微钻力流变批量钝化抛光设备及抛光方法
本发明涉及钻头钝化抛光,具体涉及微钻力流变批量钝化抛光设备及抛光方法。
背景技术:
1、用于微小孔切削加工的刀具称为微钻,其用于切削的部分直径小于1mm。由于尺寸微小,微钻进行切削加工时需要极高的转速,而在高转速切削条件下,微钻刃口处的微缺口、毛刺以及后刀面的磨削纹等缺陷容易导致切削过程排屑不畅、机械载荷与热载荷分布恶化等问题的出现,严重了影响微小孔的加工表面质量和尺寸精度;此时,需要对微钻进行钝化抛光处理,以去除刃口缺陷和后刀面磨削纹,保证其使用性能。
2、实际生产中常用的钝化抛光方法包括磨料毛刷法、拖拽法、振动磨料法和磨料喷射法等,但使用这些方法对微钻进行加工时,机械作用力大,钝化抛光过程中容易出现崩刃1,折断等问题,且钝化抛光后表面质量仍不理想,难以满足微钻的钝化抛光要求。
3、力流变抛光技术作为一种新型柔性抛光技术,利用非牛顿流体抛光液在剪切应力作用下的非线性流变特性实现材料去除,广泛应用与各种复杂零件的精密抛光,在刀具钝化抛光方面也有良好的应用前景。在力流变钝化抛光过程中,抛光液只在与刀具发生相对剪切的位置发生力流变效应,无作用力累积,因此在加工微钻等微细刀具时可有效避免由于机械力过大而导致的刀体折断。但目前仍然缺少可满足微钻等微细刀具力流变批量钝化抛光的加工设备。
4、中国发明专利cn202310568895.8中公开了:一种可与螺纹梳齿刀刃口相适应的引流槽装置来约束抛光液的循环流道,可实现具有复杂刃形的螺纹梳齿刀的批量钝化抛光,但这种这种方法钝化抛光过程中刀具无法做自转运动,不合适回转类刀具复杂刃口钝化抛光。
技术实现思路
1、针对现有技术中存在的不足,本技术提供了一种微钻力流变批量钝化抛光设备。本技术的微钻力流变批量钝化抛光设备通过采用特定的结构设计,可实现微钻的批量钝化抛光。此外,本技术还对应提供了微钻力流变批量钝化抛光方法。
2、对于抛光设备,本技术的技术方案为:
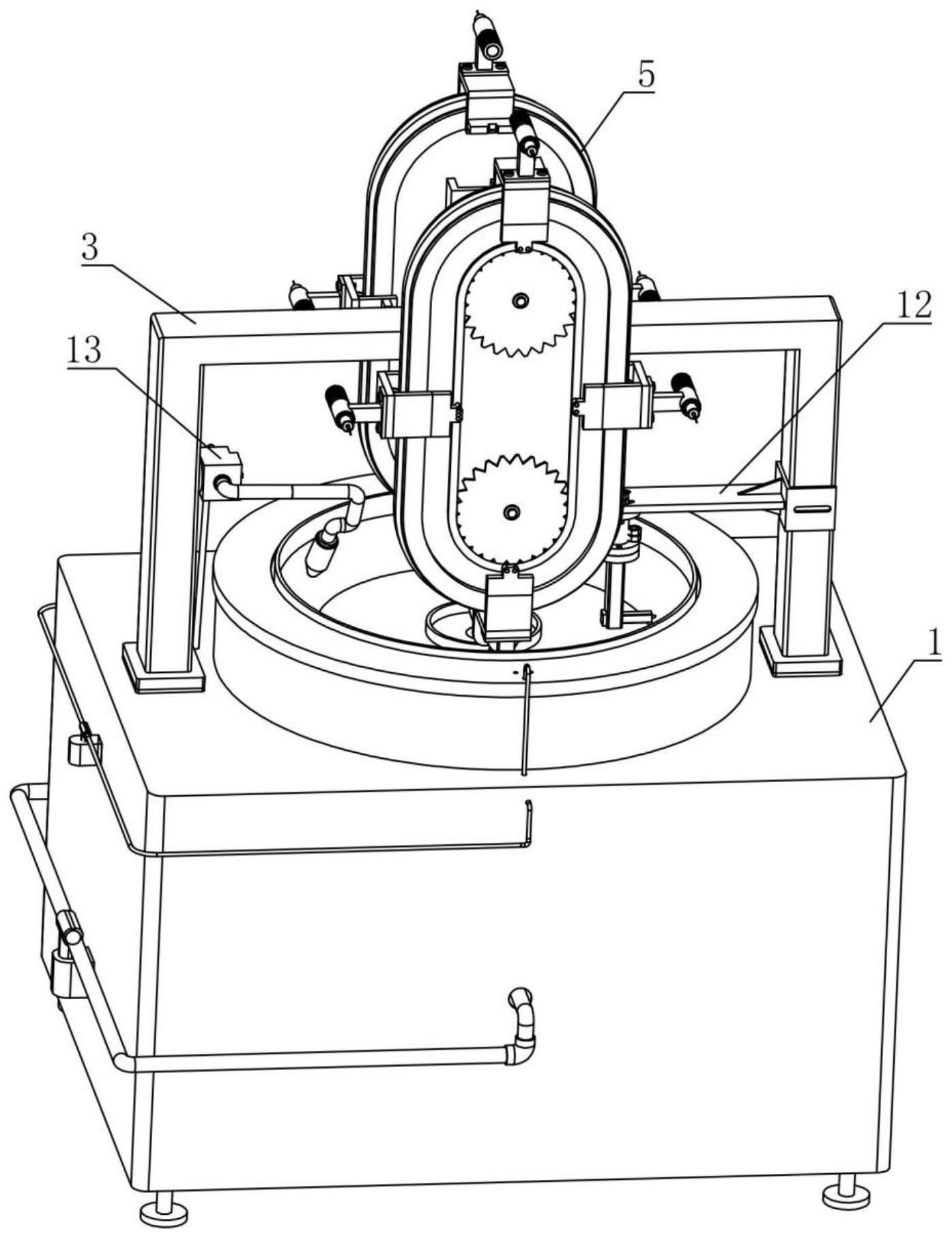
3、微钻力流变批量钝化抛光设备,包括机座;所述机座上对应设有抛光槽和微钻夹持驱动装置;所述抛光槽用于放置力流变抛光液,所述机座的内部设有a电机,所述a电机能够驱动所述抛光槽旋转;所述微钻夹持驱动装置包括设于所述抛光槽上方的龙门架,所述龙门架上设有安装台1,所述安装台上安装有立式环形导轨;所述立式环形导轨上设有一组循环工位;所述循环工位上设有微钻夹持装置,用于夹持待抛光的微钻;所述龙门架的横梁下方设有卡紧装置,用于在抛光时固定住循环工位;所述卡紧装置的下方设有工件回转驱动装置,用于在抛光时驱动微钻自转。
