基于高温塑性变形实现钛基复合材料强韧化的方法
本发明涉及金属基复合材料领域,尤其涉及陶瓷相增强钛基复合材料的增强增韧方法。
背景技术:
1、随着航空航天事业的不断发展,高端装备的严苛服役环境对金属结构材料的超强承载、极端耐热、超轻量化和高可靠性等提出了严峻挑战。陶瓷相增强钛基复合材料是在钛合金基体上原位合成或者外部添加硬质陶瓷相形成的金属基复合材料,与基体钛合金比较,其使用温度可以提高100~200℃,在航空航天领域展现出极大的应用发展潜力。一方面,钛基复合材料中陶瓷相通过载荷传递实现增强;另一方面,增强相添加可以有效细化基体钛合金的晶粒尺寸,进一步实现钛基复合材料的强化。然而,陶瓷相增强钛基复合材料强度提升的同时往往伴随着塑性的降低。
2、为了改善钛基复合材料的室温脆性,国内外学者研究了调控增强相分布、降低增强相尺寸等方法,但是绝大部分钛基复合材料的塑性仍然低于无增强相的钛合金基体的塑性。”文献1“li qiang et al.simultaneous enhancements of strength,ductility,andtoughness in a tib reinforced titanium matrix composite[j],acta mater,2023,254;118995.”采用粉末冶金方法制备了tib增强钛基复合材料,同时提高了其强度、塑性和断裂起始韧性,这主要是由于增强相颗粒是微米尺度的且分布在晶内,但这限制了该方法的广泛应用。
3、众所周知,采用塑性变形方法是改善金属结构材料微观组织与力学性能的有效途径之一。中国发明专利1“周浩,潘志驿,高波,赖庆全,陈雪飞,曹阳,李玉胜.一种表面强塑性变形调控双相钢材料延韧性的加工方法,公开号:cn110863084b,公开了一种采用表面强塑性变形方法调控双相钢延韧性的五个工序是:均匀化、第一次临界区淬火、冷轧、表面喷丸处理和第二次临界区淬火,其中采用的轧制和表面喷丸处理方法是利用表层与心部的应变量差异,在热处理过程中形成形貌和分布不同的双相微观组织,从而制得可以兼得表层韧性和心部强度,综合性能优异的高强高韧双相钢,但是该方法主要适用于双相钢,无法拓展应用到其他材料尤其是单相材料。
4、陶瓷相增强钛基复合材料是典型的难变形金属材料,具有变形抗力大、热态塑性变形窗口窄的特征。文献2“y.k.cao,y.liu,y.p.li,et al.hot deformation behavior ofnano-sized tib reinforced ti-6al-4v metal matrix composites[j],mech mater,2020,141:103260.”指出,当变形工艺参数选择不当时,陶瓷相增强钛基复合材料即使是在高温变形时陶瓷增强相也会发生脱粘与断裂,从而损失陶瓷增强相的增强效应,而且会导致陶瓷增强相钛基复合材料发生非稳定塑性流动,无法达到采用塑性变形方法调控陶瓷相增强钛基复合材料的力学性能的目的。
技术实现思路
1、本发明的目的在于避免现有技术的不足提供一种在优化后的高温塑性变形工艺窗口内对钛基复合材料同时进行增强和增韧的基于高温塑性变形实现钛基复合材料强韧化的方法。
2、为实现上述目的,本发明采取的技术方案为:一种基于高温塑性变形实现钛基复合材料强韧化的方法,包括如下步骤:
3、步骤一、在不同变形温度和应变速率条件下,对钛基复合材料试样进行高温塑性变形处理,从而获得所述钛基复合材料变形程度为30-60%时的钛基复合材料试样流动应力和应变关系;
4、步骤二、绘制任一所述变形程度对应变形温度和应变速率条件下的流动应力和应变关系图,进而,根据流动应力和应变关系图中的流动应力值σ和应变速率值依次计算所述钛基复合材料试样的应变速率敏感性指数值m、变形能量耗散率值η和非稳定流动参数值ζ;并分别绘制:
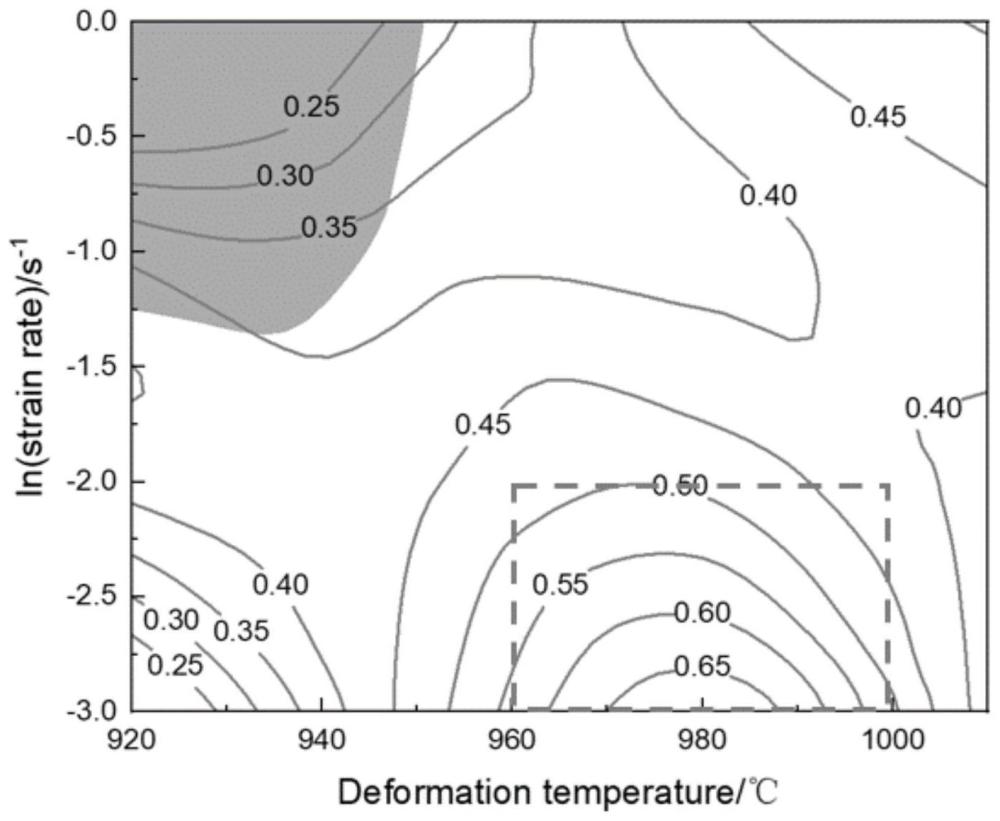
5、不同变形温度、应变速率条件下的能量耗散率等值线图;
6、不同变形温度、应变速率条件下的非稳定流动参数分布图;
