耐用铁水包的制作方法与流程
本发明涉及钢铁冶炼用具,特别涉及一种耐用铁水包的制作方法。
背景技术:
1、铁水包承担着从高炉出铁口承接铁水并将铁水兑入转炉进行冶炼的任务。铁水通常的温度范围约1200~1370℃,铁水包使用过程中要承受剧冷剧热的冲击。现有技术中的铁水包的制作方法由钢壳和设置在钢壳内的耐火层等构成,耐火层由硅酸盐等浇注料固化形成,耐火层和钢壳相互贴合,当高温铁水注入铁水包内使得耐火层和钢壳受热,由于钢壳和耐火层受热后出现不同程度的延展,多次的延展逐渐使钢壳和耐火层之间出现缝隙,加之铁水包的多次使用导致钢壳和耐火层之间的缝隙逐渐增大,用行车清理铁水包内壁上残存的渣液过程中需要将铁水包开口朝下进行倾倒,上述铁水包在经过不多次的倾倒渣液后会出现耐火层从钢壳内脱落,导致铁水包的报废,使得冶铁的成本增加。
技术实现思路
1、有鉴于此,有必要提供一种耐火层和钢壳结合强度高的耐用铁水包的制作方法。
2、一种耐用铁水包的制作方法,包括以下步骤:
3、s1、铁水包的外壳体的制作,外壳体的制作包括直筒部的制作和弧形底部的制作,直筒部内壁上焊接多个扒钉,将直筒部和弧形底部对接后进行焊接;
4、s2、在外壳体内固定内胆,内胆和外壳体之间具有用于盛装浇注料的间隙,使得内胆与外壳体不接触,其中,内胆的形状和外壳体的形状相适配;
5、s3、将设置有内胆的外壳体放置在浇注平台上;
6、s4、在内胆和外壳体之间的间隙里灌入所述浇注料,浇筑完成后静置24小时以使浇注料凝固形成耐火层,外壳体的每个扒钉嵌入耐火层里以使耐火层和外壳体牢固连接。
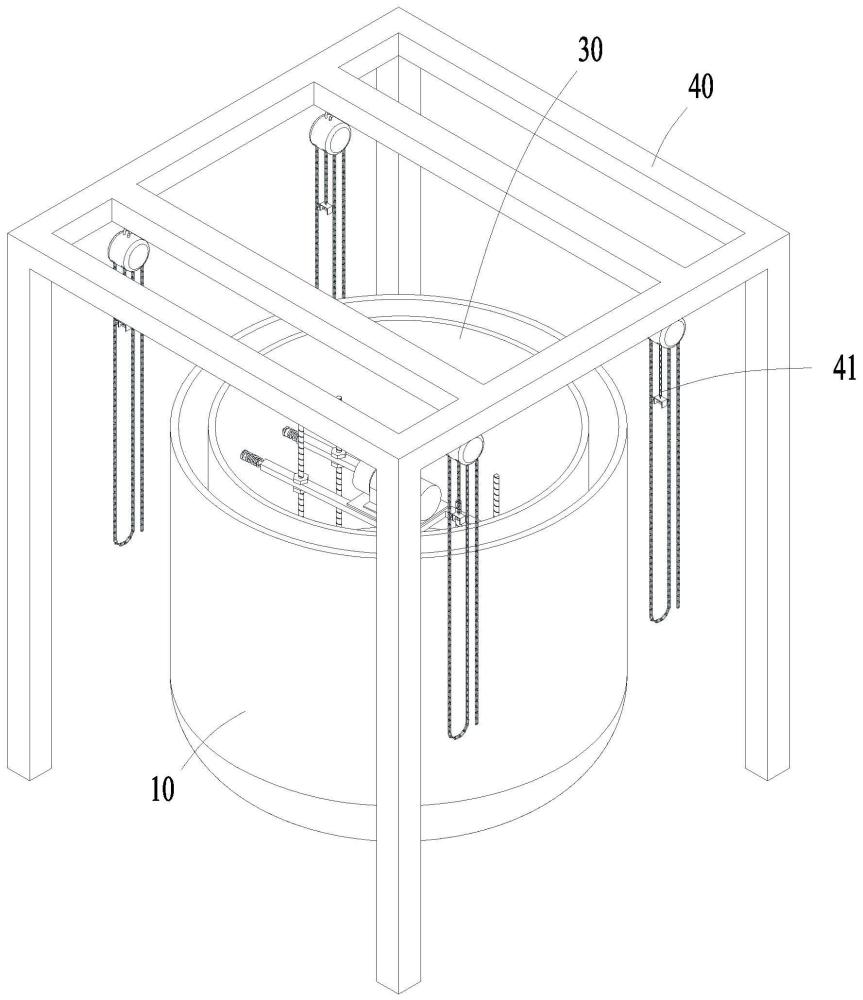
7、优选的,在外壳体内固定内胆的方式为:设置内胆吊装架,内胆吊装架位于外壳体的上方,内胆吊装架通过铁链与内胆固定连接,以使内胆悬吊在外壳体中。
8、优选的,内胆中设置有横向支撑架、竖向支撑架,横向支撑架上固定有横向振动装置,竖向支撑架上固定有纵向振动装置,横向支撑架、竖向支撑架与内胆的内壁之间通过减震弹簧连接,浇注开始时交替启动纵向振动装置、横向振动装置,一边浇注一边振动以使浇注料填实内胆和外壳体之间的间隙。
9、优选的,在内胆的外壁上涂刷机油,然后将涂刷有机油的内胆设置在外壳体内,在振动装置带动内胆振动时,内胆上的机油作为润滑剂,使得与内胆接触的浇注料形成光滑面,以方便脱模及防止铁水包使用时出现挂液现象。
10、优选的,在外壳体内焊接的扒钉上刷涂沥青,在铁水包盛装铁水后,扒钉上的沥青碳化,使得扒钉与耐火层之间形成膨胀冗余空间,以适应扒钉的热胀冷缩的特性。
11、优选的,将扒钉制作为y字状,扒钉包括i字部和v字部,将i字部焊接在外壳体的内壁上,v字部沿着外壳体的内径延伸以待嵌入浇筑料中,浇注料凝固后形成耐火层中通过v字部增加扒钉和耐火层的结合强度。
12、优选的,将y字状扒钉倾斜设置,使v字部的前端低于i字部的根部。
13、优选的,将扒钉制作为v字状,扒钉包括尖端和敞开端,将尖端焊接在外壳体的内壁上,敞开端沿着外壳体的内径延伸以待嵌入浇筑料中,浇注料凝固后形成耐火层中通过敞开端增加扒钉和耐火层的结合强度。
14、优选的,将扒钉制作为锥台状,扒钉直径小的一端焊接在外壳体的内壁上,扒钉直径大的一端嵌入耐火层中增加扒钉和耐火层的结合强度。
15、优选的,将扒钉制作为圆柱状,扒钉的一端焊接在外壳体的内壁上,扒钉的另一端嵌入耐火层中增加扒钉和耐火层的结合强度。