4、与现有技术相比,本技术的微钻力流变批量钝化抛光设备具有特定的构造,取得了如下显著的进步:对应设置的抛光槽和微钻夹持驱动装置配合使用,抛光加工时,抛光槽作转动,微钻夹持驱动装置夹持微钻并驱动微钻自转,微钻与抛光槽中的力流变抛光液之间存在特定的相对运动,实现微钻表面材料快速去除,抛光效率高,且抛光质量好;微钻夹持驱动装置中巧妙设置配备有循环工位的立式环形导轨,并在循环工位上设置微钻夹具,加工时,利用配套设置的卡紧装置固定循环工位并由工件回转驱动装置驱动微钻自转,进行抛光加工,抛光完成后,切换下一个循环工位重新开始抛光,实现微钻批量力流变钝化抛光加工。
5、作为优化,前述的微钻力流变批量钝化抛光设备中1,所述卡紧装置包括设于所述龙门架的横梁下方的垂直悬臂、设于所述垂直悬臂侧部的气缸、设于所述气缸下方的直线导轨机构以及设于所述直线导轨机构上的限位杆;所述循环工位上对应设有槽口1,抛光时,所述限位杆能够在气缸的驱动下插入槽口对循环工位进行限位。采用这种具体的卡紧装置,结构简单,方便制造安装;通过限位杆和槽口卡紧循环工位,设计巧妙,响应较快。
6、作为优化,前述的微钻力流变批量钝化抛光设备中1,所述工件回转驱动装置包括c电机和主动摩擦轮;所述微钻夹持装置包括用于夹持所述微钻的夹具和回转支座,所述夹具的一端设有从动摩擦轮;抛光时,所述主动摩擦轮能够与所述从动摩擦轮接触形成传动连接,使所述c电机能够带动所述夹具旋转。由此,能够通过微钻夹持装置中的从动摩擦轮和工件回转驱动装置中的主动摩擦轮,可实现微钻在抛光过程中的自旋转要求,可靠性好,且易于实施。进一步,所述c电机为带有自锁力的电机。采用此电机,使用者只需要根据刀具形式重新设计夹具,即可以对不需要自旋转的刀具进行抛光加工,增加了设备的适用范围。
7、作为优化,前述的微钻力流变批量钝化抛光设备中1,所述龙门架的一侧设有测力装置,所述测力装置包括依次设置的悬臂梁、扭矩传感器、伸长杆和测量夹具;所述悬臂梁的一端固定在所述龙门架上,另一端与所述扭矩传感器相连接;所述测量夹具用于夹持测量刀具。由此,可以通过测力装置监测抛光力的大小,在抛光力过大或过小时,及时作出调整。
8、进一步,所述龙门架的另一侧设有补水装置,所述补水装置为冷却喷雾器,能够根据所述测力装置的实时检测数据向力流变抛光液中补充水分。在抛光过程中,力流变抛光液中的水分会逐渐蒸发,力流变抛光液的流动性会变差,测力装置检测出的抛光力会变大;因此,设有补水装置,可以根据测力装置的实时检测数据及时向力流变抛光液中补充水分,使得抛光力维持在一定的范围内,保证抛光效果和批次一致性。
9、作为优化,前述的微钻力流变批量钝化抛光设备中1,所述安装台上设有a弧形槽口,通过穿过a弧形槽口的螺栓与所述龙门架连接,且所述垂直悬臂通过螺栓安装于安装台上,从而可以调整微钻轴线与抛光槽切线的夹角θ。采用此结构,可以调整安装台与龙门架的横梁夹角1,改变微钻轴线与抛光槽切线的夹角的大小,从而可以抛光出不同的刃口形状。进一步,所述悬臂梁上设有b弧形槽口,所述扭矩传感器通过穿过b弧形槽口的螺栓与所述悬臂梁连接,从而可以调整测量刀具与抛光槽切线的夹角。在悬臂梁上设置b弧形槽口,用于调整测量刀具与抛光槽切线的夹角,使得测量夹具内安装的测量刀具与待加工微钻受力等效。
