一种减速电机壳体铸造用生产设备及其工艺的制作方法
本发明涉及电机壳体铸造相关,具体为一种减速电机壳体铸造用生产设备及其工艺。
背景技术:
1、减速电机壳体是用来保护电机内部元件的壳体,通常是铝合金材质的,在减速电机壳体生产中,一般采用铸造的方式,通过件熔融状态下的合金材料注入模具中进行一体成型。
2、现有技术中,如公开号为cn115194096a的一种轻合金电机壳体用铸造模具,包括外侧滑动挡板,所述外侧滑动挡板外表面的边侧处设有固定折板,所述固定折板通过固定螺栓与外侧滑动挡板的外表面固定连接,所述外侧滑动挡板相对面之间的顶部套设有下压模块,所述下压模块的内部套设有入料降温装置,所述下压模块的底部固定连接有导向杆,所述导向杆底部的外表面套设有支撑模块装置,所述入料降温装置包括限位环板,所述限位环板设置在下压模块的上表面处。该轻合金电机壳体用铸造模具,通过下压降温块受压下降的过程中,弹性拉杆受到拉伸作用力,使得限位环板内缩达到优良的密封效果,但是其在使用过程中,腔体内侧的气体仅仅通过挤压实现自动排出,使得熔融原料中的气泡无法完全排出,到会壳体加工完成后表面以及内侧容易存在气孔;
3、又如公开号为cn114734002a的一种成型电机壳体铸造模模具,所述模具包括:铸造芯壳,所述铸造芯壳放置在模座内;与所述铸造芯壳相配合的模芯,在所述模芯伸入到所述铸造芯壳内时,所述模芯与所述铸造芯壳之间形成成型腔,所述模芯顶部还设置有用于向所述成型腔内提供铸造溶液的供液机构,所述模芯相对于铸造芯壳所处的高度通过第一调高件进行调整;所述供液机构包括固定安装在所述模芯上的供液罐,所述供液罐内滑动设置有活塞块。该铸造模具能够避免电动机外壳铸造的过程中,模具中的金属液体经常填充不够迅速以及充分,铸造模模具在金属液注入后金属液难以均匀地分布在模具的内腔中的问题,其使用过程中,腔体内部的气体仅仅是通过材料进入产生的挤压实现排出,使得材料中仍然会存在气泡的可能,存在着一定的使用缺陷。
技术实现思路
1、本发明的目的在于提供一种减速电机壳体铸造用生产设备及其工艺,以解决上述背景技术提出的目前市场上减速电机壳体铸造用生产设备在铸造过程中不便对熔融材料中的气泡进行快速排出的问题。
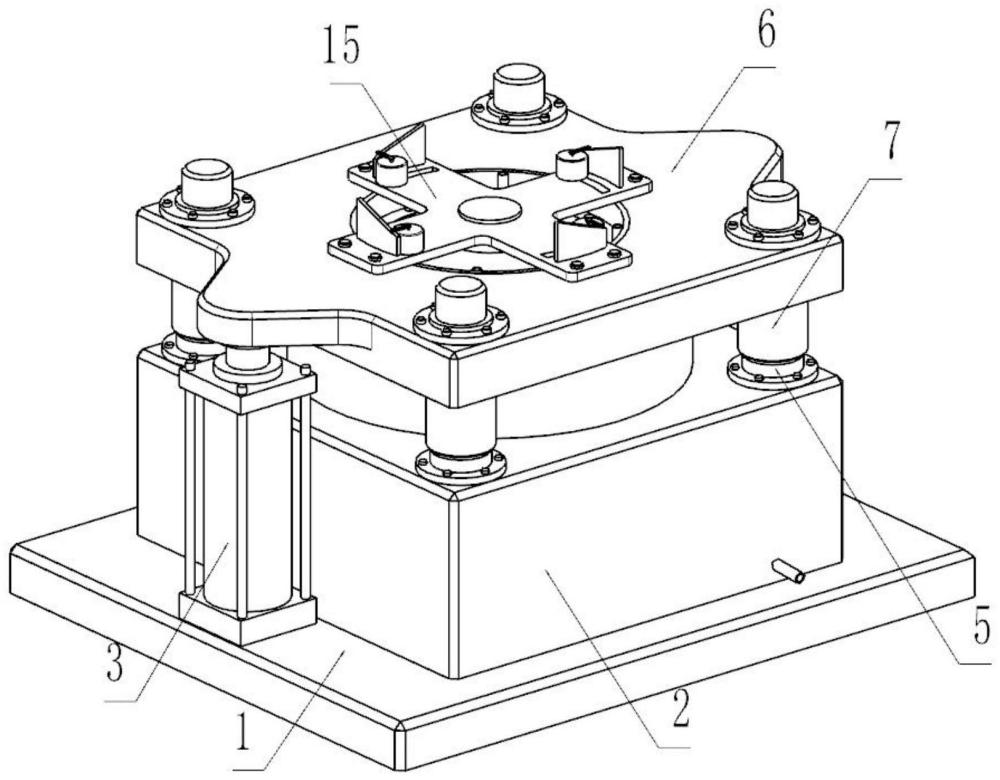
2、为实现上述目的,本发明提供如下技术方案:一种减速电机壳体铸造用生产设备,包括水平设置的底座,所述底座上固定设置有下模和气缸,且下模的内侧开设有模腔,并且下模上表面固定安装有导柱,同时气缸的输出端固定连接有上模,所述上模的中间通过固定架固定安装有模芯;
3、还包括:空腔,开设于下模的内侧,所述空腔的内侧设置有震动组件,通过铸造过程中热量变化实现对下模的敲击震动;
4、冷却管,螺栓嵌入安装于空腔的内壁,所述冷却管与外接冷却器连接,实现快速成型、冷却;
5、注入件,转动安装于上模和模芯之间,通过旋转实现均匀注料;
