多孔金属体及其制备方法、雾化器发热体及其制备方法与流程
本发明涉及雾化器领域,具体涉及一种多孔金属体及其制备方法、雾化器发热体及其制备方法。
背景技术:
1、电子烟的雾化器是储存烟液和产生气溶胶的主要部件,雾化器包括发热组件,发热组件包括导油体和发热体。导油体采用多孔材料,多孔材料因其具有孔隙,因而能吸附烟油。发热体则能使多孔发热体孔洞内的烟油被雾化形成气溶胶。
2、然而,目前多孔材料中存在较多盲孔,难以制造贯通孔,导致烟油雾化的均匀度不高,出烟量不大。
技术实现思路
1、鉴于上述现有技术的不足,本发明提出一种多孔金属体及其制备方法、雾化器发热体及其制备方法,旨在解决目前多孔材料盲孔较多,难以制造贯通孔,烟油雾化的均匀程度以及出烟量还有待进一步提升的问题。
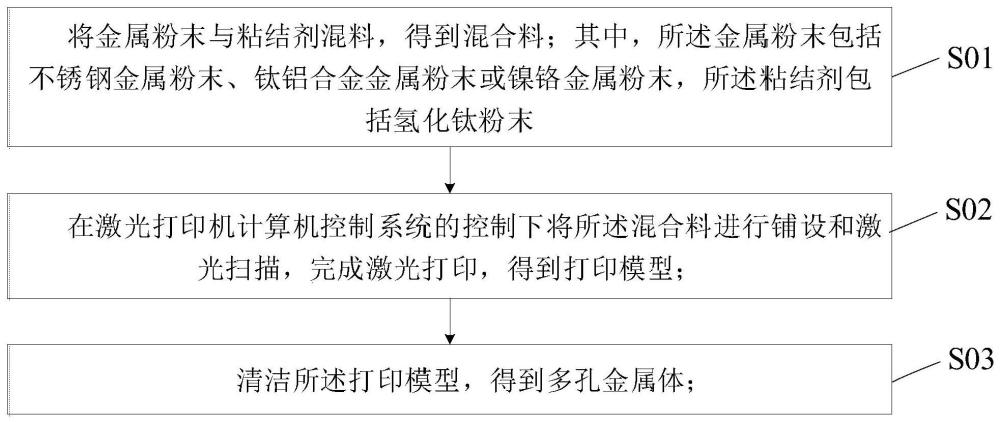
2、为实现上述目的,本发明提出一种多孔金属体的制备方法,所述制备方法包括以下步骤:将金属粉末与粘结剂混料,得到混合料;在激光打印机计算机控制系统的控制下将所述混合料进行铺设和激光扫描,完成激光打印,得到打印模型;清洁所述打印模型,得到多孔金属体;其中,所述金属粉末包括不锈钢金属粉末、钛铝合金金属粉末或镍铬金属粉末,所述粘结剂包括氢化钛粉末。
3、可选地,在所述在激光打印机计算机控制系统的控制下将所述混合料进行铺设和激光扫描,完成激光打印,得到打印模型的步骤之前还包括步骤:
4、利用计算机将目标构件的三维模型切片处理成相应激光打印机所识别的切片文件,然后将文件导入到激光打印机中。
5、可选地,所述激光打印包括激光熔覆技术或电子束熔化成型技术。
6、可选地,所述清洁包括利用风筒和/或超声设备进行清洁。
7、可选地,所述金属粉末的直径为10μm~100μm。
8、可选地,所述铺设的厚度50μm~100μm。
9、可选地,所述激光打印的激光功率为90w~200w;和/或,所述激光打印的扫描速度为20mm/s~800mm/s。
10、为了实现上述目的,本发明还提出一种多孔金属体,由上述方法制备得到。
11、为了实现上述目的,本发明还提出一种雾化器发热体的制备方法,包括:在如权利要求8所述的多孔金属体上激光打印出金属导体电极,得到雾化器发热体。
12、可选地,所述在激光打印机计算机控制系统的控制下将所述混合料进行铺设和激光扫描,完成激光打印,得到打印模型的步骤具体包括:
13、将所述混合料逐层铺设在激光打印机的打印台上,激光打印机对每层所述混合料进行激光扫描,通过逐层打印的方式形成所述打印模型;
14、在所述打印模型与所述打印台的连接位置打印实芯金属导体,所述金属导体用来作为多孔金属体的电极,以使所述多孔金属体能作为雾化器发热体。
15、为了实现上述目的,本发明还提出一种雾化器发热体,由上述方法制备得到。