10、作为优化,前述的微钻力流变批量钝化抛光设备中,所述夹具中设有可拆的夹块,所述夹块用于夹持所述微钻。采用此结构,夹块能够根据微钻的规格和加工要求进行更换,可以适用不同规格的微钻;且可以控制微钻刃口与抛光槽内壁距离为1-3mm,抛光时力流变抛光液能够完全包裹住微钻刃口,抛光效果较好。
11、作为优化,前述的微钻力流变批量钝化抛光设备中,所述夹具包括可拆连接的夹具主体和压紧块;所述夹块设于所述夹具主体与所述压紧块之间;所述压紧块上设有压紧弹簧;所述压紧弹簧用于压紧所述夹块。采用此结构,夹块及微钻的安装、更换都较为方便。
12、作为优化,前述的微钻力流变批量钝化抛光设备中,所述机座上设有水冷装置;所述水冷装置包括冷水盘、盖板和喷头;所述冷水盘设于所述抛光槽的外围,其底部边缘位置设有开口,所述开口与设于所述机座内部的水冷机回流管道相连接,用于回收冷却水;所述盖板设于所述冷水盘的上方,覆盖所述冷水盘与所述抛光槽之间的间隔区域,所述盖板的上表面低于所述抛光槽的上边沿;所述喷头设于所述盖板的下方,与所述水冷机的冷水管道相连接,其喷嘴朝向所述抛光槽。在机座上设有水冷装置,可以吸收抛光过程产生的热量,使得力流变抛光液性能长时间保持稳定;且具有回收机构,使得冷却水可以循环使用。
13、进一步,所述冷水盘的底部从中间向边缘倾斜。采用此结构,冷水盘的底部从中间向边缘倾斜,便于冷却水的回收,且易于实施。
14、作为优化,前述的微钻力流变批量钝化抛光设备中,所述限位杆的下方与所述垂直悬臂之间设有支撑弹簧。采用此结构,支撑弹簧可以在限位杆移动时,起到缓震的作用;且可以在气缸失效时,起到支撑限位杆的作用。
15、对于抛光方法,本技术的技术方案为:
16、微钻力流变批量钝化抛光方法,该方法使用前述本技术的微钻力流变批量钝化抛光设备对微钻进行抛光加工,包括如下步骤:
17、①:将微钻安装在微钻夹持装置上,在抛光槽中注入力流变抛光液;
18、②:启动a电机,带动抛光槽旋转,使力流变抛光液甩向盘壁;
19、③:启动安装台上的立式环形导轨,当循环工位到达立式环形导轨的底部时,自动暂停,卡紧装置卡住循环工位,启动工件回转驱动装置使微钻自转;
20、④:加工至设定时长后,卡紧装置松开循环工位,并重复步骤③,实现批量加工。
21、与现有技术相比,本技术的微钻力流变批量钝化抛光方法使用本技术的微钻力流变批量钝化抛光设备,按照特定的步骤,实现了对微钻的批量钝化抛光加工,抛光效率高,质量好。
- 还没有人留言评论。精彩留言会获得点赞!