6、内腔,开设于模芯的内侧,所述内腔的内侧设置有驱动组件,通过铸造过程中的热量实现对注入件的驱动旋转;
7、滑槽,开设于固定架上,所述滑槽的内侧设置有衔接管,且衔接管的上端连接有负压组件,用来提高模腔内侧的气体的排出效率。
8、优选的,所述震动组件包括设置于空腔中的螺旋件,且螺旋件的下端固定安装于空腔的内壁,并且螺旋件为记忆金属材料。
9、通过采用上述技术方案,使得模腔中注入熔融材料后,下模升温,使得螺旋件受热后发现形变,从而使得螺旋件的上端旋转上升,实现位置调节。
10、优选的,所述螺旋件的顶部弹性转动安装有敲击件,且敲击件的顶部贴合于空腔的内壁,并且敲击件的外侧固定安装有磁块,同时空腔的内壁均匀嵌入安装有磁环,而且磁块和磁环的位置对应设置且相对面磁极相反。
11、通过采用上述技术方案,使得螺旋件带动敲击件上移旋转时,敲击件会逐一靠近不同高度的磁环,会使得敲击件在磁力作用下进行弹性旋转,从而间歇敲击空腔的内壁,使得模腔内壁振动,进而促进气泡排出。
12、优选的,所述注入件为圆盘状结构,且注入件的内侧底面呈锥形设置,并且注入件的底部均匀开设有注入孔,同时注入孔和模腔的位置对应设置。
13、通过采用上述技术方案,使得向注入件的内侧倒入热熔材料后,材料会通过多个注入孔进入模腔中。
14、优选的,所述驱动组件包括固定安装于注入件下端的连接筒,且连接筒和模芯转动连接,并且连接筒的外侧和内腔之间设置有气囊,并且连接筒的外侧和内腔之间升降设置有调节环,同时气囊的上下端分别固定连接于内腔的内侧底部以及调节环的下端面。
15、通过采用上述技术方案,使得模芯接触高热材料后,会使得内腔中温度升高,从而使得内腔中的气囊受热膨胀,进而推动调节环上移,实现高度调节。
16、优选的,所述调节环的内壁嵌入安装有滚珠,且连接筒的外壁开设有螺旋状的导槽,并且滚珠沿导槽滑动。
17、通过采用上述技术方案,使得气囊带动调节环上升时,会使得滚珠沿导槽滚动,从而带动连接筒和注入件进行旋转,使得注入件可以进行旋转注料,使得热熔原料可以快速均匀分布于模腔中。
18、优选的,所述注入件上贯穿固定有排气管,且排气管和模腔连通,并且上模、注入件和排气管三者的上端平齐。
19、通过采用上述技术方案,使得注入件通过注入孔注入材料时,模腔中的空气可以通过排气管排出,同时排气管可以避免材料进入。
20、优选的,所述衔接管在排气管的运动轨迹上,且排气管和衔接管的端部通过磁力吸附连通,并且衔接管和滑槽滑动连接。
21、通过采用上述技术方案,使得注入件旋转时,可以带动排气管间歇经过不同位置的衔接管,从而吸附连通后带动衔接管沿滑槽滑动调节。
22、优选的,所述负压组件包括与衔接管连通的活塞筒,且活塞筒的内侧过盈配合安装有活塞片,并且活塞片和活塞筒的上端内壁之间连接有弹簧,同时活塞片的上端固定安装有活塞杆,所述活塞杆贯穿活塞筒的上端并与其伸缩连接,且活塞杆的上端固定安装有抵触件,且抵触件的下表面贴合于导向件的倾斜上表面,并且导向件固定安装于固定架上表面。