16、本发明的有益效果:本发明提供的制备方法利用激光打印技术,从宏观和微观两个层面构思形成多孔金属体,得到在激光打印轨迹未到达的区域形成的宏观孔隙、粘结剂被加热分解或被溶解而去除后形成的微观孔隙和激光扫描熔迹之间形成的微观孔隙。制备得到宏观孔隙为贯穿孔且微观空隙密度均匀的多孔金属体,用于电子烟雾化器发热体后,孔径更均匀的贯穿孔使得出烟量更大、传热快、受热更均匀、口感饱满,保证烟油有优异的雾化效果。并且,本发明成型工艺简单,制备过程环保,极具工业推广价值。同时利用激光打印技术制作多孔金属体,成型方式简单,成型速度较快。
技术特征:
1.一种多孔金属体的制备方法,其特征在于,所述制备方法包括以下步骤:
2.如权利要求1所述的多孔金属体的制备方法,其特征在于,在所述在激光打印机计算机控制系统的控制下将所述混合料进行铺设和激光扫描,完成激光打印,得到打印模型的步骤之前还包括步骤:
3.如权利要求1所述的多孔金属体的制备方法,其特征在于,所述激光打印包括激光熔覆技术或电子束熔化成型技术。
4.如权利要求1所述的多孔金属体的制备方法,其特征在于,所述清洁包括利用风筒和/或超声设备进行清洁。
5.如权利要求1所述的多孔金属体的制备方法,其特征在于,所述金属粉末的直径为10μm~100μm。
6.如权利要求1所述的多孔金属体的制备方法,其特征在于,所述铺设的厚度50μm~100μm。
7.如权利要求1所述的多孔金属体的制备方法,其特征在于,所述激光打印的激光功率为90w~200w;
8.一种多孔金属体,其特征在于,由权利要求1~7中任意一项所述的制备方法制备得到。
9.一种雾化器发热体的制备方法,其特征在于,包括:在如权利要求8所述的多孔金属体上激光打印出金属导体电极,得到雾化器发热体。
10.如权利要求9所述的雾化器发热体的制备方法,其特征在于,所述在激光打印机计算机控制系统的控制下将所述混合料进行铺设和激光扫描,完成激光打印,得到打印模型的步骤具体包括:
11.一种雾化器发热体,其特征在于,由如权利要求9至10任一项所述的制备方法制备得到。
技术总结
本发明公开了一种多孔金属体及其制备方法、雾化器发热体及其制备方法,所述多孔金属体的制备方法包括以下步骤:将金属粉末与粘结剂混料,得到混合料;在激光打印机计算机控制系统的控制下将所述混合料进行铺设和激光扫描,完成激光打印,得到打印模型;清洁所述打印模型,得到多孔金属体;其中,所述金属粉末包括不锈钢金属粉末、钛铝合金金属粉末或镍铬金属粉末,所述粘结剂包括氢化钛粉末。本发明提供的多孔金属体制备方法能够使得多孔金属体的孔洞能够主观设计为贯穿孔洞,且成型工艺简单,应用于雾化器中使得雾化效果更佳。
技术研发人员:陈潮先,周波,黄惠华
受保护的技术使用者:深圳市你我网络科技有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!