一种立体刀库、自动化粉末打印系统及更换刮刀方法与流程
本发明属于增材制造,具体涉及一种立体刀库、自动化粉末打印系统及更换刮刀方法。
背景技术:
1、增材制造(additive manufacturing,am)技术是采用材料逐渐累加的方法制造实体零件的技术,相对于传统的材料去除-切削加工技术,是一种“自下而上”的制造方法。am技术不需要传统的刀具和夹具以及多道加工工序,在一台设备上可快速精密地制造出任意复杂形状的零件,从而实现了零件“自由制造”,解决了许多复杂结构零件的成形,并大大减少了加工工序,缩短了加工周期。而且产品结构越复杂,其制造速度的作用就越显著。
2、在am设备中刮刀为损耗件,当刮刀磨损后会带来打印平面上升,铺粉不平整等问题,严重影响3d打印质量;在检测到刮刀磨损后需要及时更换,通常刮刀损坏需要停机采用人工方式更换刮刀,同时由于需要把舱门打开,因此设备需要重新进入准备流程,改操作容易造成工件表面出现一条续接痕迹,即浪费时间又影响了工件美观,增加了工件的报废率,从而大大提高了设备的打印成本。此外,小零件的设备在稳定长时间的运行时,需要频繁的更换新刮刀以满足打印需求。
3、现有技术中有采用机械手实现自动更换刮刀的技术,该技术在现有增材制造设备上进行了改进,增加了换刀平台,通过机械手完成新旧刮刀的更换,在一定程度上实现了自动化的需求,但是该技术并未考虑更换后对旧刮刀的安置,且无法自动对更换刮刀进行调平,因此该技术没有实现完全的自动化操作。
技术实现思路
1、要解决的技术问题:
2、为了避免现有技术的不足之处,本发明提供一种立体刀库、自动化粉末打印系统及更换刮刀方法,该系统可储存较多刮刀且能自动更换且调平;本发明通过系统中的刮刀定位组件实现对刮刀的自动调平,通过立体刀库实现了对更换刮刀的自动回收、及新刮刀的自动安装,解决了现有技术中无法实现自动更换刮刀且自动调平的问题。
3、本发明的技术方案是:一种立体刀库,包括用于容纳更换前后刮刀的刀库,分别用于取料、送料和收料的驱动组件,及控制各驱动组件升降的z轴升降机构;所述刀库内设置有至少两排刮刀储存架,其中至少一排用作更换下来的刮刀的收纳,至少一排用作新刮刀的收纳;其中,取料驱动组件将新刮刀从储存架上转移至送料驱动组件上;送料驱动组件用于将更换下来的刮刀转移至刀库入口,或将新刮刀从刀库入口转移至刮刀安装处;收料驱动组件用于将更换下来的刮刀从刀库入口转移其收纳储存架上,或将位于新刮刀储存架上的剩余新刮刀归位。
4、本发明的进一步技术方案是:所述取料、送料和收料的驱动组件均包括气缸,所述送料驱动组件的气缸沿竖直方向设置,其活塞杆端头上设置有定位刮刀的卡槽;所述取料驱动组件和收料驱动组件的气缸均沿水平方向设置,其活塞杆端头用作推动刮刀。
5、本发明的进一步技术方案是:所述刀库内从上到下等间距设置多排平行的刮刀储存架,其中最上排为更换下来的刮刀的储存架;所述刀库入口位于刀库一侧,与每排储存架相对设置;所述送料驱动组件和收料驱动组件设置于刀库入口一侧,取料驱动组件设置于与刀库入口相对的一侧。
6、本发明的进一步技术方案是:所述立体刀库还包括容纳其他部件的可密封式壳体,以可拆卸方式安装于待换刀设备的刮刀更换口下方,保证更换时待换刀设备内环境条件不发生变化;使用时,送料驱动组件与待换刀设备的刮刀更换口相对设置。
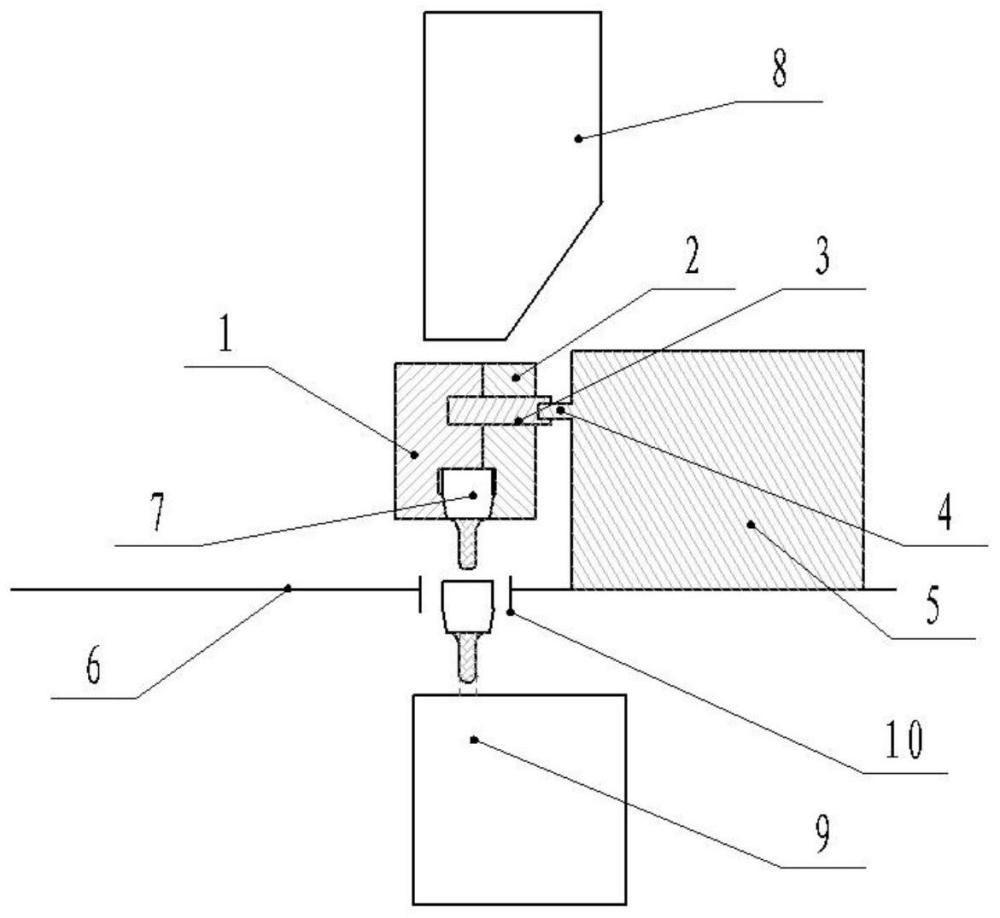