23、通过采用上述技术方案,使得排气管带动衔接管移动时,抵触件会沿导向件的斜面滑动,从而拉动活塞片在活塞筒中上移,使得活塞筒可以通过排气管和衔接管抽取模腔中的气体,使得注入热熔材料中的空气有效排出,进一步提高铸造效果。
24、优选的,所述的一种减速电机壳体铸造用生产设备的工艺,具体步骤为:
25、s1:控制气缸的输出端进行收缩,带动上模下移,使得导套沿导柱滑动,实现导向,从而使得模芯精准放入模腔中,实现合模;
26、s2:向注入件的槽体中导入热熔原料,使得热熔原料通过注入孔进入模腔中,同时排气管可以对模腔中的空气进行自动排出,随着下模的温度升高,使得螺旋件受热后发生形变,从而使得螺旋件的顶部带动敲击件上升和旋转,使得敲击件会逐一靠近不同位置的磁环,使得敲击件背面的磁块和磁块发生磁力吸引,进而使得敲击件发生弹性旋转,而当磁块和磁块错开时,敲击件会发生弹性旋转,进而敲击空腔的内壁,实现模腔壁的震动,使得热熔材料中气泡应震动而上浮排出;
27、s3:随着热熔材料的注入,使得模芯受热升温,从而使得其内侧的气囊受热膨胀,从而推动调节环沿连接筒上移,使得调节环内壁的滚珠会沿导槽滚动,从而带动连接筒和注入件进行旋转,使得注入件上的注入孔可以调节注料位置,使得注料更加均匀,同时注入件带动排气管旋转时,会使得排气管间歇靠近衔接管,使得排气管在磁力作用下和衔接管进行吸附连通,并带动衔接管沿滑槽滑动,此时抵触件会同时旋转,并沿导向件斜面滑动,从而推动活塞杆带动活塞片在活塞筒的内侧进行滑动,使得活塞筒通过衔接管、排气管抽取模腔中多余空气,使得模腔中气压发生变化,进一步促进排气,同时提高注入孔中材料流动流畅性。
28、与现有技术相比,本发明的有益效果是:该减速电机壳体铸造用生产设备及其工艺可以对熔融原料进行旋转下料,提高了注料的均匀性,同时可以利用熔融原料的热量驱动实现自动排气、除泡,有效提高壳体的铸造成型效果,具体内容如下;
29、1、设置有螺旋件、敲击件和磁环,随着熔融材料的注入,会使得下模的空腔中温度升高,使得螺旋件受热后发生形变,进而其顶部会带动敲击件进行上升的同时进行旋转,使得敲击件逐一靠近不同位置的磁环,使得敲击件在磁块、磁环的磁力作用下进行往复弹性旋转,从而实现对模腔外壁不同位置从下至上逐一敲击,进而利用震动促进熔融材料中气泡的上浮排出;
30、2、设置有注入件、连接筒和气囊,随着熔融材料的注入,会使得模芯受热并加热气囊,使得气囊发生膨胀形变,从而推动调节环沿连接筒上移,使得滚珠沿导槽滚动,从而通过连接筒带动注入件进行旋转,使得注入件上的注入孔进行位置调节,实现熔融材料的均匀注入,提供高注料效率;
31、3、设置有排气管和衔接管,随着注入件的转动,会间歇靠近衔接管,从而两者进行吸附连通并一起移动,使得抵触件会沿导向件滑动,带动活塞杆升降调节,使得活塞片在活塞筒的内侧上移,使得活塞筒可以通过排气管和衔接管抽取模腔中空气,从而改变模腔中气压,进一步促进气泡的排出,同时可以加速熔融材料的注入。
- 还没有人留言评论。精彩留言会获得点赞!