一种不锈钢与耐磨钢真空钎焊组件的热处理方法与流程
本发明属于航空用燃油附件热处理,具体涉及一种不锈钢与耐磨钢真空钎焊组件的热处理方法。
背景技术:
1、某离心配重组件由不锈钢件1和耐磨钢件2组成,见图1,不锈钢件1材料为马氏体不锈钢1cr17ni2,设计要求硬度hrc23-32;耐磨钢件2材料耐磨钢b2*,该材料为俄仿制材料,具有良好的耐热性和耐磨性,设计要求硬度hrc58-64。
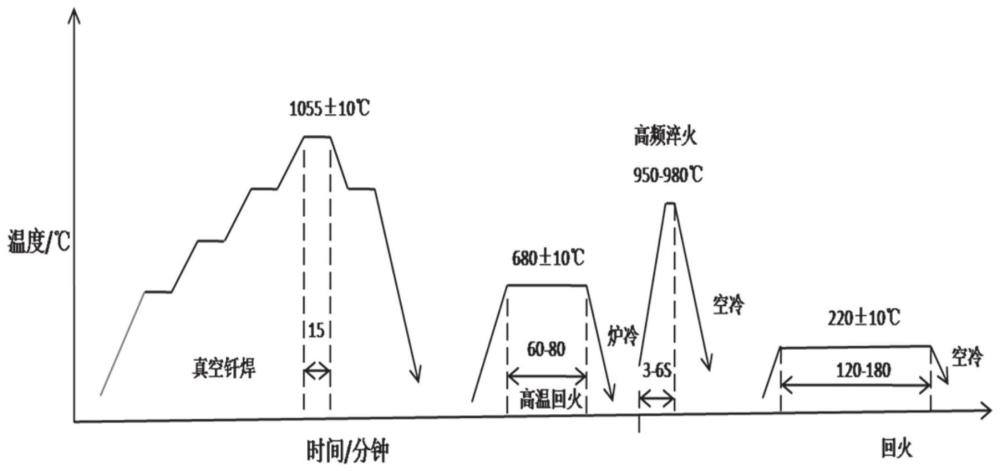
2、离心配重组件工艺流程为配套启封→焊接→热处理→压轴套→钻胶孔……。根据现有的工艺流程,首先该组件焊接采用真空钎焊方法,在低真空度状态下升温至1055±10℃保温一定时间后冷却,耐磨钢件2硬度达到hrc≥58,焊缝强度满足490±20n的要求,接下来,组件进行焊接后的热处理,将组件放在真空炉中,加热至560±20℃保温一定时间后空冷,一方面消除焊接过程中的热应力,另一方面使不锈钢件1的硬度达到设计要求的硬度hrc23-32。
3、实际生产过程中,焊接后组件中的不锈钢件1硬度为50-52hrc,耐磨钢件2硬度为59-63hrc,焊接强度合格;组件热处理后,不锈钢件1硬度为37-39hrc,耐磨钢件2硬度为59-62hrc,不锈钢件1硬度无法达到hrc23-32的设计要求。根据hb/z 80-2011《航空用不锈钢热处理》中1cr17ni2材料推荐,硬度hb254-302(hrc25-32)对应回火温度600-680℃,当选择620±10℃保温一定时间进行空冷,不锈钢件1硬度为33-34hrc,高于设计要求硬度hrc23-32,耐磨钢件2硬度为56-57hrc,低于设计要求硬度hrc58-64件,组件中的不锈钢件1、耐磨钢件2硬度均无法满足设计要求。
技术实现思路
1、针对现有技术中存在的问题,本发明提供了一种不锈钢与耐磨钢真空钎焊组件的热处理方法,其目的在于解决不锈钢与耐磨钢真空钎焊后组件硬度不合格的问题。
2、为了解决上述技术问题,本发明通过以下技术方案予以实现:
3、一种不锈钢与耐磨钢真空钎焊组件的热处理方法,包括:
4、步骤1、对不锈钢与耐磨钢真空钎焊组件整体进行高温回火;
5、步骤2、对所述不锈钢与耐磨钢真空钎焊组件中的不锈钢件进行隔热保护,并对耐磨钢件进行高频淬火;
6、步骤3、对所述不锈钢与耐磨钢真空钎焊组件整体进行低温回火。
7、进一步地,所述高温回火具体为:将不锈钢与耐磨钢真空钎焊组件采用真空回火炉在温度为670℃~690℃的条件下,保温60min~80min,然后进行冷却。
8、进一步地,所述高温回火的冷却方式为炉冷。
9、进一步地,采用真空炉对不锈钢与耐磨钢真空钎焊组件整体进行高温回火。
10、进一步地,所述高频淬火具体为:采用石棉绳将不锈钢件隔热,在3s~6s内将所述耐磨钢件从冷态加热至950℃~980℃,然后冷却。
11、进一步地,所述高频淬火的冷却方式为空冷。
12、进一步地,所述高频淬火时,所述耐磨钢件与高频淬火感应圈之间的间隙为1.5mm~3.5mm。
13、进一步地,所述高频淬火时的加热功率为35kw~40kw。
14、进一步地,所述低温回火具体为:将不锈钢与耐磨钢真空钎焊组件整体在温度为210℃~230℃的条件下,保温2h~3h,然后冷却,将高频热影响区控制在3mm~5mm。
15、进一步地,所述低温回火的冷却方式为空冷。
