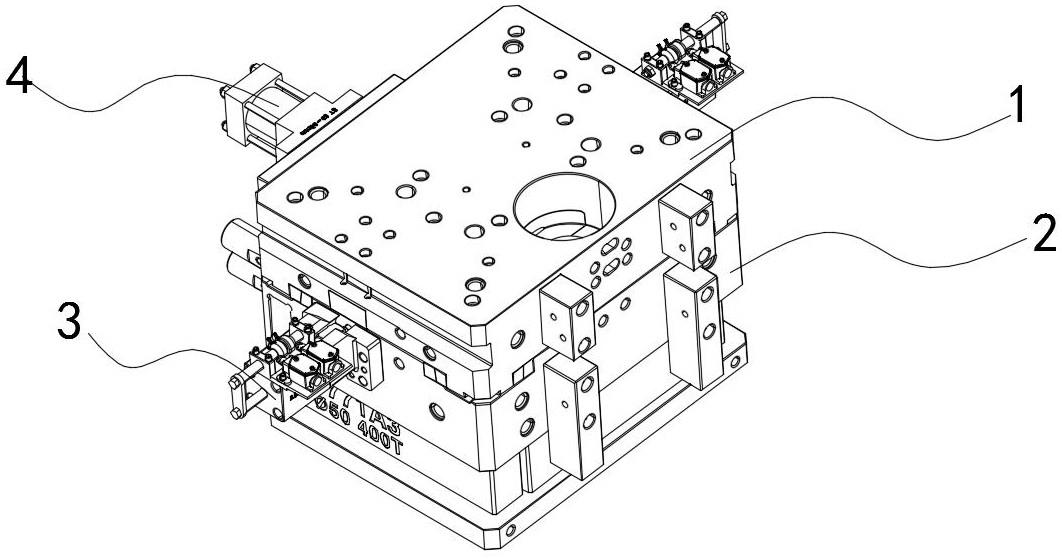
2、为实现上述目的,本发明提供如下技术方案:一种汽车空调压缩机叶轮的超低速压铸模具,包括上模板和下模板,所述的上模板的下侧嵌入安装有上模仁,所述的下模板的上侧嵌入安装有下模仁,所述的上模仁与下模仁形成并排设置的两个成型模腔,所述的下模仁上位于两个成型模腔的第一侧设置有主低速流道,所述的主低速流道与两个成型模腔均相连通,所述的下模仁位于成型模腔的第二侧开有滑槽,所述的滑槽内滑动设置有与成型模腔形成匹配的滑块,所述的滑块由下模板一侧的滑块油缸驱动进行移动,所述的滑块的底部与滑槽之间设置有多个与对应的成型模腔连通的下层排气渣包,所述的滑块的顶部与上模仁之间设置有多个与对应的成型模腔连通的上层排气渣包,所述的下模板的两端靠近成型模腔的位置设置有快速排气块,所述的快速排气块上侧设置有快速排气槽,所述的快速排气块的内部横向设置有与快速排气槽相连通的内排气通道,所述的下模板内部竖向设置有与内排气通道相连通的外排气通道,所述的内排气通道内部横向设置有封堵抽芯,所述的封堵抽芯在封堵油缸的带动下移动并切断快速排气槽与内排气通道之间的连通,所述的下模仁的上侧两端位于成型模腔与快速排气槽之间的位置设置有快速排气渣包槽,所述的快速排气渣包槽与快速排气槽向连通,与快速排气渣包槽同侧的至少一个所述下层排气渣包和至少两个上层排气渣包通过流通槽与快速排气渣包槽相连通,通过设置可以移动的滑块来成型压缩机叶轮,这样就可以利用滑块的上下侧面来布置两层的排气槽,而且设置快速排气渣包槽将滑块上下两侧的排气渣包的排气汇聚并快速排出到快速排气块中从外排气通道排出,这样能更快地排出模腔内的空气。
3、作为优选,所述的快速排气渣包槽朝向成型模腔的一侧并排设置有两个与上层排气渣包相连通的第一导向槽,两个第一导向槽之间的位置设置有与一个下层排气渣包相连通的第二导向槽,第一导向槽和第二导向槽可以对气流进行导向,将上层排气渣包和下层排气渣包内的气体和铝液快速都到快速排气渣包槽中。
4、作为优选,所述的快速排气渣包槽的侧部还设置有延伸至下模仁边缘的阶梯状排气槽,阶梯状排气槽可以辅助快速排气渣包槽内气体的排出,而且阶梯状排气槽能防止铝液外流。
5、作为优选,所述的上层排气渣包和下层排气渣包均为沿着对应的成型模腔的边缘均匀设置的三个,其中下层排气渣包中位于中部的一个与第二导向槽相连通,靠近快速排气渣包槽的一个下层排气渣包通过外接排气槽延伸至下模仁边缘,剩下的下层排气渣包通过位于下模仁中部的连通排气槽相连通,所述的上层排气渣包中靠近快速排气渣包槽的两个分别与对应的第一导向槽相连通,剩下的上层排气渣包也与连通排气槽相连通,上层排气渣包和下层排气渣包均为三个,可以均匀将铝液导流并将气体排出,同时两个模腔之间的渣包通过连通排气槽进行连通,可以有效提高流经模腔后铝液的流速。
6、作为优选,每个所述的成型模腔均通过两个副低速流道与主低速流道相连通,所述的副低速流道靠近成型模腔的位置设置有限流凸起部,副低速流道可以将主低速流道内的铝液进行分流,进入到成型模腔内的铝液更加地均匀,限流凸起部可以降低进入到成型模腔的铝液的流速,也有利于后期流道料柄与产品的脱离切断。