7、步骤三、将所述能量耗散率等值线图和非稳定流动参数分布图叠加,选取叠加图中能量耗散率值η为0.4~0.7,且非稳定流动参数值ζ大于0的区域,所述区域对应的变形温度和应变速率即为得到强韧化钛基复合材料试样的高温塑性变形最优工艺窗口。
8、进一步的,步骤一中所述钛基复合材料试样进行的高温塑性变形处理是:使用热模拟压缩试验机进行的等温压缩变形处理,采用的钛基复合材料试样是通过机械加工得到的圆柱形且表面光洁的钛基复合材料试样,并在所述钛基复合材料试样表面焊接热电偶再置于所述的热模拟压缩试验机中进行等温压缩变形处理;
9、且所述的高温塑性变形处理条件是以10~20℃/s升温到750~850℃后再以5~15℃/s升温到变形温度900~1050℃后,保温1~5min后加载,应变速率为0.001~5s-1。
10、进一步的,所述钛基复合材料试样的圆柱形直径为8~10mm,高度为12~15mm;所述钛基复合材料试样表面是通过车光后置于无水乙醇中,然后超声波振动清洗5~15min后吹干得到的。
11、进一步的,所述应变速率敏感性指数值m的计算公式1为:
12、
13、式中,σ为流动应力值,为应变速率值;
14、然后,采用公式2和公式3分别计算所述的变形能量耗散率值η和非稳定流动参数值ζ:
15、
16、
17、进一步的,还包括步骤四为所述钛基复合材料强韧化的检测验证步骤,具体为:
18、步骤a:在所述最优变形温度和应变速率条件下,对所述的钛基复合材料试样进行高温塑性变形处理;
19、步骤b:将所述经过高温塑性变形后的钛基复合材料试样上,加工板状拉伸钛基复合材料试样,标距为10~15mm,宽度2~4mm,厚度1~2mm,在电子万能试验机上进行室温拉伸试验。
20、进一步的,在步骤a中所述钛基复合材料试样进行的高温塑性变形处理是自由锻处理,采用的钛基复合材料试样是在所述钛基复合材料上切取的圆柱形钛基复合材料试样,将圆柱形钛基复合材料试样表面车光后涂敷玻璃润滑剂,然后,置于箱式炉中加热至所述最优变形温度区间,并保温10~30min后,再置于液压机中进行30~50s内就将钛基复合材料试样的变形程度达到30~50%的高温塑性变形处理。
21、进一步的,所述步骤a中使用的钛基复合材料试样是在所述钛基复合材料上切取的是直径为20~50mm,高度为20~50mm的圆柱形试样。
22、进一步的,所述钛基复合材料试样为增强相为tib颗粒、晶须或者tic颗粒,增强相体积分数为1~7vol.%;所述钛基复合材料的钛合金基体为ti6242、ti55或者ti65合金。
23、进一步的,所述钛基复合材料试样为增强相体积分数为3~7vol.%tib晶须增强的ti55复合材料;
24、在步骤一中所述的高温塑性变形处理采用的是热模拟压缩试验机进行的等温压缩变形处理:是以20℃/s升温800℃后再以10℃/s升温到变形温度,保温5min后加载,变形温度为920℃、950℃、980℃和1010℃,应变速率为0.001s-1、0.01s-1、0.1s-1和1.0s-1;所述钛基复合材料试样变形程度为50%。
25、进一步的,所述钛基复合材料试样为3.5vol.%tib晶须增强的ti55复合材料;
26、在步骤一中所述的高温塑性变形处理采用的是热模拟压缩试验机进行的等温压缩变形处理:是以20℃/s升温800℃后再以10℃/s升温到变形温度,保温5min后加载,变形温度为920℃、950℃、980℃和1010℃,应变速率为0.001s-1、0.01s-1、0.1s-1和1.0s-1,所述钛基复合材料试样变形程度为30%。
27、本发明的有益效果是:通过钛基复合材料等温压缩应力-应变曲线计算钛基复合材料高温塑性变形时的能量耗散率值和非稳定流动参数值,在此基础上优化钛基复合材料的高温塑性变形工艺窗口,使得钛基复合材料高温塑性变形后同时达到增强和增韧的目的,且本发明采用高温塑性变形实现钛基复合材料强韧化的方法可以应用于多种钛基复合材料的力学性能的调控。
- 还没有人留言评论。精彩留言会获得点赞!