7、一种自动化粉末打印系统,包括成形室、成形缸、及设置于成形室内的刮刀定位组件;所述刮刀定位组件通过可锁紧方式与刮刀连接,并对刮刀进行调平;所述成形缸侧方设有可密封式刮刀更换口,并通过刮刀更换口与权利要求1-4任一项所述立体刀库连通;所述立体刀库通过自动控制实现对更换刮刀的回收及新刮刀的安装。
8、本发明的进一步技术方案是:所述刮刀定位组件包括对刮刀进行预定位的刮刀架、用于夹紧固定刮刀的刮刀夹板和紧固组件、及用于释放刮刀的弹性件;所述刮刀架与刮刀的安装面为定位基准面,通过所述紧固组件将刮刀装夹于刮刀夹板和刮刀架之间,并紧固为一体;所述弹性件设置于刮刀夹板和刮刀架之间,通过其垂直于刮刀夹板和刮刀架安装面的弹性回复力,将未紧固的刮刀夹板和刮刀架分离,从而释放刮刀。
9、本发明的进一步技术方案是:所述紧固组件包括紧固刮刀夹板和刮刀架的螺钉、及用于拧紧螺钉的锁紧驱动;所述锁紧驱动的输出端通过锁紧头与螺钉同轴可拆卸连接;所述弹性件为弹簧,两端分别与刮刀夹板、刮刀架的贴合安装面连接。
10、本发明的进一步技术方案是:所述刮刀架底部设置有第一刮刀安装槽,刮刀夹板的底部设置有第二刮刀安装槽;将刮刀架和刮刀夹板合体后,所述第一刮刀安装槽和第二刮刀安装槽拼接为与刮刀夹持端型面一致的凹槽结构,所述凹槽结构的槽底与成形缸的焦平面平行,作为调平基准面;所述刮刀安装于凹槽结构内,其顶面与调平基准面贴合,即完成自动调平。
11、本发明的进一步技术方案是:所述刮刀更换口出设置有自动门,能够更加需要开关。
12、一种自动化粉末打印系统的更换刮刀方法,具体步骤如下:
13、步骤1:将刮刀定位组件移动至临近刮刀更换口;
14、步骤2:打开自动门,首先通过z轴升降机构将送料驱动组件推送至刮刀更换口下方,然后启动送料驱动组件,使其活塞杆的卡槽将刮刀拖住,之后由锁紧驱动控制锁紧头松开螺钉,使得所述刮刀夹板在弹簧反作用力下与刮刀架分离,将刮刀释放并嵌入卡槽内;
15、步骤3:控制送料驱动组件的气缸回缩,带动更换下来的刮刀向下移动至与刀库第一排储存架相对;然后启动收料驱动组件,通过其气缸将更换下来的刮刀推至第一排储存架上,完成刮刀的回收;之后将收料驱动组件收回至初始位置;
16、步骤4:通过z轴升降机构将取料驱动组件的气缸推送至与其中一排新刮刀储存架相对,同时控制送料驱动组件将其气缸活塞杆端头推送至选定排新刮刀储存架的入口;然后,控制取料驱动组件的活塞杆伸出并将对应排新刮刀向收料驱动组件方向推动,直至位于刀库入口的第一个刮刀被推至送料驱动组件的活塞杆卡槽内;
17、步骤5:驱动送料驱动组件的活塞杆向上移动至刮刀定位组件处,直至新刮刀的顶部基准面与刮刀架的基准面贴合,由锁紧驱动控制锁紧头拧紧螺钉,即完成新刮刀的更换。
18、有益效果
19、本发明的有益效果在于:本发明通过刮刀定位组件实现了刮刀的夹紧定位,并通过刮刀架内设置的基准面对刮刀进行自动调平;自动化粉末打印系统的成形缸与立体刀库相对设置,其中成形室内的刮刀定位组件和立体刀库的送料驱动组件均与刮刀更换口相对设置,能够通过送料驱动组件将更换下来的刮刀和新刮刀输送至指定位置,其中取料驱动组件和收料驱动组件将送料驱动组件用于刮刀在推平方向的位置移动,整个过程均为自动化,保证了更换刮刀的位置精度要求,并节约了制造成本。具体优势如下:
20、(1)实现设备刮刀自动存取,且存储数量较大,可自动完成刮刀调平;
21、(2)对设备结构改动小,刮刀库设置在设备成形室外,成形室空间基本不用增加。
22、(3)减少人工调平步骤,只需一次对刮刀库更换多把新刮刀即可。
- 还没有人留言评论。精彩留言会获得点赞!