7、作为优选,所述的主低速流道与副低速流道的截面均为u形,有利于降低主低速流道与副低速流道内铝液的流速。
8、作为优选,所述的快速排气槽通过竖向设置的第一连通气道与内排气通道相连通,所述的内排气通道通过竖向设置的第二连通气道与外排气通道相连通,所述的第一连通气道与第二连通气道呈错位设置,所述的第一连通气道与下模板内部的顶针相对应,所述的顶针的下端与位于下模板下侧的顶板相连,顶针可以将快速排气槽上成型的废料与产品一起顶出。
9、作为优选,所述的上模仁的下侧与快速排气块相对应的位置嵌入设置上排气块,合模时所述的上排气块与快速排气块对接形成快速排气槽。
10、与现有技术相比,本发明的有益效果是:
11、结构独特,通过设置可以移动的成型滑块来成型压缩机叶轮,这样就可以利用成型滑块的上下侧面来布置两层的排气槽,而且设置快速排气渣包槽将成型滑块上下两侧的排气渣包的排气汇聚并快速排出到快速排气块中从外排气通道排出,这样能更快地排出模腔内的空气,减少产品成型时气孔的产品,从而解决现有的压铸模具用于成型汽车空调压缩机叶轮的各种问题。
技术特征:
1.一种汽车空调压缩机叶轮的超低速压铸模具,包括上模板(1)和下模板(2),所述的上模板(1)的下侧嵌入安装有上模仁,所述的下模板(2)的上侧嵌入安装有下模仁(5),其特征在于,所述的上模仁与下模仁(5)形成并排设置的两个成型模腔(23),所述的下模仁(5)上位于两个成型模腔(23)的第一侧设置有主低速流道(17),所述的主低速流道(17)与两个成型模腔(23)均相连通,所述的下模仁(5)位于成型模腔(23)的第二侧开有滑槽(10),所述的滑槽(10)内滑动设置有与成型模腔(23)形成匹配的滑块(8),所述的滑块(8)由下模板(2)一侧的滑块油缸(4)驱动进行移动,所述的滑块(8)的底部与滑槽(10)之间设置有多个与对应的成型模腔(23)连通的下层排气渣包(11),所述的滑块(8)的顶部与上模仁之间设置有多个与对应的成型模腔(23)连通的上层排气渣包(9),所述的下模板(2)的两端靠近成型模腔(23)的位置设置有快速排气块(6),所述的快速排气块(6)上侧设置有快速排气槽(29),所述的快速排气块(6)的内部横向设置有与快速排气槽(29)相连通的内排气通道(25),所述的下模板(2)内部竖向设置有与内排气通道(25)相连通的外排气通道(27),所述的内排气通道(25)内部横向设置有封堵抽芯(7),所述的封堵抽芯(7)在封堵油缸(3)的带动下移动并切断快速排气槽(29)与内排气通道(25)之间的连通,所述的下模仁(5)的上侧两端位于成型模腔(23)与快速排气槽(29)之间的位置设置有快速排气渣包槽(12),所述的快速排气渣包槽(12)与快速排气槽(29)向连通,与快速排气渣包槽(12)同侧的至少一个所述下层排气渣包(11)和至少两个上层排气渣包(9)通过流通槽与快速排气渣包槽(12)相连通。
2.根据权利要求1所述的汽车空调压缩机叶轮的超低速压铸模具,其特征在于:所述的快速排气渣包槽(12)朝向成型模腔(23)的一侧并排设置有两个与上层排气渣包(9)相连通的第一导向槽(13),两个第一导向槽(13)之间的位置设置有与一个下层排气渣包(11)相连通的第二导向槽(15)。
