一种高强度均匀喷洒五金蚀刻腐蚀技术应用方法与流程
本发明涉及五金加工设备,具体为一种高强度均匀喷洒五金蚀刻腐蚀技术应用方法。
背景技术:
1、电蚀刻是利用金属在以自来水或盐水为蚀刻主体的液体中发生阳极溶解的原理,电解的作用下将金属进行蚀刻,接通蚀刻电源,从而达到蚀刻的目的。市售的电解蚀刻机都是手动喷淋式的,并且都是以盐水为蚀刻溶液。
2、公开(公告)号:cn108811352a公开了一种pcb板蚀刻机,包括依次水平连接设置的蚀刻段和蚀刻后处理段,蚀刻段包括依次连接设置的蚀刻槽一、蚀刻槽二、蚀刻槽三和循环水洗槽一,蚀刻后处理段包括依次连接设置的热水洗槽、去膜槽、水洗槽、酸洗槽、循环水洗槽二和烘干段,还包括给蚀刻段输送蚀刻液的55kw蚀刻泵,55kw蚀刻泵的出液端通过蚀刻液输送管和设置在蚀刻段上端的喷淋主管连通,喷淋主管上设有多根连通管,连通管上设有多根分别贯穿伸入到蚀刻槽一、蚀刻槽二和蚀刻槽三内部的喷淋分管。本发明采用一个蚀刻泵来完成对蚀刻段蚀刻液的输送,维修率低,蚀刻段三个槽压力一致,蚀刻稳定性高。
3、上述蚀刻机喷洒方面存在以下问题:1、设备喷嘴均匀性不足造成盲区蚀刻精度不够;2、马达的强度不够,水池效验不够造成新药业不能及时补充,产品的侧腐蚀太大客户装机重合度不够;3、现有设备只有4头机蚀刻速度不够造成水电浪费太大。
技术实现思路
1、本发明的目的在于提供一种高强度均匀喷洒五金蚀刻腐蚀技术应用方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种高强度均匀喷洒五金蚀刻腐蚀技术应用方法,通过五金蚀刻腐蚀一体机按如下步骤加工:入料→酸浸→多次蚀刻→酸洗→多次循环水洗→吸干→强风吹干→热风吹干→出料,所述多次蚀刻的次数为4-6次,且多次蚀刻的过程中进行检查,所述循环水洗的次数至少为3次。
4、作为优选,所述五金蚀刻腐蚀一体机依次包括入料机、酸浸机、多个蚀刻机、酸洗机、多组循环水洗机、吸干机、强风吹干机、热风吹干机和出料机。
5、作为优选,所述酸浸和酸洗使用的原料为盐酸和三氯化铁,且盐酸和三氯化铁的配比为42-46波美度。
6、作为优选,多个所述蚀刻机上至少安装有一组检查窗。
7、作为优选,所述蚀刻机内设置有喷压电机、多组喷管和设置于喷管上的喷嘴。
8、作为优选,所述喷压电机的额定功率为7kw,且喷压电机的喷洒压力为3-3.5kg。
9、作为优选,所述喷管和喷嘴的数量均为6组。
10、作为优选,所述喷嘴采用直喷和扇形喷嘴均匀搭配。
11、与现有技术相比,本发明的有益效果是:本高强度均匀喷洒五金蚀刻腐蚀技术应用方法中,采用三氯化铁药水对五金产品进行腐蚀,解决了产品腐蚀的侧腐蚀毛边公差问题,解决了喷洒盲区造成的均匀性问题,让产品的品质得到大量提升,具体反应原理为由三价铁与铁变为二价铁,再由还原剂和盐酸把二价铁变为三价铁的一个过程,通过对设备喷管直喷喷嘴,改为直喷和扇形喷嘴搭配解决盲区喷洒不到造成的产品尺寸公差不足问题,在生产时侧蚀刻能力要求小于0.02mm达到产品的组装重合度要好,要求设备喷管中喷嘴的喷洒能力必须无死角进行喷洒,喷嘴的设计重合度要求非常高,五金蚀刻腐蚀一体机在最小耗电和最小耗水情况下把产品生产好,对蚀刻机的长度和药水反应速度均匀合理设计,有利于焊接元器件精准性;生产五金产品过滤孔尺寸更加精准,果汁的口感和出汁率更加好,生产产品的产量和能耗方面均是最优化。
