一种超薄短道速滑冰刀的热处理工艺方法与流程
本发明涉及一种超薄短道速滑冰刀的热处理工艺方法,属于材料工程。
背景技术:
1、冰刀是滑冰远动所需冰鞋上的重要配件之一,冰刀刀刃很薄,即使是刀刃最长的速滑冰刀其与冰面的最大接触面积也不足10平方厘米,从理论上讲,冰刀刀刃越薄,滑行过程中冰刀与冰之间产生的摩擦力就越小,滑行的速度就越快。所以近些年来,人们在努力地减少冰刀的厚度,以适应速滑运动的极限要求。但随着冰刀的厚度的原来越薄,给冰刀的热处理工作带来了难度,冰刀越薄热处理后变形量越大,废品也越来越高,有些经过人工校直后即使能用,由于在人工校直过程中对冰刀内部性能也造成了一定的损害,其寿命和安全性也大打折扣,所以冰刀的热处理要尽量避免人工校直。
2、现有的一种用t10碳素钢制成的厚度为1毫米速滑冰刀,硬度要求在hrc58-64,金相组织为回火马氏体。其热处理工艺为真空油淬加低温回火热处理工艺,由于变形量的原因,其废品率在20-30%左右,成本维持在高位运行,侵蚀了企业的大部分利润,也降低了该产品的市场竞争力。所以找到一种能使冰刀热处理后变形量为零或者变形量很小的热处理方法,提高良品率成为了热处理人不断追求的目标。
技术实现思路
1、本发明提供了一种超薄短道速滑冰刀的热处理工艺方法,针对t10碳素钢厚度为1毫米短道速滑冰刀的热处理过程,该方法可以有效解决冰刀热处理后变性大、废品多的情况。
2、本发明解决其技术问题所采用的技术方案是:一种超薄短道速滑冰刀的热处理工艺方法,至少包括以下步骤:
3、1、加热
4、将冰刀整齐的悬挂于热处理料架上,在真空热处理炉内加热,加热温度为810-830℃,保温时间为40-45分钟,炉内真空度保持在≤10pa;
5、2、真空等温硝盐淬火
6、本发明采取的淬火介质不用常规的水或油,而是采用硝盐介质,其组成为:48-50%kno3+40-42%nano2+8-10%nano3,再加上1-2%水,硝盐介质加热至240-250℃,将保温后的冰刀放置于以上介质中等温淬火,并于硝盐介质中保温30-50分钟,真空度保持在≤10pa;
7、3、将等温淬火后的冰刀从真空炉内的硝盐槽中取出,沥干残余的硝盐,在50-60℃热水中,将残余的硝盐冲洗干净,拿出自然降至室温;
8、4、低温回火
9、将降至室温的冰刀,整齐摆放于冰刀回火胎具中,然后将胎具上下、左右的紧固螺丝拧紧,该胎具能将稍微变形的冰刀在回火过程中自然校直,回火温度220-230℃,时间3-4.0小时。
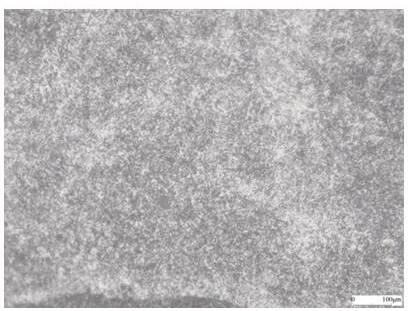
10、取上述步骤制得的冰刀,检查冰刀的硬度、金相组织和变形量如下:
11、冰刀的硬度为hrc60-64,金相组织为下贝氏体+少量马氏体,;冰刀的变形量98%小于0.30mm属于合格产品,另有2%变形量大于0.30mm,属于废品。
12、本发明的有益效果是:
13、1、本发明通过改变淬火介质提高热处理效果,减少热处理变形;通过低温回火,将冰刀放入回火胎具中进行自然校直;
14、2、本发明采用真空炉等温淬火的好处:冰刀表面不脱碳,淬火后硬度、组织均匀,性能内外一致;
15、3、本发明采用硝盐介质的好处:硝盐在淬火过程中,无蒸汽膜阶段,冷却性能较强;等温淬火、低温回火后得到下贝氏体和少量马氏体的基体组织,该组织比单纯的回火马氏体组织稳定,综合性能也较高,特别是冰刀的韧性有了较大的提高,这对于高速运行的冰刀来说,其安全性大大提高;
16、硝盐介质的温度在240-250℃,在这样高的温度下等温淬火,比在20-30℃的油或水中的变形量大大降低,因为对于热处理淬火来说,淬火温降越大,变形和开裂的风险越高;
17、4、在硝盐介质中加上1-2%水的好处:在硝盐介质中加入适量的水,对硝盐介质的冷却能力有明显的提高作用,加水可使硝盐介质的流动性提高,提高硝盐介质混合物的汽化热值,从而提高硝盐介质混合物的冷却能力;
18、5、本发明采用回火胎具的好处:冰刀在回火过程整齐摆放于回火胎具中,将胎具上下、左右紧固牢靠,在低温回火温度下,进行自然校直,减少了人为校直造成的对冰刀基体的伤害。
技术特征:
1.一种超薄短道速滑冰刀的热处理工艺方法,包括以下步骤:
技术总结
本发明公开了一种超薄短道速滑冰刀的热处理工艺方法,针对T10碳素钢厚度为1毫米短道速滑冰刀的热处理过程,步骤包括(1)加热,温度为810‑830℃;(2)真空等温硝盐淬火,硝盐介质其组成为:48‑50%KNO<subgt;3</subgt;+40‑42%NaNO<subgt;2</subgt;+8‑10%NaNO<subgt;3</subgt;,再加上1‑2%水,硝盐介质加热至240‑250℃,冰刀等温淬火,并于硝盐介质中保温30‑50分钟;(3)将等温淬火后的冰刀从真空炉内的硝盐槽中取出,沥干残余的硝盐,在50‑60℃热水中,将残余的硝盐冲洗干净,拿出自然降至室温;(4)低温回火,回火温度220‑230℃,时间3‑4.0小时。上述步骤制得的冰刀,冰刀的硬度为HRC60‑64,金相组织为下贝氏体+少量马氏体;冰刀的变形量98%小于0.30mm属于合格产品,另有2%变形量大于0.30mm,属于废品。该方法有效解决了冰刀热处理后变性大、废品多的情况。
技术研发人员:尹卓君,李强,于香华,鲍玉龙
受保护的技术使用者:齐齐哈尔英格机械有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!