3.根据权利要求2所述的汽车空调压缩机叶轮的超低速压铸模具,其特征在于:所述的快速排气渣包槽(12)的侧部还设置有延伸至下模仁(5)边缘的阶梯状排气槽(14)。
4.根据权利要求3所述的汽车空调压缩机叶轮的超低速压铸模具,其特征在于:所述的上层排气渣包(9)和下层排气渣包(11)均为沿着对应的成型模腔(23)的边缘均匀设置的三个,其中下层排气渣包(11)中位于中部的一个与第二导向槽(15)相连通,靠近快速排气渣包槽(12)的一个下层排气渣包(11)通过外接排气槽(16)延伸至下模仁(5)边缘,剩下的下层排气渣包(11)通过位于下模仁(5)中部的连通排气槽(21)相连通,所述的上层排气渣包(9)中靠近快速排气渣包槽(12)的两个分别与对应的第一导向槽(13)相连通,剩下的上层排气渣包(9)也与连通排气槽(21)相连通。
5.根据权利要求1所述的汽车空调压缩机叶轮的超低速压铸模具,其特征在于:每个所述的成型模腔(23)均通过两个副低速流道(18)与主低速流道(17)相连通,所述的副低速流道(18)靠近成型模腔(23)的位置设置有限流凸起部(19)。
6.根据权利要求5所述的汽车空调压缩机叶轮的超低速压铸模具,其特征在于:所述的主低速流道(17)与副低速流道(18)的截面均为u形。
7.根据权利要求1所述的汽车空调压缩机叶轮的超低速压铸模具,其特征在于:所述的快速排气槽(29)通过竖向设置的第一连通气道(31)与内排气通道(25)相连通,所述的内排气通道(25)通过竖向设置的第二连通气道(32)与外排气通道(27)相连通,所述的第一连通气道(31)与第二连通气道(32)呈错位设置,所述的第一连通气道(31)与下模板(2)内部的顶针(26)相对应,所述的顶针(26)的下端与位于下模板(2)下侧的顶板(28)相连。
8.根据权利要求1所述的汽车空调压缩机叶轮的超低速压铸模具,其特征在于:所述的上模仁的下侧与快速排气块(6)相对应的位置嵌入设置上排气块(24),合模时所述的上排气块(24)与快速排气块(6)对接形成快速排气槽(29)。
技术总结
本发明公开了一种汽车空调压缩机叶轮的超低速压铸模具,包括上模板和下模板,上模板的下侧嵌入安装有上模仁,下模板的上侧嵌入安装有下模仁,上模仁与下模仁形成并排设置的两个成型模腔,下模仁的一侧设置有滑槽和滑块,滑块的底部与滑槽之间设置有多个与对应的成型模腔连通的下层排气渣包,滑块的顶部设置有多个上层排气渣包,下模板的两端设置有快速排气块,快速排气块上侧设置有快速排气槽,下模仁的上侧两端位于成型模腔与快速排气槽之间的位置设置有快速排气渣包槽,快速排气渣包槽与快速排气槽向连通,快速排气渣包槽同时与下层排气渣包和上层排气渣包相连通。本发明可以解决现有的低速压铸模具排气不畅在模具中容易产生气孔的技术问题。
技术研发人员:张伟华,颜枭入,熊小东,严云宏,史海峰,高纪勇,孙吉,方涛,储菊花,唐德祐,王磊,王庆亮,谭霖,任军君
受保护的技术使用者:宁波遵航汽车零部件有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!