16、与现有技术相比,本发明至少具有以下有益效果:
17、本发明一种不锈钢与耐磨钢真空钎焊组件的热处理方法,首先对不锈钢与耐磨钢真空钎焊组件整体进行高温回火,将抗回火性差的不锈钢基体硬度降低至设计要求范围内,同时,促进耐磨钢弥散分布的碳化物进行球化,获得稳定的组织,消除真空钎焊产生的应力,为局部高频淬火做好组织准备,避免焊缝出现开裂,降低焊接强度;接着对不锈钢与耐磨钢真空钎焊组件中的不锈钢件进行隔热保护,并对耐磨钢件进行高频淬火,通过时效析出碳化物,减少低硬度相,提高零件的硬度,促进耐磨性的提升;最后对不锈钢与耐磨钢真空钎焊组件整体进行低温回火,消除不锈钢与耐磨钢真空钎焊组件产生的热应力和组织应力,获得稳定的组织,本发明热处理后的不锈钢与耐磨钢真空钎焊后组件的硬度、焊接强度符合设计要求。
18、为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
技术特征:
1.一种不锈钢与耐磨钢真空钎焊组件的热处理方法,其特征在于,包括:
2.根据权利要求1所述的一种不锈钢与耐磨钢真空钎焊组件的热处理方法,其特征在于,所述高温回火具体为:将不锈钢与耐磨钢真空钎焊组件采用真空回火炉在温度为670℃~690℃的条件下,保温60min~80min,然后进行冷却。
3.根据权利要求2所述的一种不锈钢与耐磨钢真空钎焊组件的热处理方法,其特征在于,所述高温回火的冷却方式为炉冷。
4.根据权利要求2所述的一种不锈钢与耐磨钢真空钎焊组件的热处理方法,其特征在于,采用真空炉对不锈钢与耐磨钢真空钎焊组件整体进行高温回火。
5.根据权利要求1所述的一种不锈钢与耐磨钢真空钎焊组件的热处理方法,其特征在于,所述高频淬火具体为:采用石棉绳将不锈钢件隔热,在3s~6s内将所述耐磨钢件从冷态加热至950℃~980℃,然后冷却,将高频热影响区控制在3mm~5mm。
6.根据权利要求5所述的一种不锈钢与耐磨钢真空钎焊组件的热处理方法,其特征在于,所述高频淬火的冷却方式为空冷。
7.根据权利要求5所述的一种不锈钢与耐磨钢真空钎焊组件的热处理方法,其特征在于,所述高频淬火时,所述耐磨钢件与高频淬火感应圈之间的间隙为1.5mm~3.5mm。
8.根据权利要求5所述的一种不锈钢与耐磨钢真空钎焊组件的热处理方法,其特征在于,所述高频淬火时的加热功率为35kw~40kw。
9.根据权利要求1所述的一种不锈钢与耐磨钢真空钎焊组件的热处理方法,其特征在于,所述低温回火具体为:将不锈钢与耐磨钢真空钎焊组件整体在温度为210℃~230℃的条件下,保温2h~3h,然后冷却。
10.根据权利要求1所述的一种不锈钢与耐磨钢真空钎焊组件的热处理方法,其特征在于,所述低温回火的冷却方式为空冷。
技术总结
本发明属于航空用燃油附件热处理技术领域,公开了一种不锈钢与耐磨钢真空钎焊组件的热处理方法,包括:对不锈钢与耐磨钢真空钎焊组件整体进行高温回火;对所述不锈钢与耐磨钢真空钎焊组件中的不锈钢件进行隔热保护,并对耐磨钢件进行高频淬火;对所述不锈钢与耐磨钢真空钎焊组件整体进行低温回火。本发明的目的在于解决不锈钢与耐磨钢不同类型材料真空钎焊后组件硬度不合格的问题。
技术研发人员:徐峰,张鲜君,赵得萍,赵昭,侯晓鹏
受保护的技术使用者:中国航发西安动力控制科技有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!