16、上述耐用铁水包的制作方法中,在外壳体内壁上焊接多个扒钉,使得耐火层和外壳体直接的结合强度进一步提升,经过高温铁水对耐火层直接加热、或对外壳体间接热辐射后,由于多个扒钉将外壳体和耐火层相互牵拉,克服外壳体和耐火层之间由于不同伸缩避免耐火层从外壳体内松脱,使得耐火层紧密结合在外壳体内,所以多次使用具有扒钉的耐用铁水包的制作方法进行倾倒渣液也不会发生耐火层从外壳体内脱离。
技术特征:
1.一种耐用铁水包的制作方法,其特征在于,包括以下步骤:
2.如权利要求1所述的耐用铁水包的制作方法,其特征在于:在外壳体内固定内胆的方式为:设置内胆吊装架,内胆吊装架位于外壳体的上方,内胆吊装架通过铁链与内胆固定连接,以使内胆悬吊在外壳体中。
3.如权利要求2所述的耐用铁水包的制作方法,其特征在于:内胆中设置有横向支撑架、竖向支撑架,横向支撑架上固定有横向振动装置,竖向支撑架上固定有纵向振动装置,横向支撑架、竖向支撑架与内胆的内壁之间通过减震弹簧连接,浇注开始时交替启动纵向振动装置、横向振动装置,一边浇注一边振动以使浇注料填实内胆和外壳体之间的间隙。
4.如权利要求1所述的耐用铁水包的制作方法,其特征在于:在内胆的外壁上涂刷机油,然后将涂刷有机油的内胆设置在外壳体内,在振动装置带动内胆振动时,内胆上的机油作为润滑剂,使得与内胆接触的浇注料形成光滑面,以方便脱模及防止铁水包使用时出现挂液现象。
5.如权利要求1所述的耐用铁水包的制作方法,其特征在于:在外壳体内焊接的扒钉上刷涂沥青,在铁水包盛装铁水后,扒钉上的沥青碳化,使得扒钉与耐火层之间形成膨胀冗余空间,以适应扒钉的热胀冷缩的特性。
6.如权利要求1所述的耐用铁水包的制作方法,其特征在于:将把钉制作为y字状,把钉包括i字部和v字部,将i字部焊接在支撑壳体的内壁上,v字部沿着支撑壳体的内径延伸以待嵌入浇筑料中,浇注料凝固后形成耐火层中通过v字部增加把钉和耐火层的结合强度。
7.如权利要求6所述的耐用铁水包的制作方法,其特征在于:将y字状把钉倾斜设置,使v字部的前端低于i字部的根部。
8.如权利要求1所述的耐用铁水包的制作方法,其特征在于:将把钉制作为v字状,把钉包括尖端和敞开端,将尖端焊接在支撑壳体的内壁上,敞开端沿着支撑壳体的内径延伸以待嵌入浇筑料中,浇注料凝固后形成耐火层中通过敞开端增加把钉和耐火层的结合强度。
9.如权利要求1所述的耐用铁水包的制作方法,其特征在于:将把钉制作为锥台状,把钉直径小的一端焊接在支撑壳体的内壁上,把钉直径大的一端嵌入耐火层中增加把钉和耐火层的结合强度。
10.如权利要求1所述的耐用铁水包的制作方法,其特征在于:将把钉制作为圆柱状,把钉的一端焊接在支撑壳体的内壁上,把钉的另一端嵌入耐火层中增加把钉和耐火层的结合强度。
技术总结
本发明公开一种耐用铁水包的制作方法,该方法包括以下步骤:支撑壳体的制作;支撑壳体内设置内胆;将设置有内胆的支撑壳体放置在浇注平台上;在内胆和支撑壳体之间的间隙里灌入浇注料,浇筑完成后静置。在支撑壳体内壁上焊接多个把钉,使得耐火层和支撑壳体直接的结合强度进一步提升,经过高温铁水对耐火层直接加热、或对支撑壳体间接热辐射后,由于多个把钉将支撑壳体和耐火层相互牵拉,克服支撑壳体和耐火层之间由于不同伸缩避免耐火层从支撑壳体内松脱,使得耐火层紧密结合在支撑壳体内,所以多次使用具有把钉的耐用铁水包的制作方法进行倾倒渣液也不会发生耐火层从支撑壳体内脱离。
技术研发人员:李君龙,张疆,王东,马志,罗林,杨文,马宝宁,包学荣
受保护的技术使用者:宁夏晟晏实业集团能源循环经济有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!