技术特征:
1.一种高强度均匀喷洒五金蚀刻腐蚀技术应用方法,其特征在于:通过五金蚀刻腐蚀一体机按如下步骤加工:入料→酸浸→多次蚀刻→酸洗→多次循环水洗→吸干→强风吹干→热风吹干→出料,所述多次蚀刻的次数为4-6次,且多次蚀刻的过程中进行检查,所述循环水洗的次数至少为3次。
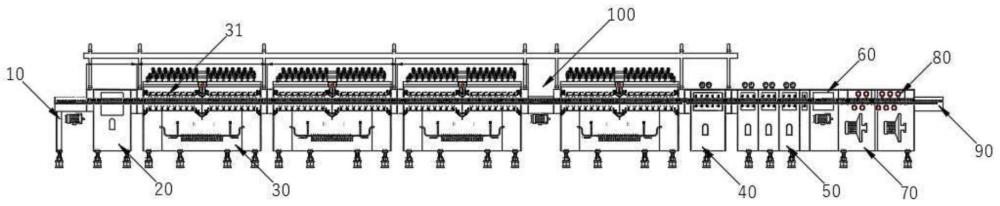
2.根据权利要求1所述的高强度均匀喷洒五金蚀刻腐蚀技术应用方法,其特征在于:所述五金蚀刻腐蚀一体机依次包括入料机(10)、酸浸机(20)、多个蚀刻机(30)、酸洗机(40)、多组循环水洗机(50)、吸干机(60)、强风吹干机(70)、热风吹干机(80)和出料机(90)。
3.根据权利要求1所述的高强度均匀喷洒五金蚀刻腐蚀技术应用方法,其特征在于:所述酸浸和酸洗使用的原料为盐酸和三氯化铁,且盐酸和三氯化铁的配比为42-46波美度。
4.根据权利要求2所述的高强度均匀喷洒五金蚀刻腐蚀技术应用方法,其特征在于:多个所述蚀刻机(30)上至少安装有一组检查窗(100)。
5.根据权利要求2所述的高强度均匀喷洒五金蚀刻腐蚀技术应用方法,其特征在于:所述蚀刻机(30)内设置有喷压电机、多组喷管和设置于喷管上的喷嘴(31)。
6.根据权利要求5所述的高强度均匀喷洒五金蚀刻腐蚀技术应用方法,其特征在于:所述喷压电机的额定功率为7kw,且喷压电机的喷洒压力为3-3.5kg。
7.根据权利要求5所述的高强度均匀喷洒五金蚀刻腐蚀技术应用方法,其特征在于:所述喷管和喷嘴(31)的数量均为6组。
8.根据权利要求5所述的高强度均匀喷洒五金蚀刻腐蚀技术应用方法,其特征在于:所述喷嘴(31)采用直喷和扇形喷嘴均匀搭配。
技术总结
本发明涉及五金加工设备技术领域,具体为一种高强度均匀喷洒五金蚀刻腐蚀技术应用方法,通过五金蚀刻腐蚀一体机按如下步骤加工:入料→酸浸→多次蚀刻→酸洗→多次循环水洗→吸干→强风吹干→热风吹干→出料,多次蚀刻的次数为4‑6次,且多次蚀刻的过程中进行检查,循环水洗的次数至少为3次。本发明通过对设备喷管直喷喷嘴,改为直喷和扇形喷嘴搭配解决盲区喷洒不到造成的产品尺寸公差不足问题,在生产时侧蚀刻能力要求小于0.02MM达到产品的组装重合度要好,要求设备喷管中喷嘴的喷洒能力必须无死角进行喷洒,在最小耗电和最小耗水情况下把产品生产好,对蚀刻机的长度和药水反应速度均匀合理设计,有利于焊接元器件精准性。
技术研发人员:刘细辉,唐利军
受保护的技术使用者:珠海市扩盈五金制品有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!